Calcolatrice e formula della forza di punzonatura (online e gratuita)
Vi siete mai chiesti come garantire il successo di un progetto di stampaggio dei metalli? In questo post del blog, ci addentreremo nei fattori critici che possono rendere possibile o meno il vostro processo di stampaggio. In qualità di ingegnere meccanico esperto, condividerò le mie conoscenze sul calcolo delle forze di stampaggio e sulla selezione delle distanze ottimali tra punzoni e stampi. Alla fine, avrete una solida comprensione di come pianificare il vostro progetto di stampaggio per ottenere i migliori risultati.
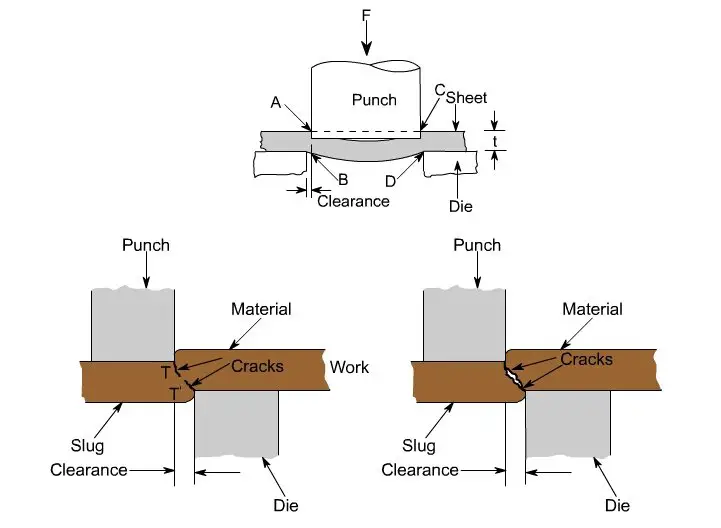
La forza di punzonatura è la quantità di forza necessaria per praticare un foro in un pezzo da lavorare utilizzando un punzone e una matrice. È influenzata da diversi fattori, tra cui le proprietà del materiale, lo spessore del pezzo e la geometria del foro da punzonare.
Fattori chiave che influenzano la forza del pugno
Resistenza al taglio del materiale
La resistenza al taglio misura la capacità di un materiale di resistere alle forze di taglio. Varia a seconda dei materiali e di solito è indicata nelle specifiche del materiale. Ad esempio, l'alluminio ha una resistenza al taglio di circa 250 N/mm², mentre l'acciaio inossidabile varia da 400 a 700 N/mm². La resistenza al taglio può essere stimata anche in base alla resistenza alla trazione, dove è pari a circa 50-70% della resistenza alla trazione.
Spessore del pezzo da lavorare
Lo spessore ((t)) del materiale da perforare influisce direttamente sulla forza necessaria. I materiali più spessi richiedono una forza maggiore per essere perforati.
Perimetro del foro
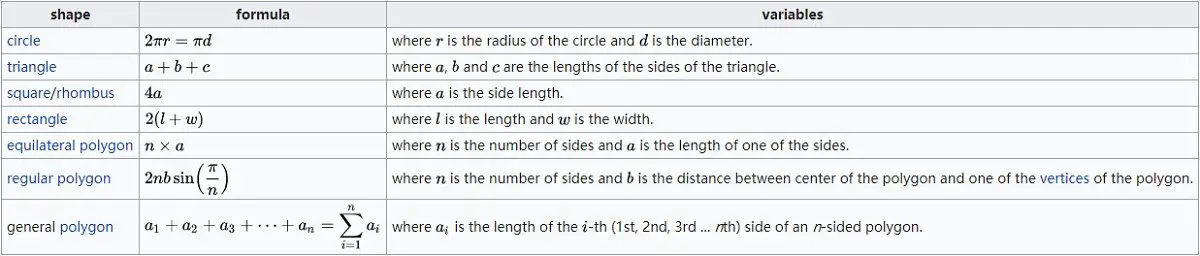
Il perimetro ((L)) del foro, determinato dalla forma e dalle dimensioni del foro, è fondamentale per calcolare la forza di punzonatura. Il perimetro è la lunghezza totale del bordo da tagliare.
Formula della forza di punzonatura
Quando si pianifica un progetto di stampaggio dei metalli, uno dei fattori più critici da considerare è la forza di stampaggio necessaria. Il calcolo della forza di stampaggio corretta garantisce la scelta di una pressa con un tonnellaggio adeguato e la progettazione di utensili in grado di sopportare le forze in gioco.
Esistono diversi metodi per calcolare la forza di tranciatura, a seconda dello specifico processo di tranciatura e del tipo di forza. In questa sede illustreremo alcune delle formule più comuni e forniremo un pratico calcolatore della forza di tranciatura.
Esistono diversi metodi per calcolare la forza di tranciatura e la scelta di quello da utilizzare dipende dallo specifico processo di tranciatura e dal tipo di forza di tranciatura che deve essere calcolata. Ecco alcuni metodi comuni per il calcolo della forza di tranciatura:
Una formula di base scompone la forza di stampaggio totale nella somma di diverse parti:
Forza di taglio
Forza di scarico
Forza di spinta
Forza di pressione sul bordo
Forza di trafilatura profonda
I componenti specifici coinvolti dipendono dalla vostra particolare operazione di stampaggio.
Calcolo della forza di taglio e di punzonatura
Per molti progetti di stampaggio, le forze di taglio e punzonatura costituiscono la maggior parte della forza di stampaggio. Una formula comune per calcolare la forza di taglio o punzonatura è:
𝑃 = 𝑘 × 𝑙 × 𝑡 × Г
Dove:
P = forza di stampaggio (kg)
k = coefficiente (di solito intorno a 1)
l = perimetro della parte stampata (mm)
t = spessore della lastra (mm)
Г = resistenza al taglio del materiale (kg/mm²)
Una versione alternativa di questa formula è:
P = ltτ
Dove:
P = forza di taglio (N)
l = perimetro di stampaggio (mm)
t = spessore del pezzo (mm)
τ = resistenza al taglio del materiale (MPa)
Per i pezzi piccoli stampati con un punzone piatto, la formula può essere semplificata in:
F = Ltτ
Dove F è la forza di taglio in newton.
Esempi di calcolo
Calcolo della forza di punzonatura per un foro rotondo
Per calcolare la forza necessaria per praticare un foro rotondo, utilizzare il diametro del foro per trovare il perimetro:
Applicare quindi la formula semplificata:
Ad esempio, per praticare un foro di 3 mm di diametro in un acciaio inossidabile di 5 mm di spessore con una resistenza al taglio di 400 MPa:
Calcolo della forza di punzonatura per un foro quadrato
Per un foro quadrato, calcolare il perimetro in base alla lunghezza del lato del quadrato:
Ad esempio, per praticare un foro quadrato di 4 mm di lato in un alluminio di 5 mm di spessore con una resistenza al taglio di 250 N/mm²:
Considerazioni pratiche
Fattore di sicurezza
L'utilizzo di un fattore di sicurezza ((K)) è essenziale per tenere conto di variabili quali l'usura degli utensili, le variazioni delle proprietà del materiale e altre incertezze. Un tipico fattore di sicurezza è di circa 1,3.
Durezza del materiale
I materiali più duri richiedono generalmente forze di punzonatura maggiori. Anche lo stato del materiale, ad esempio la ricottura o la tempra, influisce sulla resistenza al taglio e, di conseguenza, sulla forza necessaria.
Design dello stampo
Il design del punzone e dello stampo può influenzare la forza richiesta. La smussatura del punzone può ridurre la forza, ma può distorcere il materiale. Anche il corretto gioco dello stampo e la sua manutenzione sono fondamentali per operazioni di punzonatura efficienti.
Considerando questi fattori e utilizzando le formule appropriate, è possibile calcolare con precisione la forza di punzonatura necessaria per le varie operazioni di lavorazione dei metalli, garantendo precisione ed efficienza nel processo di produzione.
Calcolatore della forza di punzonatura online
Per facilitare il calcolo della forza di stampaggio, ecco un calcolatore online. È sufficiente inserire il materiale, lo spessore e il perimetro del pezzo per ottenere la forza necessaria in tonnellate metriche.
Se si deve praticare un foro rotondo, quadrato o di qualsiasi altro tipo attraverso un determinato spessore di metallo, è necessario determinare la forza di punzonatura necessaria per realizzare questo compito.
Per calcolare il tonnellaggio richiesto dalla pressa, è possibile utilizzare la seguente formula di calcolo della forza di punzonatura, applicabile anche al calcolo della forza di tranciatura.
Tonnellata di pressatura (KN) = Perimetro (mm) * Spessore della piastra (mm) * Resistenza al taglio (kn / mm)2)
Convertito in tonnellate metriche: dividendo il risultato di KN per 9,81
Perimetro: La lunghezza totale della linea continua che forma il confine di una figura geometrica chiusa.
Spessore: Lo spessore che verrà penetrato dallo stampo di punzonatura.
Resistenza al taglio: Le proprietà fisiche della lastra, che sono determinate dal materiale della lastra, sono riportate nel manuale del materiale.
La resistenza al taglio dei materiali comuni è la seguente: unità: KN/mm2
Alluminio
Ottone
Acciaio a basso tenore di carbonio
Acciaio inox
0.1724
0.2413
0.3447
0.5171
Per le varie tabelle di resistenza al taglio, potete consultare il seguente post:
ad esempio Se si esegue un foro quadrato nello spessore di 3 mm di un pannello a basso tenore di carbonio lamiera d'acciaio, lunghezza laterale 20 mm, si otterrà:
Perimetro = 20×4 = 80 mm
Spessore = 3 mm
Resistenza al taglio = 0,3447kn/mm2
Forza di punzonatura (KN) = 80 x 3 x 0,3447 = 82,728 KN Convertire in tonnellate: 82,728 KN ÷ 9,81 = 8,43 Tonnellate
Per ulteriori informazioni sulla resistenza al taglio, comprese le modalità di calcolo, è possibile consultare il documento Articolo di Wikipedia.
La formula citata può essere applicata anche come formula della forza di taglio nell'attrezzaggio delle presse o come formula per determinare la forza necessaria per praticare un foro.
Spazio per punzoni e stampi
Il gioco tra il punzone e la matrice è un fattore critico nel processo di punzonatura ed è rappresentato dalla differenza totale.
Ad esempio, supponiamo di utilizzare una matrice superiore ø12 e una matrice ø12,25. stampo inferiore. In questo caso, il gioco ottimale dovrebbe essere di 0,25 mm.
Se il gioco non è corretto, può ridurre la durata dello stampo, causare bave e provocare tagli secondari. Un'apertura irregolare può anche aumentare la forza di smontaggio.
Inoltre, il gioco della matrice dipende dal materiale e dallo spessore; per le lamiere in acciaio al carbonio, si raccomanda di utilizzare un valore compreso tra 12-18% dello spessore.
Se non ci sono requisiti speciali per il Punzone CNCPer la scelta del gioco della matrice si può fare riferimento alla tabella seguente.
Tabella di ingombro degli stampi della punzonatrice
Oltre alla forza di stampaggio, il gioco tra punzone e matrice è un altro fattore chiave per la buona riuscita dello stampaggio. Un corretto gioco, solitamente espresso come percentuale dello spessore del materiale, è fondamentale per la durata dell'utensile, la qualità del pezzo e la prevenzione di tagli secondari.
Fare riferimento a questa tabella per le linee guida generali sul gioco:
Spessore
Acciaio dolce
Alluminio
Acciaio inox
0.8-1.6
0.15-0.2
0.15-0.2
0.15-0.3
1.6-2.3
0.2-0.3
0.2-0.3
0.3-0.4
2.3-3.2
0.3-0.4
0.3-0.4
0.4-0.6
3.2-4.5
0.4-0.6
0.4-0.5
0.6-1.0
4.5-6.0
0.6-0.9
0.5-0.7
/
Calcoli della forza di punzonatura specifici per i materiali
Il calcolo della forza di punzonatura necessaria per i diversi materiali richiede la comprensione delle loro proprietà specifiche, in particolare della resistenza al taglio. Questo capitolo fornisce calcoli dettagliati per diversi materiali, tenendo conto delle loro caratteristiche specifiche e dei loro usi comuni.
Importanza della resistenza al taglio nel calcolo della forza di perforazione
La resistenza al taglio misura la quantità di sollecitazioni che un materiale può sopportare prima di cedere a taglio. È un fattore critico nei calcoli della forza di punzonatura perché influisce direttamente sulla quantità di forza necessaria per perforare il materiale.
Alluminio
L'alluminio è leggero e ha una moderata resistenza al taglio, che lo rende relativamente facile da perforare. È comunemente utilizzato nell'industria aerospaziale, automobilistica e dell'imballaggio.
Resistenza al taglio: Circa 0,1724 kN/mm²
Diametro del foro: 10 mm
Spessore del materiale: 2 mm
Fasi di calcolo:
Perimetro (P): (πx10)mm=31,42mm
Forza di punzonatura (F): (31,42x2x0,1724)= 10,82kN
Ottone
L'ottone offre una buona lavorabilità e resistenza alla corrosione, con una maggiore resistenza al taglio rispetto all'alluminio. Viene spesso utilizzato in impianti idraulici, applicazioni elettriche e strumenti musicali.
Resistenza al taglio: Circa 0,2412 kN/mm²
Diametro del foro: 8 mm
Spessore del materiale: 3 mm
Fasi di calcolo:
Perimetro (P): (πx8)mm=25,12 mm
Forza di punzonatura (F): ( 25,12 x3 x0,2412)= 18,19kN
Acciaio al carbonio
L'acciaio al carbonio è comunemente utilizzato nella lavorazione dei metalli grazie alla sua elevata resistenza e durata. È prevalente nell'edilizia, nell'industria automobilistica e in quella manifatturiera.
Resistenza al taglio: Circa 0,3447 kN/mm²
Diametro del foro: 12 mm
Spessore del materiale: 4 mm
Fasi di calcolo:
Perimetro (P): ( πx12)mm=37,70mm
Forza di punzonatura (F): (37.70x4x0.3447)=51.93kN
Acciaio inox
L'acciaio inossidabile è noto per la sua elevata resistenza alla corrosione e per la sua forza, che richiede una forza significativa per essere perforato. Viene utilizzato in cucina, nei dispositivi medici e nell'edilizia.
Resistenza al taglio: Circa 0,5171 kN/mm²
Diametro del foro: 6 mm
Spessore del materiale: 5 mm
Fasi di calcolo:
Perimetro (P): (πx6)mm=18,85 mm
Forza di punzonatura (F): (18,85 x5 x0,5171)= 48,79kN
Acciaio dolce
L'acciaio dolce, con la sua moderata resistenza e buona duttilità, è ampiamente utilizzato in varie applicazioni industriali, tra cui l'edilizia e i macchinari.
Resistenza al taglio: Varia da 0,31 a 0,52 kN/mm² a seconda della qualità specifica.
Diametro del foro: 15 mm
Spessore del materiale: 3 mm
Fasi di calcolo:
Perimetro (P): (πx15)mm-47,12mm
Forza di punzonatura (F) (utilizzando 0,31 kN/mm²): (47,12x3x0,31)= 43,84kN
Rame
Il rame è altamente conduttivo e malleabile, il che lo rende più facile da perforare rispetto a molti altri metalli. È ampiamente utilizzato nei cablaggi elettrici e nelle tubature.
Resistenza al taglio: Circa 0,28 kN/mm²
Diametro del foro: 7 mm
Spessore del materiale: 2,5 mm
Fasi di calcolo:
Perimetro (P): (πx7)mm=21,99 mm
Forza di punzonatura (F): (21,99×2,5 x0,28)= 15,39k
Titanio
Il titanio offre un eccellente rapporto forza-peso e resistenza alla corrosione, ma richiede una forza notevole per essere perforato. È comunemente utilizzato nel settore aerospaziale, negli impianti medici e nelle applicazioni militari.
Resistenza al taglio: Circa 0,55 kN/mm²
Diametro del foro: 5 mm
Spessore del materiale: 4 mm
Fasi di calcolo:
Perimetro (P): (πx5)mm=15,71mm
Forza di punzonatura (F): (15,71×4 x0,55)= 34,57kN
Calcolo della forza di punzonatura per forme complesse
Per i fori non circolari, come i quadrati o i rettangoli, calcolare il perimetro sommando le lunghezze di tutti gli spigoli.
Foro rettangolare in acciaio inox
Dimensioni: 10 mm x 15 mm
Spessore del materiale: 3 mm
Fasi di calcolo:
Perimetro (P): (2x(10+15))mm=50mm
Resistenza al taglio: 0,5171 kN/mm²
Forza di punzonatura (F): (50x3x0,5171)= 77,57kN
Foro ovale in alluminio
Dimensioni: Asse maggiore 20 mm, asse minore 10 mm
Spessore del materiale: 2 mm
Fasi di calcolo:
Perimetro approssimativo (P): (π X ((20+10)/2))mm=47,12 mm
Resistenza al taglio: 0,1724 kN/mm²
Forza di punzonatura (F): ( 47,12x2x0,1724)= 16,26kN
Considerando le proprietà specifiche dei diversi materiali e utilizzando le formule appropriate, è possibile calcolare con precisione la forza di punzonatura necessaria per le varie applicazioni di lavorazione dei metalli.
Domande frequenti
Di seguito sono riportate le risposte ad alcune domande frequenti:
Quali fattori influenzano la forza di punzonatura nella lavorazione dei metalli?
La forza di punzonatura nella lavorazione dei metalli è influenzata da diversi fattori critici, tra cui le proprietà del materiale, i parametri geometrici, il design e il gioco dell'utensile, i fattori di sicurezza e di coefficiente e le forze aggiuntive.
Le proprietà dei materiali svolgono un ruolo importante, in particolare la resistenza al taglio del materiale è fondamentale. La resistenza al taglio è spesso derivata dal carico di rottura del materiale (UTS), con percentuali specifiche applicate a seconda del tipo di materiale, come 70-80% per l'acciaio dolce, 50% per l'alluminio e circa 90% per l'acciaio inossidabile. Inoltre, è necessario considerare i carichi di rottura e di snervamento del materiale, che possono variare all'interno dello stesso tipo di materiale.
Anche i parametri geometrici sono fondamentali, in particolare la lunghezza del perimetro del foro e lo spessore del materiale. La forza di punzonatura è direttamente proporzionale alla lunghezza totale dei perimetri coinvolti e allo spessore del materiale, con materiali più spessi che richiedono forze maggiori.
Il design del punzone e dello stampo, compreso il gioco tra di essi, influisce in modo significativo sulla forza di punzonatura richiesta. Un gioco adeguato garantisce una punzonatura efficiente e riduce al minimo la forza eccessiva sulla punta del punzone, riducendo l'usura e la rottura. Al contrario, un gioco inadeguato può portare a una scarsa qualità dei bordi e a una maggiore usura degli utensili. Anche la forma e la dimensione del foro e il raggio degli angoli dello stampo influenzano la forza di punzonatura.
Nei calcoli viene spesso incluso un fattore di sicurezza per tenere conto di variabili quali l'usura degli utensili, le fluttuazioni dello spazio tra punzone e matrice e le condizioni di lubrificazione. Questo fattore assicura che la forza calcolata sia sufficiente a gestire queste variazioni.
La formula di base per il calcolo della forza di punzonatura (F) è
dove ( K ) è il fattore di sicurezza, ( L ) è la lunghezza del perimetro, ( t ) è lo spessore del materiale e ( τ ) è la resistenza al taglio del materiale. In alternativa, la resistenza alla trazione (( σb )) può essere utilizzato quando non sono disponibili dati sulla resistenza al taglio:
Si devono considerare anche forze aggiuntive come la forza di scarico, la forza di spinta e la forza di espulsione. Queste forze dipendono dalle proprietà meccaniche del materiale, dalla forma e dalle dimensioni del pezzo, dalla distanza tra gli stampi e dalle condizioni di lubrificazione.
Infine, la durezza e la resistenza alla compressione del materiale del punzone sono importanti per la durata dell'utensile. Il carico del punto di punzonatura deve rimanere al di sotto di 60% della resistenza alla compressione del materiale del punzone per evitare cedimenti. Il trattamento termico e i trattamenti superficiali come la nitrurazione o il rivestimento PVD possono migliorare la durezza e la resistenza all'usura dell'utensile, anche se questi trattamenti non sono sempre necessari per mantenerne la durata.
Tenendo conto di questi fattori, gli ingegneri e i metalmeccanici possono determinare con precisione la forza di punzonatura necessaria, selezionare i macchinari adatti e progettare gli stampi per operazioni di punzonatura efficienti e affidabili.
In che modo il tipo di materiale influisce sulla forza di punzonatura richiesta?
Il tipo di materiale da punzonare influenza notevolmente la forza di punzonatura necessaria a causa delle variazioni della resistenza al taglio, della resistenza alla trazione e delle proprietà del materiale. La resistenza al taglio è un fattore primario, che varia in modo significativo tra i diversi materiali. Ad esempio, l'acciaio dolce ha una resistenza al taglio pari a 70-80% del suo carico di rottura (UTS), mentre la resistenza al taglio dell'alluminio è pari a circa 50% del suo UTS. L'acciaio inossidabile e le leghe di rame possono avere una resistenza al taglio che va da 50% a 90% della loro UTS, a seconda della lega specifica.
Quando non sono disponibili dati precisi sulla resistenza al taglio, gli ingegneri possono utilizzare l'UTS come approssimazione, anche se spesso ciò comporta una sovrastima della forza di punzonatura richiesta. Inoltre, il gioco tra il punzone e lo stampo, influenzato dal tipo di materiale, influisce sulla forza di punzonatura. I giochi più stretti possono aumentare la resistenza e l'usura del punzone, mentre i giochi ottimali, adattati allo spessore e alla resistenza alla trazione del materiale, contribuiscono a ridurre questi problemi.
La forza di punzonatura (Fp) può essere calcolata con la formula:
dove ( L ) è la lunghezza del profilo della punta del punzone, ( t ) è lo spessore del materiale e ( st ) è la resistenza al taglio del materiale.
Il tipo di materiale influisce anche sulla pressione della punta del punzone (Ft), calcolata per un punzone a spalla standard come:
La scelta del materiale degli utensili è influenzata dal materiale da punzonare: i diversi acciai per utensili offrono diversi gradi di resistenza all'usura, all'impatto e alla tenacità. La scelta del materiale giusto in base al materiale da punzonare e alle condizioni di lavorazione è fondamentale per prevenire la rottura della punta del punzone e ottimizzare la durata dell'utensile. In sintesi, il tipo di materiale influisce sulla resistenza al taglio, sulla resistenza alla trazione e sulle distanze necessarie, tutti elementi essenziali per calcolare e gestire con precisione la forza di punzonatura.
È possibile utilizzare un calcolatore della forza di punzonatura per diversi materiali?
Sì, un calcolatore della forza di punzonatura può essere utilizzato per diversi materiali, ma richiede la regolazione di diversi parametri chiave specifici per ogni materiale. Il fattore principale del calcolo è la resistenza al taglio del materiale, che varia notevolmente tra i diversi materiali. Ad esempio, l'acciaio dolce, l'acciaio inossidabile, l'alluminio e le leghe di rame hanno tutti una diversa resistenza al taglio, generalmente espressa come percentuale del loro carico di rottura (UTS).
La formula generale per il calcolo della forza di punzonatura è:
dove ( F ) è la forza di punzonatura, ( L ) è il perimetro del foro da punzonare, ( t ) è lo spessore del materiale e ( \tau ) è la resistenza al taglio del materiale.
Per facilitare il calcolo, alcuni calcolatori utilizzano i coefficienti dei materiali (K), che tengono conto delle caratteristiche specifiche dei diversi materiali. Ad esempio, il coefficiente per l'acciaio dolce potrebbe essere 1, per l'acciaio inox 1,5 e per l'alluminio, il rame e l'ottone circa 0,6.
Consideriamo un esempio in cui è necessario praticare un foro di 3 mm di diametro in un acciaio inossidabile con una resistenza al taglio di 400 MPa e uno spessore di 5 mm. Innanzitutto, calcolate il perimetro del foro:
(π x3= 9,42)mm
Quindi, applicare la formula:
Sebbene questi calcoli forniscano una stima utile, i risultati reali possono essere influenzati da fattori quali l'affilatura del punzone, la lubrificazione e le condizioni della punzonatrice. Pertanto, è importante utilizzare i valori calcolati come guida e integrarli con l'esperienza pratica e il giudizio professionale, consultando un ingegnere se necessario.
Qual è la formula per calcolare la forza di punzonatura nella lavorazione dei metalli?
La formula per il calcolo della forza di punzonatura nella lavorazione dei metalli deriva dalla relazione tra la resistenza al taglio del materiale, lo spessore del materiale e il perimetro dell'area da punzonare. La formula principale è:
dove:
( F ) è la forza di punzonatura.
( P ) è il perimetro del foro o la lunghezza totale dei perimetri interno ed esterno della punzonatura.
( t ) è lo spessore del materiale.
( S ) è la resistenza al taglio del materiale.
Se la resistenza al taglio non è nota, può essere approssimata utilizzando la resistenza alla trazione ( T ) del materiale, assumendo che la resistenza al taglio sia tipicamente 50-70% della resistenza alla trazione. In questi casi, la formula diventa:
Ad esempio, per calcolare la forza di punzonatura di un foro rettangolare di 1/2 x 5/8 pollici in una lamiera d'acciaio con uno spessore di 3/16 pollici e una resistenza al taglio di 60.000 PSI:
Calcolare il perimetro del foro: P=2x(0,5+0,625)=2,25 pollici
Calcolare la forza di punzonatura: F= P x t x S = 2,25 x 0,1875 x 60.000 = 25.312,5 1bs
Altri fattori, come il tipo di materiale, il gioco tra punzone e matrice e la lubrificazione, possono influenzare l'effettiva forza di punzonatura richiesta. Questi fattori possono essere regolati utilizzando formule empiriche e coefficienti specifici per diversi materiali e condizioni.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di trasformare semplici lamiere in componenti complessi e precisi con facilità ed efficienza. Questa è la magia delle punzonatrici. In questo articolo analizzeremo il modo in cui queste macchine risparmiano energia,...
Vi siete mai chiesti come una progettazione efficiente del layout possa rivoluzionare la punzonatura della lamiera? Questo articolo approfondisce i vari metodi di layout, spiegando come l'ottimizzazione dell'uso dei materiali non solo conservi le risorse, ma migliori anche...
Come può un'unica macchina ottimizzare sia la punzonatura che la cesoiatura nella fabbricazione dei metalli? L'unità combinata di punzonatura e cesoiatura CNC sta rivoluzionando l'efficienza e la precisione delle officine di lavorazione della lamiera. Questa...
Vi siete mai chiesti quale sia il segreto per produrre pezzi stampati di alta qualità? In questo post del blog, analizzeremo il ruolo critico che il gioco di punzoni e stampi svolge...
Siete curiosi di conoscere le punzonatrici a torretta CNC? In questo post ci immergeremo nell'affascinante mondo di queste macchine versatili. In qualità di ingegnere meccanico esperto, vi spiegherò come le punzonatrici a torretta...
Vi siete mai chiesti come vengono prodotti i pezzi di precisione? La tranciatura fine è una tecnologia rivoluzionaria che produce componenti di alta qualità con una precisione e una velocità senza precedenti. In questo post del blog, ci immergeremo...
Vi siete mai chiesti come fa una macchina enorme a punzonare e modellare con precisione le lamiere con facilità? In questo post esploreremo l'affascinante mondo della macchina JH21...
Perché la scelta del giusto alimentatore di punzoni è fondamentale per il vostro processo di produzione? In questo articolo esploriamo tre tipi principali: alimentatori ad aria, alimentatori a rulli e alimentatori NC. Imparerete...
Vi siete mai chiesti come la produzione moderna riesca a raggiungere una tale precisione ed efficienza? La macchina idraulica per la lavorazione del ferro è una macchina versatile che taglia, punzona, cesoia e piega il metallo con facilità. In questo articolo esploreremo...