Vi siete mai chiesti cosa rende un cerchio perfetto? Nel mondo dell'ingegneria meccanica, la rotondità è un concetto cruciale che influisce sulle prestazioni e sulla durata dei componenti rotanti. Questo articolo si addentra nella complessità della rotondità, esplorando la sua definizione, i metodi di misurazione e i fattori che la influenzano. Che siate ingegneri esperti o curiosi, la comprensione della rotondità è fondamentale per la progettazione e la manutenzione di macchinari di alta precisione.
Nel Japanese Industrial Standard (JIS) B0621-1984, che riguarda la definizione e l'espressione delle deviazioni di forma e posizione, la rotondità è definita come "la deviazione dal cerchio geometrico di un corpo circolare". Questo standard fornisce un metodo preciso per rappresentare la rotondità, che è fondamentale per garantire la qualità e la funzionalità dei componenti circolari nell'ingegneria meccanica.
Metodo di rappresentazione
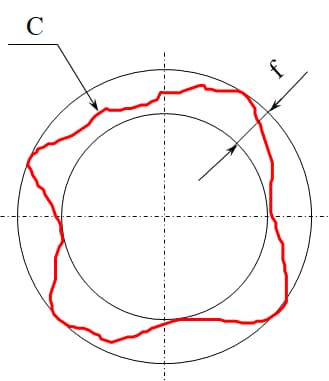
La rappresentazione della rotondità nella norma JIS B0621-1984 è la seguente:
Cerchi geometrici: Quando si valuta la rotondità di un corpo circolare (indicato con C), il corpo è concettualmente racchiuso tra due cerchi geometrici concentrici.
Intervallo minimo: Si misura l'intervallo minimo tra questi due cerchi concentrici.
Differenza di raggio: Questo intervallo è espresso come differenza di raggio (f) tra i due cerchi.
Unità di misura: La rotondità è quantificata in millimetri (mm) o micrometri (µm).
Importanza nei componenti rotanti
Per i componenti rotanti, la valutazione della loro reale forma circolare è fondamentale per garantirne il corretto funzionamento e la longevità. La preoccupazione immediata è quella di determinare la tolleranza di rotondità, ovvero la deviazione consentita da un cerchio perfetto. Questa valutazione inizia con:
Tolleranza di rotondità
Definizione: La tolleranza di rotondità specifica la deviazione consentita dalla geometria circolare ideale.
Tecniche di misurazione: Per valutare la rotondità si utilizzano diverse tecniche di misura, come le macchine di misura a coordinate (CMM), i tester di rotondità e i profilometri.
Impatto sulle prestazioni: Garantire che i componenti rispettino la tolleranza di rotondità è fondamentale per ridurre le vibrazioni, minimizzare l'usura e assicurare un funzionamento regolare dei macchinari.
Comprendere la tolleranza di rotondità
Definizione di tolleranza di rotondità
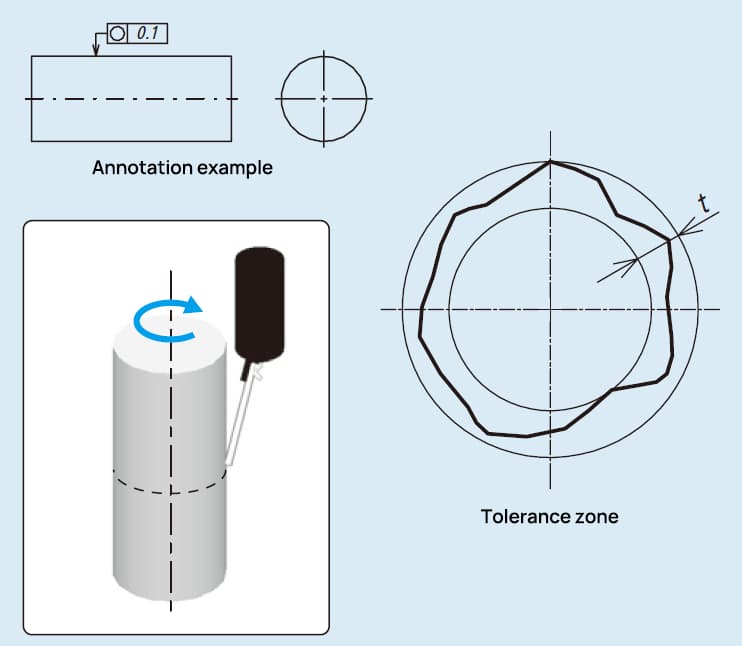
La tolleranza di rotondità, nota anche come tolleranza di circolarità, è una specifica di dimensionamento e tolleranza geometrica (GD&T) che definisce la deviazione consentita da un cerchio perfetto in un piano trasversale di un pezzo cilindrico o sferico. Garantisce che la circonferenza misurata di un pezzo rientri in una zona di tolleranza specificata, che è l'area compresa tra due cerchi concentrici della stessa sezione con una differenza di raggio pari a t. Questa zona di tolleranza garantisce che il pezzo mantenga una forma circolare coerente entro i limiti definiti.
Visualizzazione della tolleranza di rotondità
Immaginate una sezione trasversale di un pezzo cilindrico. La zona di tolleranza di rotondità è rappresentata come l'area compresa tra due cerchi concentrici. La differenza di raggio t tra questi cerchi rappresenta la deviazione consentita dalla forma circolare ideale. Qualsiasi punto della circonferenza effettiva del pezzo deve rientrare in questa zona per soddisfare il requisito di tolleranza di rotondità.
Cause di problemi di tolleranza di rotondità e cilindricità
Diversi fattori possono portare a deviazioni nella rotondità e nella cilindricità, influenzando la precisione e la funzionalità dei pezzi lavorati. Ecco le cause più comuni:
Vibrazioni dei macchinari di lavorazione: Le vibrazioni durante la lavorazione possono causare irregolarità nella rotondità e nella cilindricità del pezzo. Ciò è spesso dovuto a impostazioni instabili della macchina o a disturbi esterni.
Deterioramento delle parti rotanti: L'usura dei componenti rotanti della macchina di lavorazione può causare una scarsa rotondità e cilindricità. La manutenzione regolare e la sostituzione tempestiva delle parti usurate sono fondamentali per mantenere la precisione.
Forma scadente del foro centrale: Se il foro centrale del pezzo non è perfettamente sagomato, può causare deviazioni nella rotondità e nella cilindricità durante i processi di lavorazione successivi.
Deformazione da lavorazione precedente: Quando si utilizza una smerigliatrice senza centri, qualsiasi deformazione derivante dalle fasi di lavorazione precedenti può influire sulla rotondità e sulla cilindricità del prodotto finale. Una manipolazione corretta e controlli intermedi possono attenuare questo problema.
Metodo o dispositivo di fissaggio non corretto: Metodi di fissaggio o di tenuta non corretti possono distorcere il pezzo da lavorare, causando deviazioni nella rotondità e nella cilindricità. L'uso di attrezzature e tecniche di serraggio appropriate è essenziale per mantenere la precisione.
Usura e vibrazioni degli utensili: L'usura e l'installazione impropria degli utensili da taglio, insieme alle vibrazioni durante il taglio, possono causare una scarsa rotondità. L'ispezione e la sostituzione regolare degli utensili e il controllo delle vibrazioni sono necessari per garantire la precisione.
Deformazione da trattamento termico: I processi di trattamento termico possono causare deformazioni termiche che influiscono sulla rotondità e sulla cilindricità del pezzo finito. Il controllo dei parametri del trattamento termico e un adeguato raffreddamento possono contribuire a ridurre al minimo tali deformazioni.
Valutazione della rotondità
Esistono diversi metodi per valutare la rotondità, ciascuno con caratteristiche e vantaggi specifici. Il metodo da utilizzare viene scelto in base ai requisiti specifici del pezzo.
Metodi di misurazione semplici
Come ad esempio:
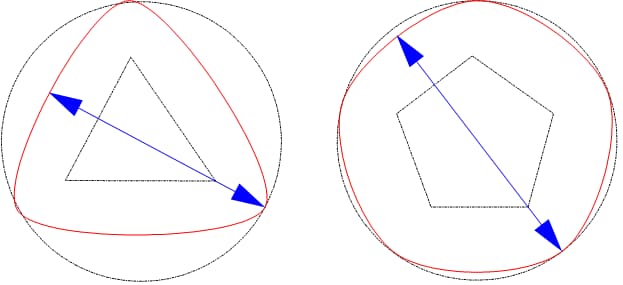
Metodo del diametro
La rotondità può essere misurata direttamente con strumenti come i micrometri. Questo metodo è semplice e facile da eseguire. Tuttavia, quando si valutano cerchi triangolari e pentagonali di uguale diametro, è facile misurarli come circolari quando non lo sono, portando a risultati errati.
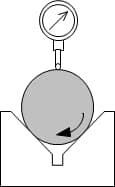
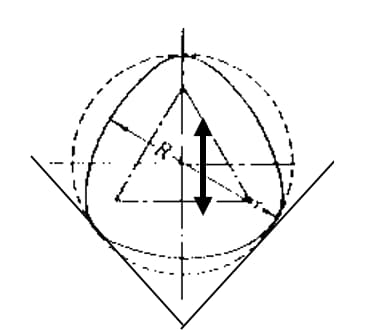
Metodo dei tre punti
Il metodo a tre punti può ottenere dati di rotondità attraverso [V-block + micrometro / metro + banco].
Tuttavia, il metodo a tre punti può dare luogo a misurazioni errate a causa delle differenze nella linea tangente al punto di appoggio selezionato e delle difficoltà nel determinare il centro del punto di riferimento. Inoltre, durante la misurazione possono verificarsi errori dovuti al movimento verso l'alto e verso il basso con la rotazione dell'oggetto da misurare.
Metodi di misurazione basati su standard pertinenti
Come ad esempio:
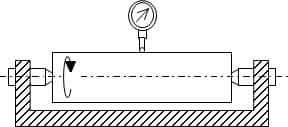
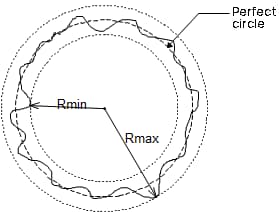
Metodo del raggio
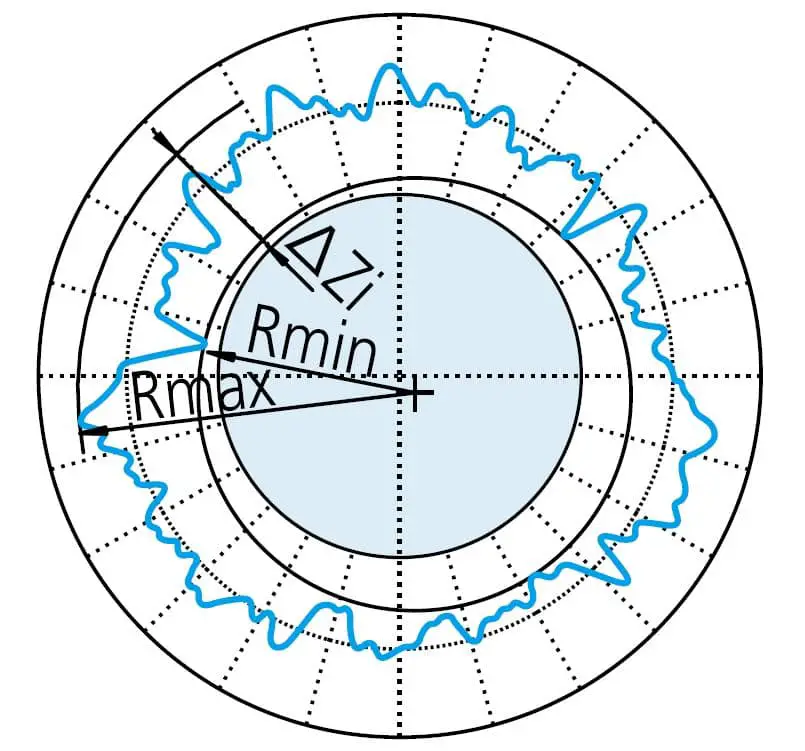
Il metodo del raggio valuta la rotondità utilizzando la differenza tra il raggio massimo e minimo ottenuto dopo aver ruotato il pezzo per un ciclo. Come illustrato nella figura, i risultati della misurazione possono essere facilmente influenzati dal funzionamento orizzontale del pezzo.
La zona di tolleranza è compresa tra due cerchi concentrici sulla stessa sezione.
Metodo centrale
Rispetto al metodo centrale, il metodo del raggio viene utilizzato soprattutto per esigenze di misurazione più precise. I dati del rilevamento della rotondità dipendono dal cerchio di riferimento. Diversi metodi di valutazione del cerchio di prova determineranno posizioni centrali diverse del cerchio di riferimento, influenzando così la posizione assiale dell'elemento circolare misurato.
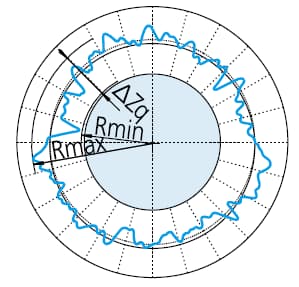
Cerchio dei minimi quadrati LSC
Per determinare la rotondità, il contorno misurato viene adattato a un cerchio e la somma dei quadrati della deviazione dei dati del contorno dal cerchio viene minimizzata. Quindi, il valore di rotondità è definito come la differenza tra la deviazione massima (dal valore di picco più alto al valore di valle più basso) del contorno e del cerchio.
ΔZq=Rmax-Rmin, simbolo che rappresenta il valore di rotondità attraverso l'LSC
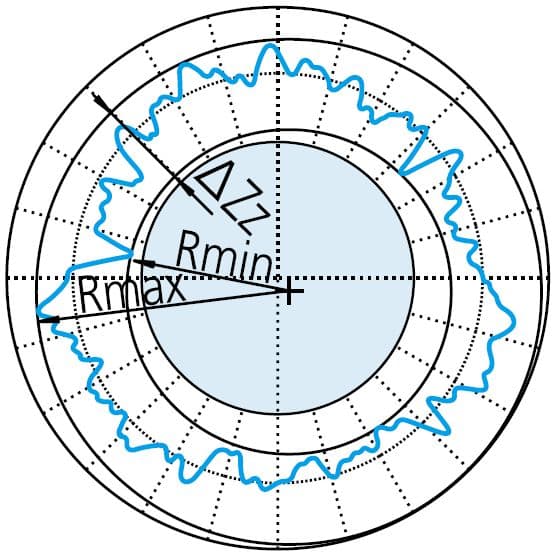
Cerchio di area minima MZC
Per minimizzare la differenza radiale, vengono posizionati due cerchi concentrici intorno al contorno misurato. Il valore di rotondità è definito come l'intervallo radiale tra i due cerchi.
ΔZz=Rmax-Rmin , simbolo che rappresenta il valore di rotondità tramite MZC
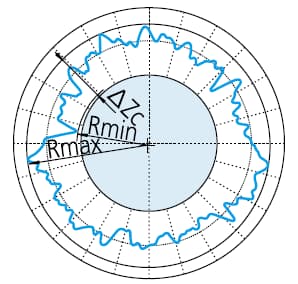
Cerchio minimo circoscritto MCC
Innanzitutto, si crea il cerchio più piccolo che racchiude il profilo misurato. Quindi, il valore di rotondità viene definito come la deviazione massima tra il contorno e il cerchio. Questo metodo è comunemente utilizzato per valutare alberi, aste e oggetti simili.
ΔZc=Rmax-Rmin , il simbolo del valore di rotondità attraverso MCC.
Cerchio massimo inscritto MIC
Creare il cerchio più grande che possa racchiudere il profilo misurato. Quindi, il valore di rotondità è definito come la deviazione massima tra il contorno e il cerchio.
ΔZi=Rmax-Rmin , il simbolo che indica il valore di rotondità attraverso il MIC.
Quando si valuta la rotondità, il contorno ottenuto viene tipicamente filtrato per ridurre o eliminare l'influenza del rumore non necessario.
Influenza del filtro sul contorno misurato
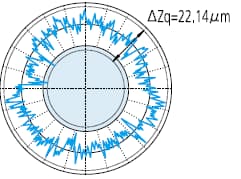
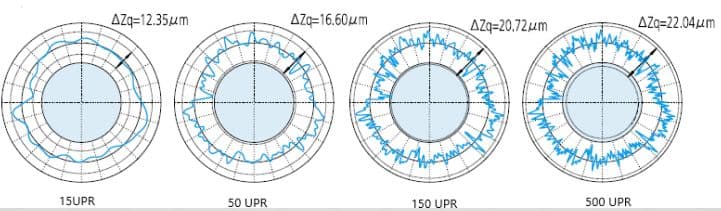
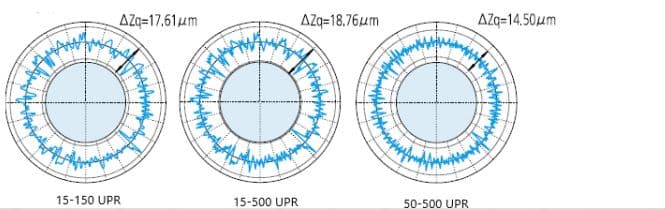
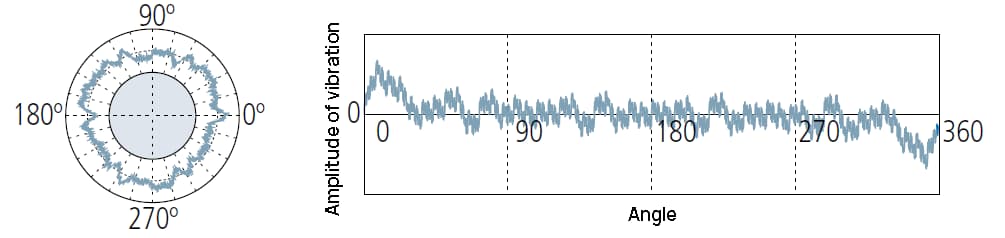
I metodi di filtraggio e i valori di taglio del filtro impostati (UPR: fluttuazioni per giro) possono variare a seconda dei requisiti di misura specifici. La figura seguente illustra i diversi effetti delle impostazioni del filtro sul contorno misurato.
Nessun filtro:
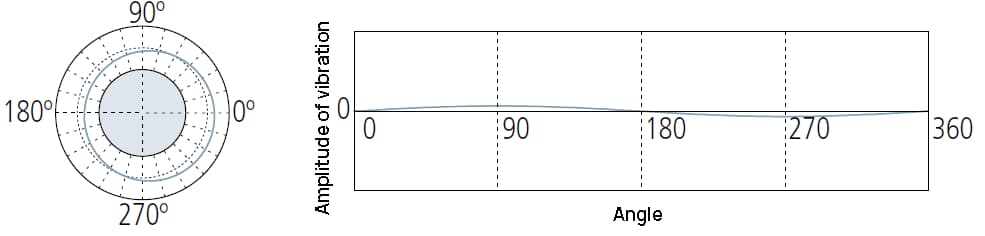
Filtro passa-basso:
Filtro passa-banda:
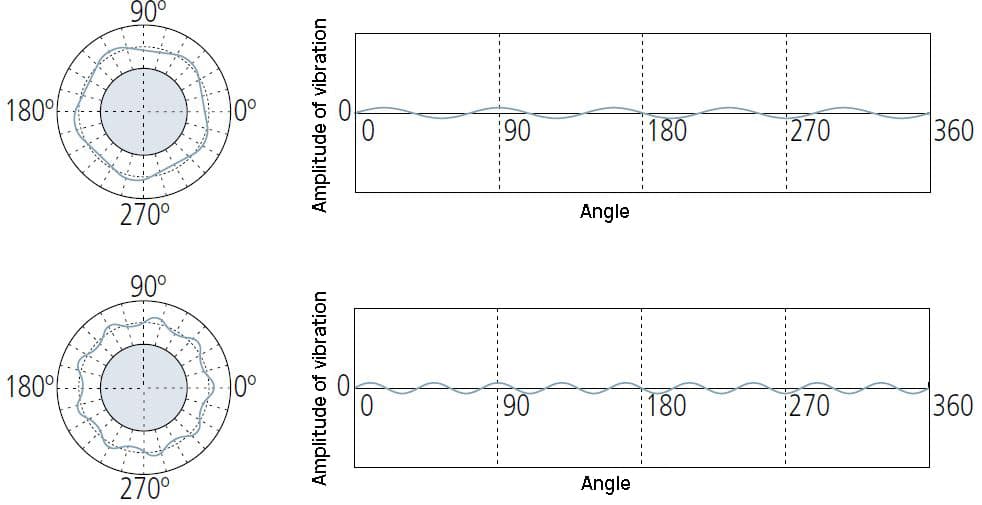
Come valutatori, cosa possono dirci queste cifre?
Analisi del diagramma di misurazione
Figura: grafico dei risultati di misura
1UPR componente
1 UPR: dopo il filtraggio viene mantenuta solo un'onda:
La componente 1UPR indica l'eccentricità del pezzo rispetto all'asse di rotazione dello strumento di misura.
L'ampiezza della forma d'onda dipende dalla regolazione del livello.
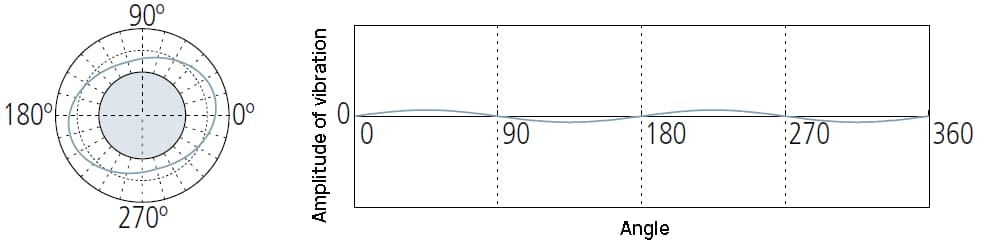
2UPR componente
I componenti del 2UPR possono indicare:
① Regolazione insufficiente del livello degli strumenti di misura;
② Corse circolari causate da un'errata installazione del pezzo sulla macchina utensile che ne forma la forma;
③ La forma del pezzo è ovale, ad esempio nel pistone di un motore a combustione interna.
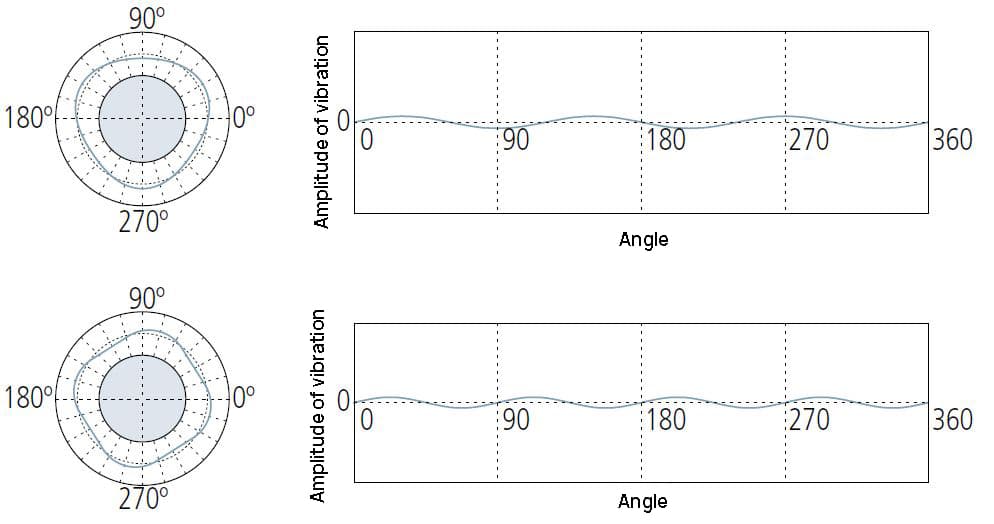
3~5UPR componente
Può indicare:
① Deformazione causata da un mandrino di fissaggio troppo stretto sullo strumento di misura.
② Deformazione di rilassamento causata dal rilascio di tensioni durante lo scarico dal mandrino fisso della macchina utensile di lavorazione.
5~15 Componente UPR
Di solito si riferisce a fattori di squilibrio nel metodo di lavorazione o nel processo di produzione dei pezzi.
15 (più) componenti UPR
15 (o più) condizioni UPR sono di solito causate da cause proprie, come il chattering dell'utensile, le vibrazioni della macchina, l'effetto di trasferimento del refrigerante, la disomogeneità del materiale, ecc.
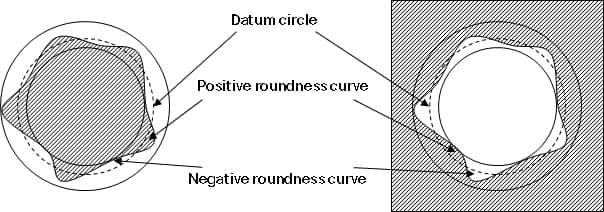
Parametri principali per la valutazione della rotondità
Parametro
Significato
RONt
Il valore misurato della rotondità rappresenta la differenza tra il valore massimo della curva di rotondità positiva e il valore minimo della curva di rotondità negativa o la somma dei valori assoluti.
RONp
L'altezza del picco misurato della curva di rotondità rappresenta il valore massimo della curva di rotondità positiva.
RONV
Il valore misurato della rotondità rappresenta il valore assoluto del valore minimo della curva di rotondità negativa.
RONq
La misura della rotondità in doppio quadrato medio rappresenta il doppio quadrato medio della curva di rotondità.
Infine, vediamo quali sono gli strumenti disponibili per misurare la rotondità.
Strumenti comuni per la valutazione della rotondità
Micrometro:
Strumento di misurazione della rotondità:
Macchina di misura a coordinate:
Lo spazio è limitato e siete invitati a lasciare un messaggio e a criticare gli argomenti non trattati.
Conclusione
Dopo aver letto questo articolo, spero che abbiate compreso meglio il concetto di rotondità. Se avete altre domande, non esitate a lasciare un commento qui sotto.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Perché i cuscinetti dei motori si surriscaldano e cosa si può fare? Questo articolo approfondisce le cause della generazione di calore dei cuscinetti del motore, dai carichi eccessivi e dalla scarsa...
Vi siete mai chiesti in che modo il più piccolo spazio in una macchina possa determinare o meno le sue prestazioni? Questo articolo analizza il gioco dei cuscinetti, il piccolo ma cruciale spazio che influisce sulle prestazioni di una macchina...
Vi siete mai chiesti come prolungare la vita dei perni delle catene? La cromatura è una soluzione che cambia le carte in tavola per prevenire l'usura e la corrosione. Questo articolo approfondisce l'intricato processo di cromatura...
Immaginate di investire tempo e risorse nella produzione di anelli di ingranaggi di precisione, per poi ritrovarli distorti dopo il trattamento termico. Perché succede e come si può controllare? Questo articolo...
Vi siete mai chiesti come gli ingegneri assicurino precisione e accuratezza nella produzione? In questo blog post, ci addentreremo nell'affascinante mondo delle tolleranze geometriche, un aspetto cruciale...