1. Breve storia del filo
Il concetto di forma a spirale, fondamentale per la filettatura, è stato riconosciuto fin dall'antichità. Già nel IV secolo a.C. i naturalisti greci utilizzavano questo principio nei dispositivi per l'estrazione del vino e dell'olio, dimostrando una prima comprensione della meccanica elicoidale.
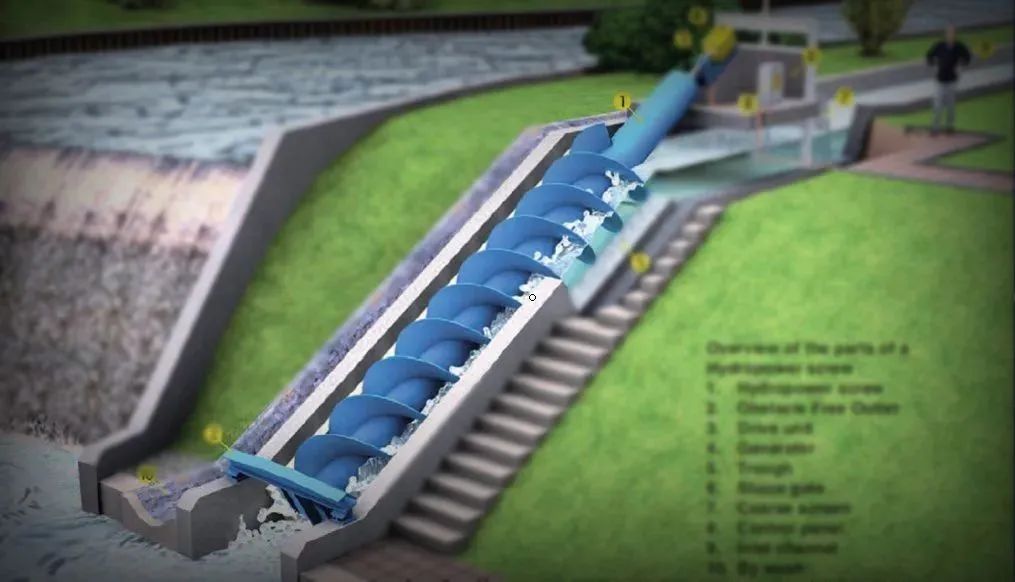
Una delle applicazioni più durature di questo concetto è la vite di Archimede, un dispositivo di sollevamento dell'acqua inventato nel III secolo a.C.. Questo ingegnoso meccanismo continua a essere utilizzato nei moderni sistemi di gestione dell'acqua e di irrigazione, a testimonianza della sua efficienza e semplicità.
Fig. 1 Dispositivo di presa d'acqua a spirale di Archimede ancora in uso oggi
L'evoluzione della tecnologia di filettatura vide un significativo avanzamento nel XIV secolo, con la comparsa di filettature e viti artigianali. Questi primi componenti filettati, pur essendo rudimentali, gettarono le basi per le future innovazioni meccaniche.
La rivoluzione industriale ha segnato un momento cruciale nella storia della filettatura. Man mano che i macchinari diventavano sempre più complessi, la necessità di dispositivi di fissaggio meccanici affidabili cresceva in modo esponenziale. I bulloni, in particolare, divennero fondamentali per l'assemblaggio e la manutenzione di varie apparecchiature industriali.
Inizialmente, la filettatura era un processo ad alta intensità di lavoro. Dadi, bulloni e viti venivano lavorati singolarmente da artigiani esperti che utilizzavano strumenti manuali o torni di base. Questo metodo, pur essendo funzionale, presentava notevoli limitazioni:
- Mancanza di intercambiabilità: Ogni componente filettato era unico, rendendo difficile la sostituzione.
- Assenza di standardizzazione: I fili variano da un produttore all'altro e persino tra i lotti dello stesso produttore.
- Scalabilità limitata: la produzione a mano non poteva soddisfare la crescente domanda industriale.
Fig. 2 filati fatti a mano 200 anni fa vs. filati a macchina moderni
L'esigenza di efficienza e coerenza ha spinto lo sviluppo di sistemi di filettatura standardizzati. Diversi paesi iniziarono a stabilire i propri standard unificati, portando infine a iniziative di standardizzazione internazionale. Questa standardizzazione ha rivoluzionato l'industria manifatturiera, consentendo la produzione di massa e l'intercambiabilità dei pezzi tra i vari settori e confini geografici.
Oggi, due standard principali di misurazione della filettatura dominano la produzione globale:
- Il sistema britannico (imperiale): Basato sui pollici e comunemente utilizzato negli Stati Uniti e in alcuni paesi del Commonwealth.
- Il sistema metrico decimale: Ampiamente adottato a livello internazionale, anche in Cina.
La Cina, allineandosi alle pratiche internazionali, ha abbracciato pienamente il sistema metrico. Nella produzione e nella progettazione cinese, le misure e le specifiche delle filettature sono costantemente espresse in millimetri metrici (mm). Questa adozione facilita la perfetta integrazione con le catene di fornitura globali e l'adesione agli standard ingegneristici internazionali.
La storia della filettatura riflette le tendenze più ampie del progresso tecnologico, della standardizzazione e della cooperazione industriale globale. Dall'antico ingegno greco alla moderna produzione di precisione, l'evoluzione della filettatura continua a svolgere un ruolo cruciale nell'ingegneria meccanica e nel progresso industriale.
2. Definizione del filo
Un filo è una cresta elicoidale continua formata dall'avvolgimento a spirale attorno a una superficie cilindrica o conica. Questa struttura elicoidale consente di convertire il moto rotatorio in moto lineare, facilitando lo spostamento lineare controllato degli oggetti.
Le filettature possono essere classificate in due tipi principali in base alla loro geometria superficiale:
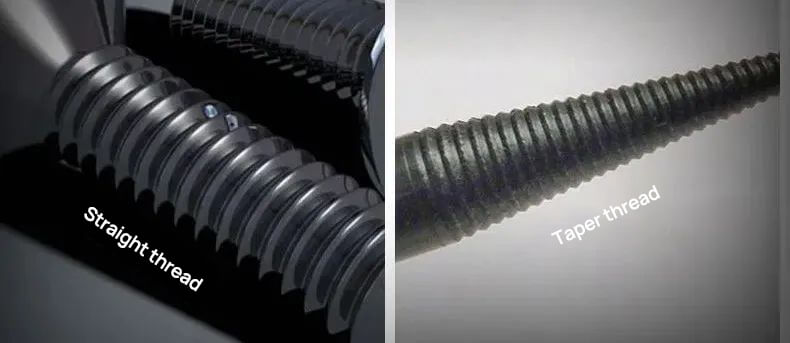
Filettature coniche: Creati su superfici coniche, con un diametro che varia gradualmente.
Filettature diritte: Si formano su superfici cilindriche, mantenendo un diametro costante per tutta la lunghezza.
Fig. 3 filettature diritte e coniche
Le filettature sono ulteriormente classificate come esterne o interne:
- Filettatura esterna: Le creste sporgenti sulla superficie esterna di un pezzo, comunemente presenti su bulloni, viti e prigionieri.
- Filettature interne: Scanalature elicoidali incise sulla superficie interna di un pezzo, tipicamente presenti in dadi, fori filettati e altri componenti che richiedono un assemblaggio.
L'accoppiamento di filettature esterne e interne consente un fissaggio sicuro o un preciso azionamento lineare attraverso l'innesto rotazionale. Questo meccanismo d'incastro è alla base di un'ampia gamma di connessioni meccaniche e di applicazioni di trasferimento del movimento in ambito ingegneristico e produttivo.
3. Cinque elementi del filo
Una descrizione completa del filo conduttore deve comprendere almeno cinque elementi, ovvero:
- forma del dente
- diametro nominale
- numero di righe
- passo (o piombo)
- senso di rotazione
Il profilo del dente è il fattore chiave per determinare l'uso finale del filo.
Forma del dente
La forma del dente si riferisce alla geometria del filo.
Le diverse forme dei denti determinano se la filettatura viene utilizzata per il collegamento o per la trasmissione.
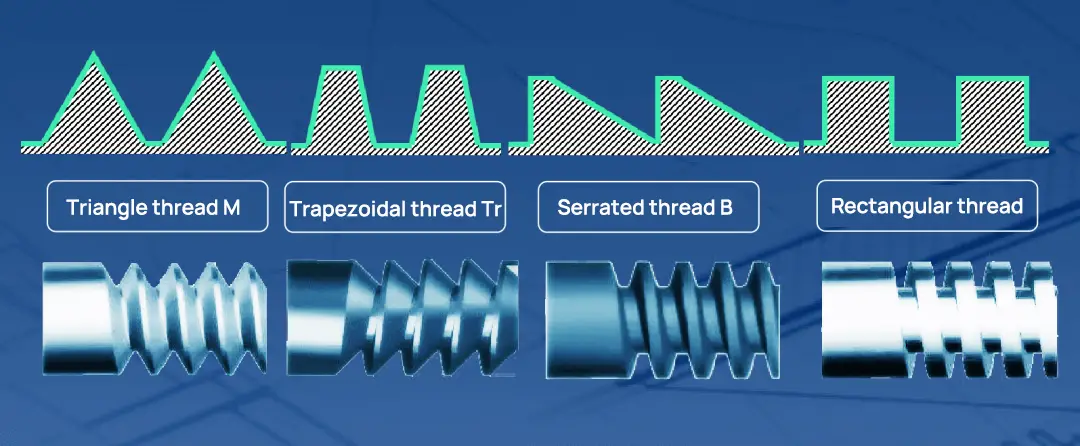
Attualmente, i tipi di denti comunemente utilizzati includono principalmente triangolo, trapezio, dente di sega e rettangolo.
La filettatura a triangolo viene utilizzata principalmente per il collegamento, mentre gli altri tre modelli di denti vengono utilizzati per trasmissione di potenza.
Fig. 4 Confronto tra quattro tipi di filettature comuni
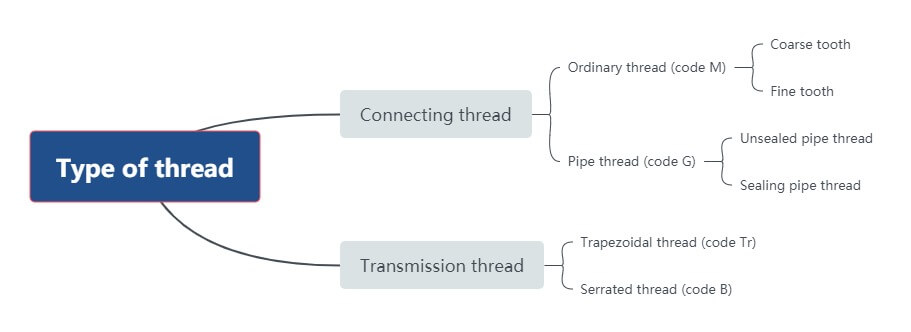
La filettatura a triangolo è composta da due tipi principali di filettatura: la filettatura ordinaria codice M e la filettatura per tubi codice G.
La filettatura M è la filettatura di collegamento più comunemente utilizzata ed è classificata in denti grossi e denti fini. I denti fini sono solitamente utilizzati per parti piccole o con pareti sottili.
D'altra parte, le filettature per tubi sono utilizzate per collegare tubi dell'acqua, del gas e altre condutture.
La filettatura trapezoidale con codice Tr viene utilizzata per la trasmissione di potenza in diverse viti di comando di macchine utensili.
Il filo dentellato con codice B è in grado di trasmettere la potenza in una sola direzione.
La Figura 5 mostra la classificazione delle filettature in base all'uso e al tipo di dente.
Fig. 5 Classificazione delle filettature
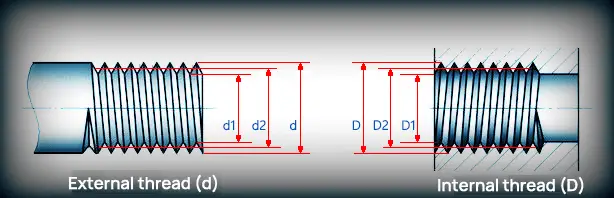
Diametro
La dimensione della filettatura è in genere determinata dal diametro nominale. Tuttavia, per le filettature dei tubi, il diametro nominale è il diametro interno del tubo (in pollici), mentre per le altre filettature è il diametro maggiore (in unità metriche).
Le filettature esterne sono indicate con la lettera maiuscola "D", mentre le filettature interne sono indicate con la lettera minuscola "d". Il diametro maggiore è il diametro di un cilindro immaginario tangente alla cresta di una filettatura esterna o alla radice di una filettatura interna. Viceversa, il diametro minore è il diametro di un cilindro immaginario tangente alla radice di una filettatura esterna o alla cresta di una filettatura interna.
Il diametro del passo è un parametro fondamentale per ottenere l'accoppiamento e la resistenza della filettatura. È il diametro di un cilindro immaginario la cui larghezza del dente sulla linea del passo è uguale alla larghezza del dente adiacente.
Fig. 6 Diametro grande, medio e piccolo della filettatura esterna e della filettatura interna
Numero di linee
Il numero di fili si riferisce al numero di linee di spirale durante la formazione dei fili, che possono essere suddivisi in linea singola e linea multipla.
Per filo singolo si intende il filo formato da una sola linea di spirale, mentre per filo multiplo si intende il filo formato da due o più linee di spirale.
Fig. 7 filettatura singola e doppia
Piazzola (piombo)
La distanza assiale P tra i due punti corrispondenti sulla linea del diametro del passo di due denti adiacenti sulla filettatura è chiamata passo;
Sulla stessa filettatura, la distanza assiale Ph tra i due punti corrispondenti di due denti adiacenti sulla linea del diametro del passo è chiamata piombo.
Fig. 8 passo e piombo
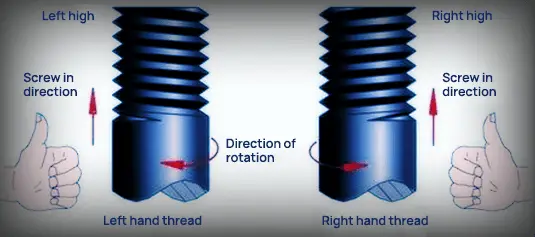
Fig. 9 direzione del filo
4. Standard generali di filettatura nei vari Paesi
Gli standard di filettatura prevalenti nei vari Paesi sono principalmente gli standard di misurazione e identificazione delle filettature di classe 2 in unità metriche e in pollici.
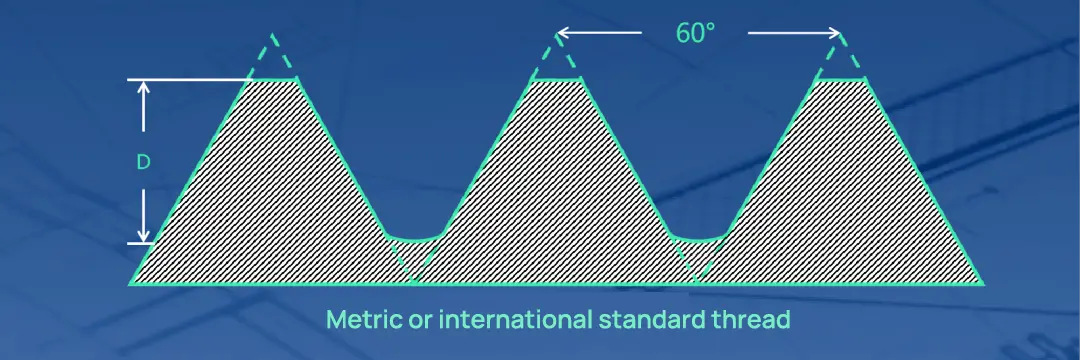
Filettatura metrica o standard internazionale
La filettatura metrica è stata adottata per la prima volta nella Francia centrale tra il 1898 e il 1908, per poi essere diffusa in vari Paesi.
In Cina viene adottato lo standard di filettatura metrica GB.
La filettatura metrica codice M è applicabile per il collegamento di pezzi con diametro compreso tra 0,25 mm e 300 mm.
L'angolo di filettatura è di 60° e la parte superiore del dente è piatta, per facilitare la rotazione, mentre la parte inferiore del dente è un arco circolare che aumenta la resistenza del filo.
La filettatura metrica può essere classificata in due categorie: filettatura grossa e filettatura fine.
Fig. 10 filettatura metrica standard
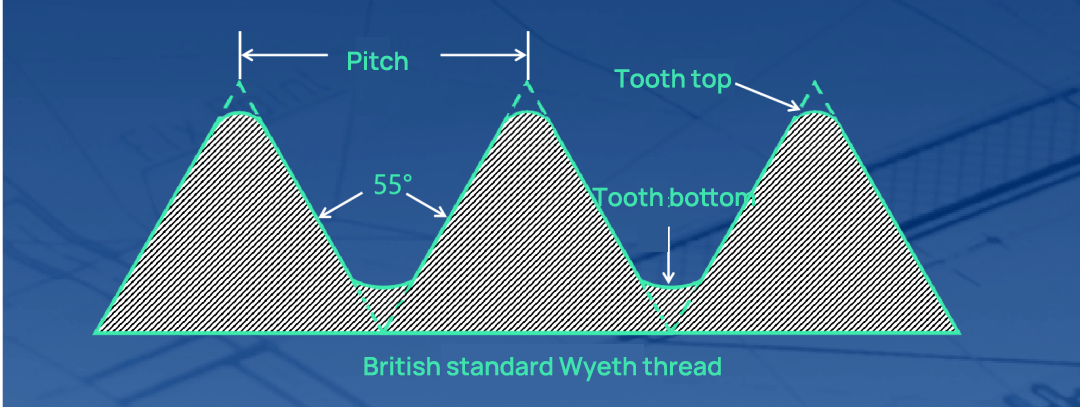
Filettatura Wyeth standard britannica
Originario della Gran Bretagna, questo filo è stato inventato dal cittadino britannico Joseph Whitworth nel 1841, da cui il nome.
L'angolo di filettatura di questo filo è di 55°, e la parte superiore e inferiore del filo sono ad arco circolare, noto anche come filo b.s.w.
Fig. 11 Standard britannico della filettatura Wyeth
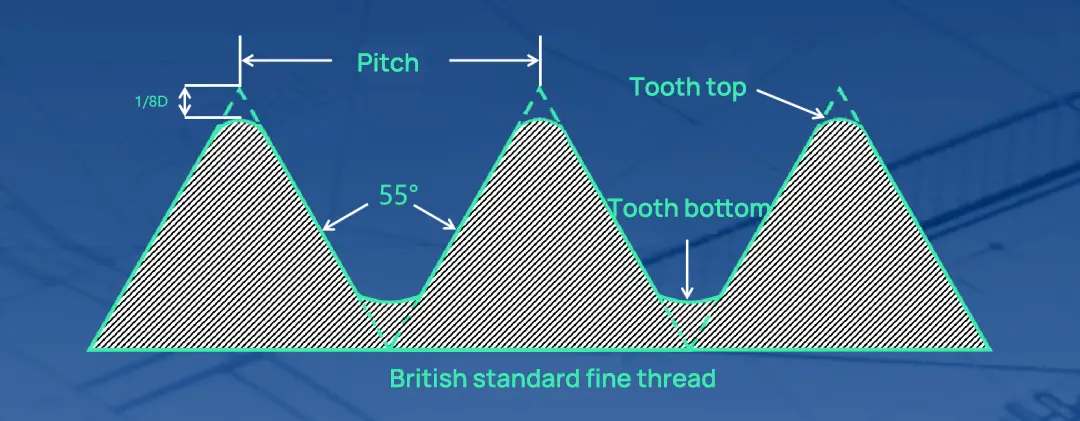
Filettatura fine standard britannico
La forma della filettatura di questo tipo è simile a quella di una filettatura B.S.W. e anche l'angolo di filettatura è di 55°. Tuttavia, ha un numero maggiore di fili per pollice, che si traduce in uno spessore più sottile e in una presa più forte.
Questo tipo di filettatura è comunemente utilizzato per le parti che richiedono un forte radicamento o che devono resistere a livelli elevati di vibrazioni.
Fig. 12 Standard britannico di filettatura fine
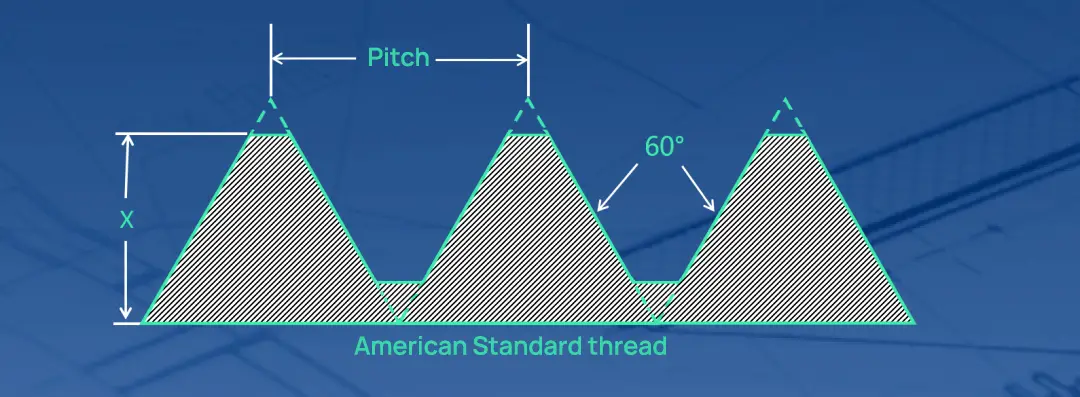
Filettatura American Standard
La filettatura American Standard ha una parte superiore e inferiore piatta, che garantisce una buona resistenza alle sollecitazioni.
L'angolo di filettatura misura 60° e le sue specifiche sono espresse in denti per pollice, suddivisi in tre livelli: denti grossi (NC), denti fini (NF) e denti super fini (NEF).
Fig. 13 Filettatura American Standard
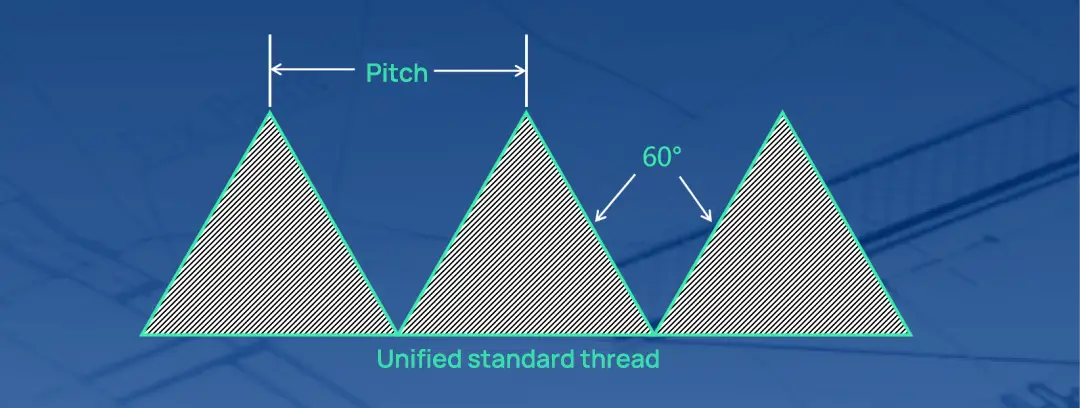
Filettatura standard unificata
Il filo britannico, che attualmente è comunemente utilizzato, è stato sviluppato da Stati Uniti, Gran Bretagna e Canada.
A differenza della filettatura American Standard, la filettatura britannica ha un angolo di filettatura di 60° e le sue specifiche sono espresse dal numero di denti per pollice. Inoltre, è suddivisa in tre livelli: a dente grosso (UNC), a dente fine (UNF) e a dente ultrafine (UNEF).
Fig. 14 standard di filettatura unificati di Stati Uniti, Gran Bretagna e Canada
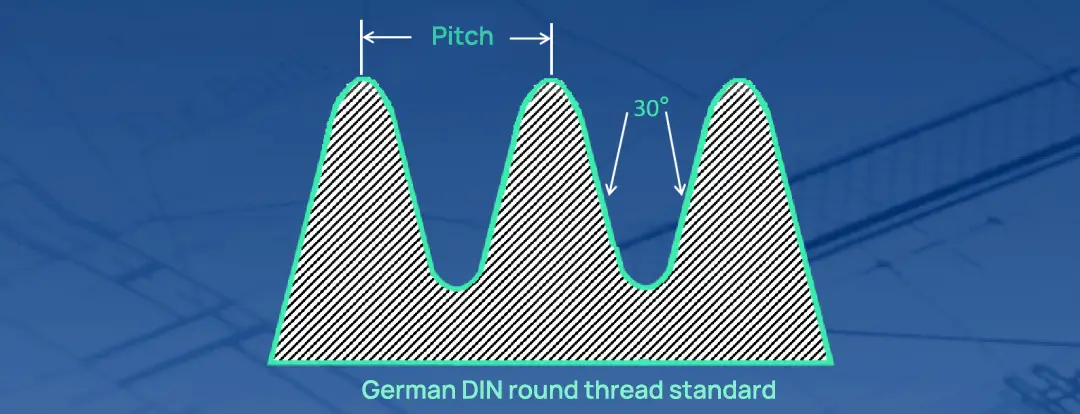
Filettatura tonda DIN standard tedesco
È la filettatura standard determinata da Din in Germania.
La filettatura è rotonda, adatta al collegamento di lampadine e tubi di gomma.
Il codice del filo è Rd.
Fig. 15 Filettatura tonda DIN tedesca standard
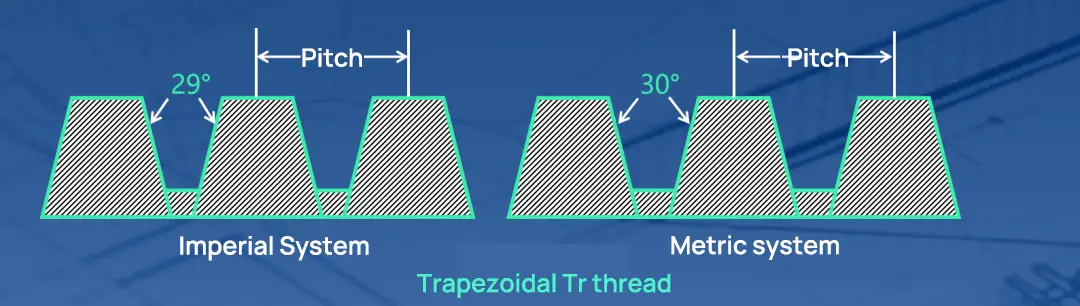
Filettatura trapezoidale Tr
La filettatura trapezoidale, nota anche come filettatura acme, è una speciale filettatura di trasmissione che può essere regolata dal dado dopo l'usura.
L'angolo di filettatura quando si utilizza lo standard di filettatura metrica è di 30° e l'angolo di filettatura quando si utilizza lo standard di filettatura britannica è di 29°.
Fig. 16 Filettatura trapezoidale Tr
5. Identificazione ed esempi di filettatura metrica standard cinese
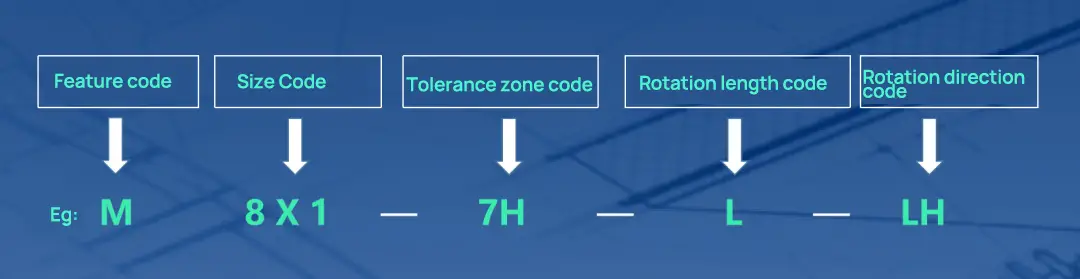
Secondo lo standard cinese GB, l'unità di misura per la marcatura dei filetti ordinari è il millimetro. La prima lettera indica il codice della filettatura, mentre la seconda cifra rappresenta il diametro nominale, noto anche come diametro maggiore della filettatura. I simboli rimanenti rappresentano rispettivamente il codice di tolleranza, il codice della lunghezza della vite e il codice della direzione della vite.
È obbligatorio segnare il passo fine, mentre il passo grosso può essere omesso.
Fig. 17: marcatura del contenuto di 5 parti di filo ordinario
Note di codice di ogni parte:
Il codice della caratteristica rappresenta il tipo di filettatura, con M che rappresenta una filettatura ordinaria. Il codice della dimensione indica il diametro nominale × il passo. Ad esempio, 8X1 significa che il diametro nominale è 8 e il passo 1.
Il codice della zona di tolleranza comprende un grado di tolleranza (numero) e una deviazione di base. La filettatura esterna è rappresentata da lettere minuscole, mentre la filettatura interna è rappresentata da lettere maiuscole.
Il codice della lunghezza di avvitamento utilizza L, N e s per rappresentare rispettivamente lunghezza, media e corta. Quando la filettatura è di lunghezza media, il codice N non è indicato.
Il codice del senso di rotazione è contrassegnato con LH per la filettatura sinistra e non è contrassegnato per la filettatura destra.
Esempio di interpretazione
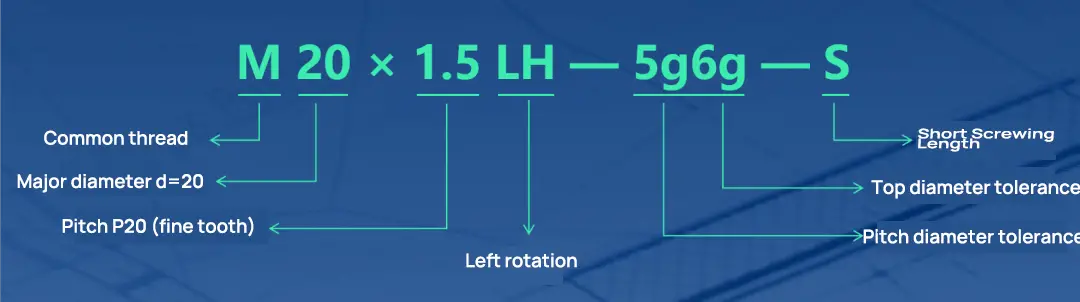
Esempio 1: che filettatura rappresenta M20x1.5LH-5g6g-S?
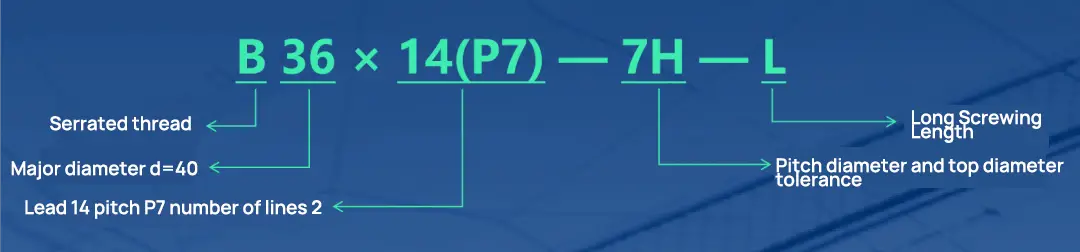
Esempio 2: a quale tipo di filo si riferisce B36x14 (P7) -7H-L?
Esempio 3: come si rappresenta la filettatura ordinaria a filettatura singola sinistra con diametro nominale di 20 e passo di 1,5?
6. Metodo di elaborazione della personalizzazione del filo
La filettatura può essere personalizzata con tre metodi: tornitura a controllo numerico, fresatura a tre assi e maschiatura e filettatura.
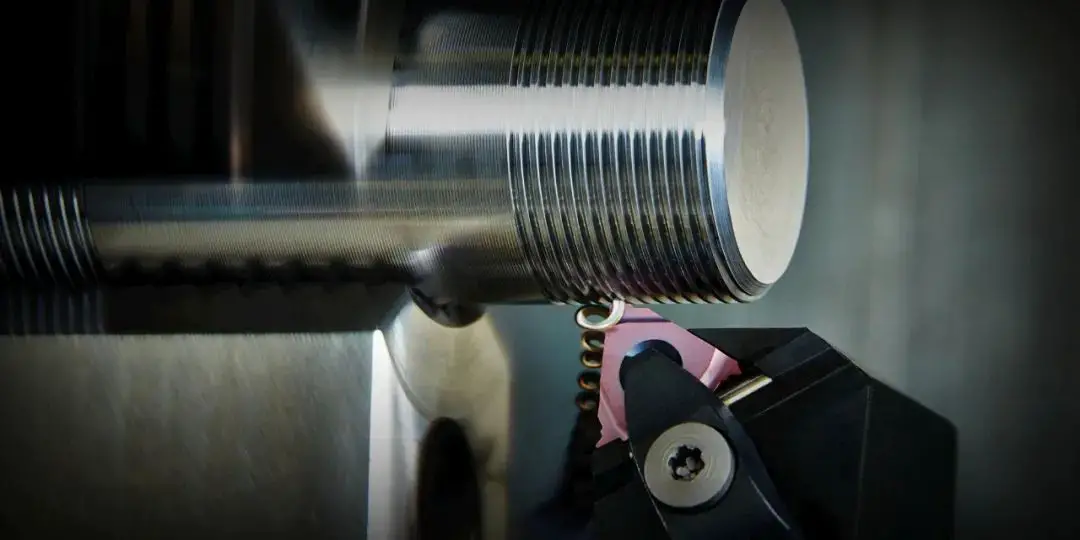
Metodo 1 Tornitura NC
Tornitura NC con utensile di tornitura è il metodo di lavorazione personalizzato più comunemente utilizzato per pezzi singoli e piccoli lotti di pezzi filettati, grazie alla sua struttura semplice.
Fig. 18 lavorazione personalizzata del filetto di tornitura
Metodo 2 Fresatura NC
In generale, la fresatura viene eseguita con frese a disco o a pettine.
Le frese a disco sono utilizzate principalmente per la fresatura di filettature esterne trapezoidali su pezzi come aste di viti e viti senza fine. Le frese a pettine, invece, sono utilizzate per la fresatura di filettature ordinarie interne ed esterne o di filettature coniche.
Fig. 19 lavorazione personalizzata del filetto di fresatura NC
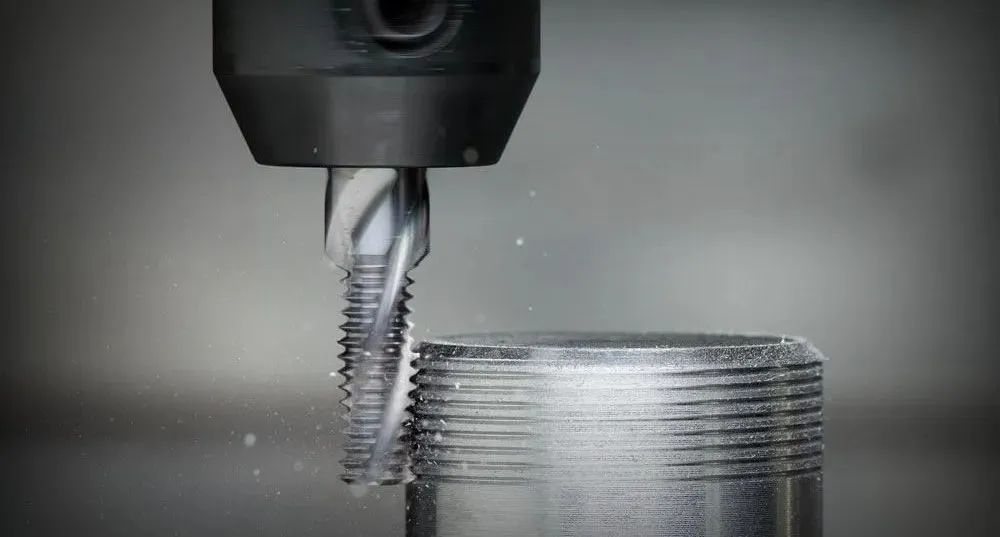
Metodo 3 maschiatura e filettatura
La maschiatura consiste nell'avvitare con una certa coppia il rubinetto nel foro inferiore preforato sul pezzo da lavorare, in modo da ottenere la filettatura interna richiesta.
Figura 20: Tocco di un'immagine
La filettatura è un metodo di formatura che prevede il taglio di un filetto esterno su un pezzo di barra con una matrice.
Fig. 21 filettatura
Da un lato, l'accuratezza della maschiatura e della filettatura dipende dalla precisione del maschiatore o della filiera utilizzati, dall'altro dall'esperienza dell'operatore che esegue l'operazione.
Per molte filettature interne non standard di piccolo diametro, la maschiatura è l'unico metodo di lavorazione praticabile.
La maschiatura e la filettatura possono essere eseguite manualmente o utilizzando macchine come i torni, perforazione macchine per la filettatura, macchine per la maschiatura o macchine per la filettatura.