Le cesoie per lamiere oscillanti sono ampiamente utilizzate per la loro struttura semplice, il basso tasso di guasti, l'elevata efficienza di taglio e la capacità di prevenire l'inarcamento, la deformazione e la distorsione della lamiera dopo la cesoiatura, a differenza delle normali cesoie per lamiere. Ciò è dovuto principalmente al fatto che adottano per lo più un tagliente obliquo.
Durante il processo di cesoiatura, la torretta della cesoia oscillante ruota, causando la variazione dell'angolo e del gioco della lama. Tuttavia, nel processo di progettazione, la calcolo della forza di taglio del taglio della trave oscillante si basa spesso sulla formula di calcolo della forza di taglio del movimento rettilineo del supporto della lama. Questo può portare a calcoli imprecisi, a deviazioni dalle dimensioni di progetto e a compromettere ulteriormente le normali prestazioni.
1. Calcolo della forza di taglio
Il calcolo della forza di taglio nelle cesoie a lama obliqua che muovono il montante dell'utensile in linea retta utilizza per lo più la formula di Nosari, proposta da studiosi dell'ex Unione Sovietica.
Nella formula:
- σ - Limite di resistenza della piastra da tagliare, N / mnm;
- δ - Duttilità della lastra da tagliare;
- H - Spessore della lastra da tagliare, mm;
- α - Angolo di taglio, grado;
- X, Y, Z - Il forza di flessione coefficiente, valore relativo del gioco laterale della lama di taglio e coefficiente del materiale di pressione.
Chiaramente, la formula (1) non tiene conto del processo di cesoiatura dopo la variazione dell'angolo di taglio e la distanza di taglio viene considerata in base a un valore unico. Di conseguenza, è adatta solo al telaio portacoltelli che esegue la cesoiatura con movimento lineare.
2. Angolo di taglio e distanza di taglio
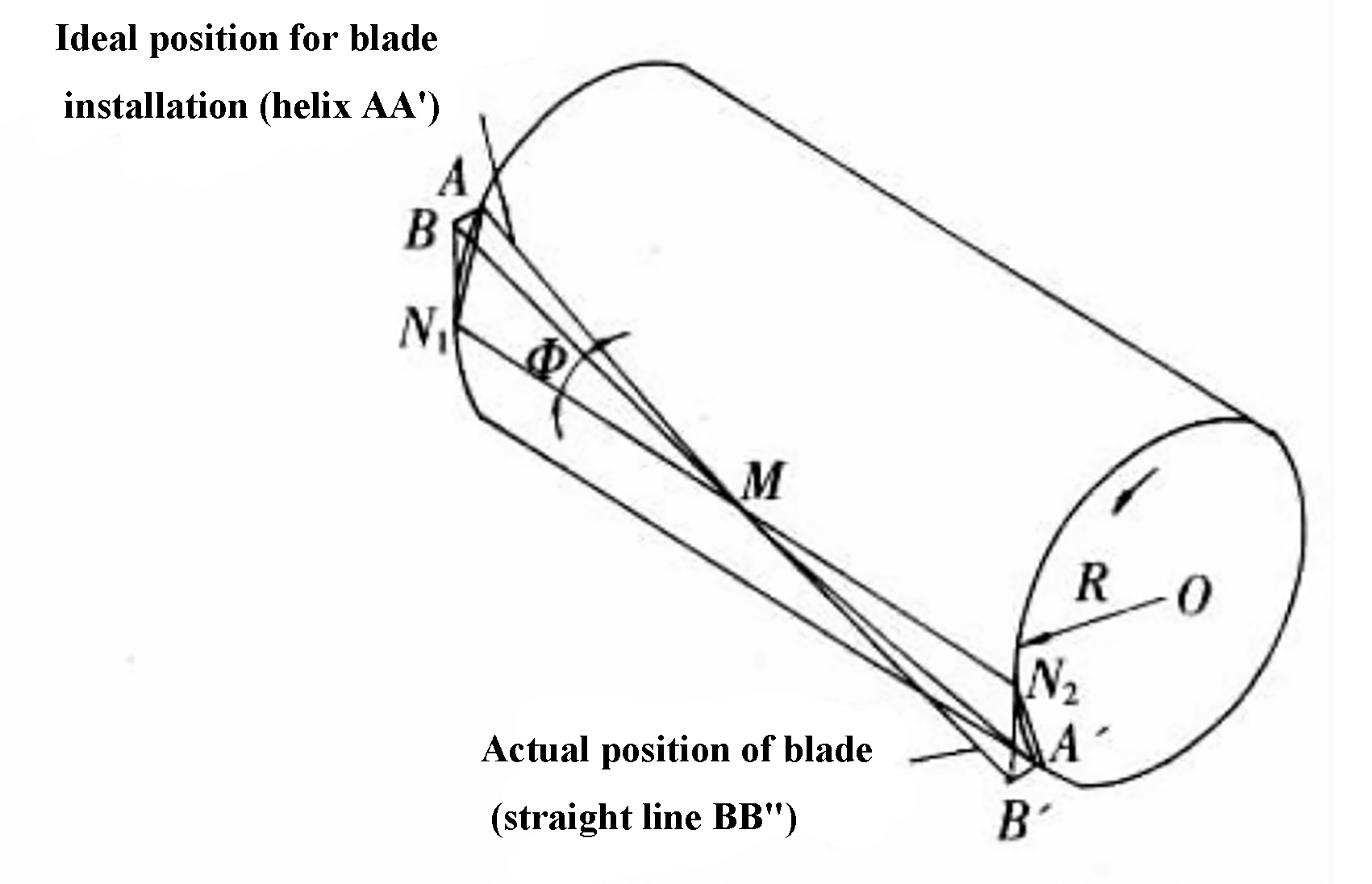
Nelle cesoie per lamiere di tipo oscillante, per mantenere costante la distanza e l'angolo di taglio durante il processo di cesoiatura, la superficie di montaggio della lama sul portautensili deve essere lavorata in modo da formare una superficie a spirale nello spazio.
Tuttavia, nella pratica, per semplificare il processo di lavorazione e tenere conto della forma della lama (che è generalmente rettangolare con una superficie posteriore piatta), la superficie a spirale viene lavorata direttamente in un piano parallelo all'asse di rotazione del portautensili.
Come mostrato nella Figura 1, esiste una posizione di installazione ideale in corrispondenza di AA' e una posizione di installazione reale in corrispondenza di BB' (dove Ф rappresenta l'angolo di taglio nella figura).
2.1 Angolo di taglio
Poiché l'utensile non viene installato in base alla superficie a spirale, l'attuale metodo di installazione prevede che la lama sia tangente alla superficie di installazione a una certa altezza.
Ciò significa che quando la lama è montata sul portautensili con un certo angolo di taglio Ф, la lama è sempre tangente ad AA' (come mostrato nella Figura 1) a causa del serraggio delle viti.
Fig. 1 Schema di installazione delle lame nelle cesoie a piastra oscillanti
Per garantire la qualità della cesoiatura, la cesoia a piastra oscillante viene sollevata sopra il piano y dell'asse rotante della tavola per mantenere un angolo di gioco costante γ durante il processo di cesoiatura.
Tuttavia, poiché il piano di montaggio della lama è parallelo all'asse di rotazione del portautensili, è possibile installare una lama di un certo spessore e altezza solo in corrispondenza di BB' o parallelamente ad esso.
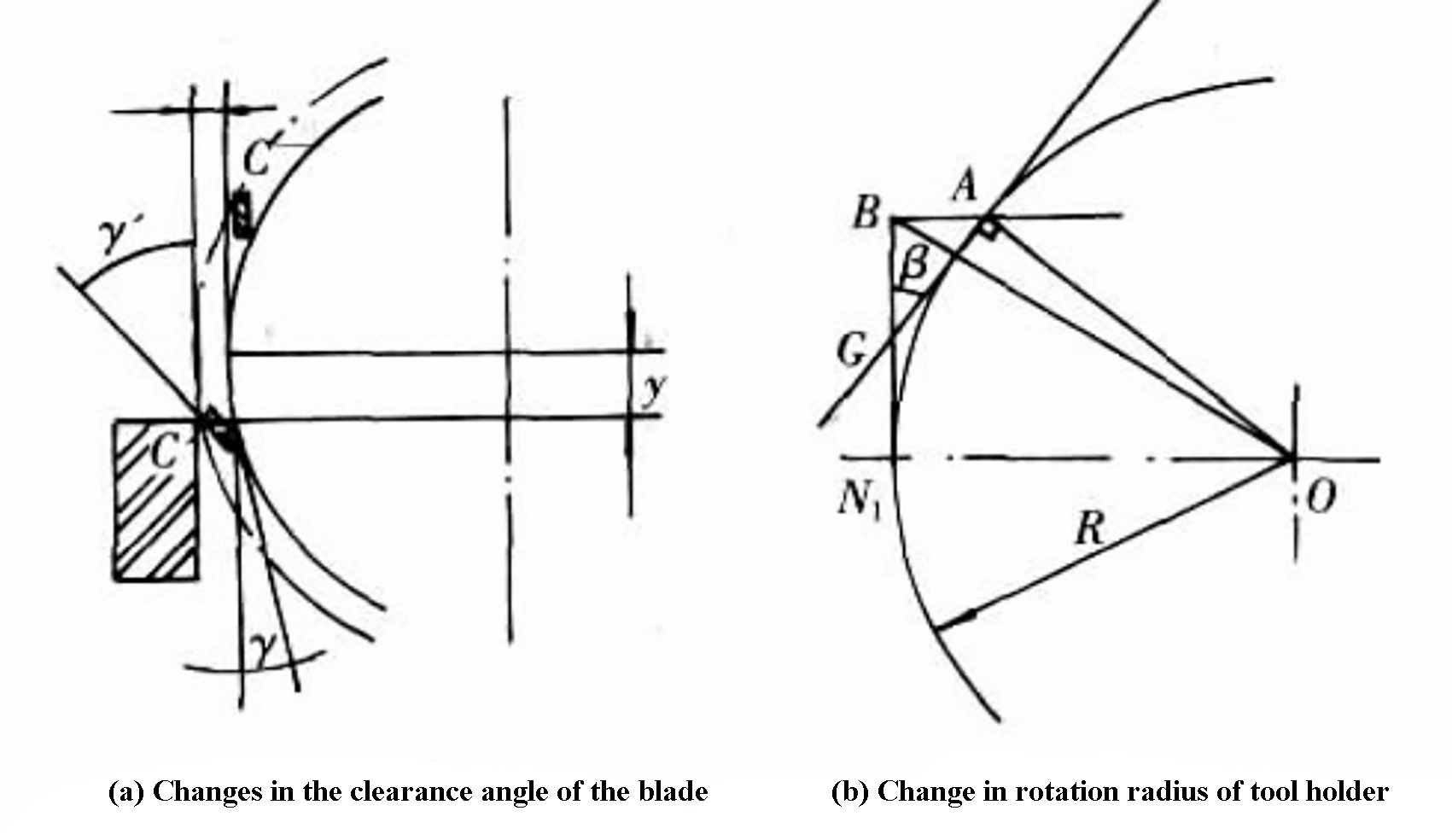
Come mostrato sul lato sinistro della Figura 1, la lama passa dalla posizione ideale tangente al punto A alla posizione BN tangente al punto N. Ciò comporta una variazione dell'angolo di taglio, come mostrato nella Figura 2.
Quando il punto di taglio viene spostato dal punto M al punto B, l'angolo di taglio passa gradualmente da γ (che deve essere mantenuto costante) a γ = γ' + β.
Quando il punto di taglio si sposta dal punto B al punto M, γ' = γ - β, come mostrato nella Figura 2(a).
Fig. 2 Variazione dell'angolo e del raggio di rotazione del tagliente nella lavorazione a taglio di piastre oscillanti
Se la lunghezza del lama di cesoia è l, l'angolo di taglio è Ф e il raggio di rotazione della pala è R, la relazione geometrica mostrata nella Figura 2b si ottiene quando si utilizza l'intera pala.
Se si utilizzano n lame e lo spessore viene regolato con spessori di regolazione, quindi:
Dalla lunghezza complessiva, si può osservare che l'intervallo dell'angolo posteriore della lama durante il taglio è γ ± β.
2.2 Distanza di taglio
Per facilitare l'installazione e migliorare la qualità della cesoiatura, le cesoie per lamiere di tipo oscillante utilizzano generalmente lame lunghe.
Quando la lama è installata nel portautensili lungo la direzione dell'asse con un angolo di taglio Ф, se il punto di taglio si sposta da B' a B (Figura 1) durante il processo di tranciatura, il raggio di rotazione effettivo del portautensili aumenterà.
Supponendo che il raggio di rotazione sia R, l'angolo di taglio sia Ф e la lunghezza del portautensili sia l, la differenza tra il raggio di rotazione massimo OB e R è mostrata nella Figura 2(b):
Per garantire che il tagliente non danneggi la tavola durante il processo di cesoiatura, è necessario mantenere una distanza di taglio △ maggiore di △R.
Prendendo come esempio la cesoia a piastra oscillante QC12Y-6×200, con un raggio di rotazione di R=469 mm, un angolo di taglio di Ф=1,5° e una lunghezza della lama di 1100 mm con 3 pezzi, sostituendo questi valori nelle formule (3) e (4) si ottengono rispettivamente β ≈ 5° e △R = 1,87 mm.
3. Impatto
Durante il processo di cesoiatura delle lastre, la qualità e la forza del taglio dipendono fortemente dalla distanza di taglio. Gli effetti di taglio e di distacco coesistono durante il processo e l'aumento della distanza di taglio determina una maggiore percentuale di distacco, ma allo stesso tempo la qualità del taglio peggiora.
Per la cesoiatura di lamiere spesse, la distanza di taglio dovrebbe essere generalmente controllata entro un intervallo compreso tra 8% e 12%, in base all'esperienza. Tuttavia, l'uso della tecnologia semplificata della superficie di montaggio della lama della cesoia a piastra oscillante rende difficile raggiungere questo requisito.
Quando la distanza di taglio supera il valore empirico, si verifica inevitabilmente una variazione della forza di taglio. L'equazione (1) mostra che un aumento della distanza di taglio porta a un aumento del valore relativo del gioco laterale della lama di taglio, che si traduce in un aumento della forza di taglio richiesta durante il processo di taglio.
Durante il processo di cesoiatura, l'azione di taglio aumenterà il movimento di taglio in due modi:
In primo luogo, aumenta la forza di taglio, con conseguente aumento della perdita di potenza.
In secondo luogo, aumenterà la deformazione plastica della lamiera, con conseguente aumento dell'attrito tra la lama e la lamiera tranciata. Ciò aumenterà la forza di taglio necessaria per la tranciatura e ridurrà la durata dell'utensile.
Pertanto, per la cesoia a piastra oscillante, è opportuno scegliere un valore relativamente maggiore del gioco laterale della lama di taglio e del coefficiente di usura della lama quando si utilizza la formula (1) per calcolare la forza di taglio, al fine di compensare l'impatto dei fattori di cui sopra.
Per garantire la qualità della cesoiatura e prevenire l'attrito del piatto tra la lama e la superficie del dorso della lama, il progetto della cesoia per piatti di tipo oscillante prevede che l'angolo tra il dorso della lama e la superficie verticale del tavolo sia compreso tra 1,5° e 2,0° durante il processo di cesoiatura.
In base all'analisi di cui sopra, la variazione dell'angolo di gioco del cesoio a piastra oscillante è γ ± β durante il processo di cesoiatura.
Dopo aver calcolato β ≈ 5° nel QC12Y-6×200 taglio della trave oscillanteè difficile garantire i requisiti di progettazione dell'angolo posteriore. Nel processo di cesoiatura, anche un angolo posteriore negativo può intensificare l'usura e il calore della lama e persino produrre un'estrusione, riducendo la resistenza della lama.
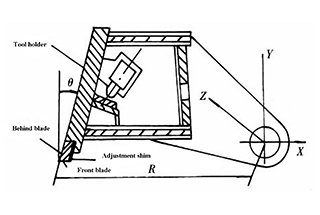
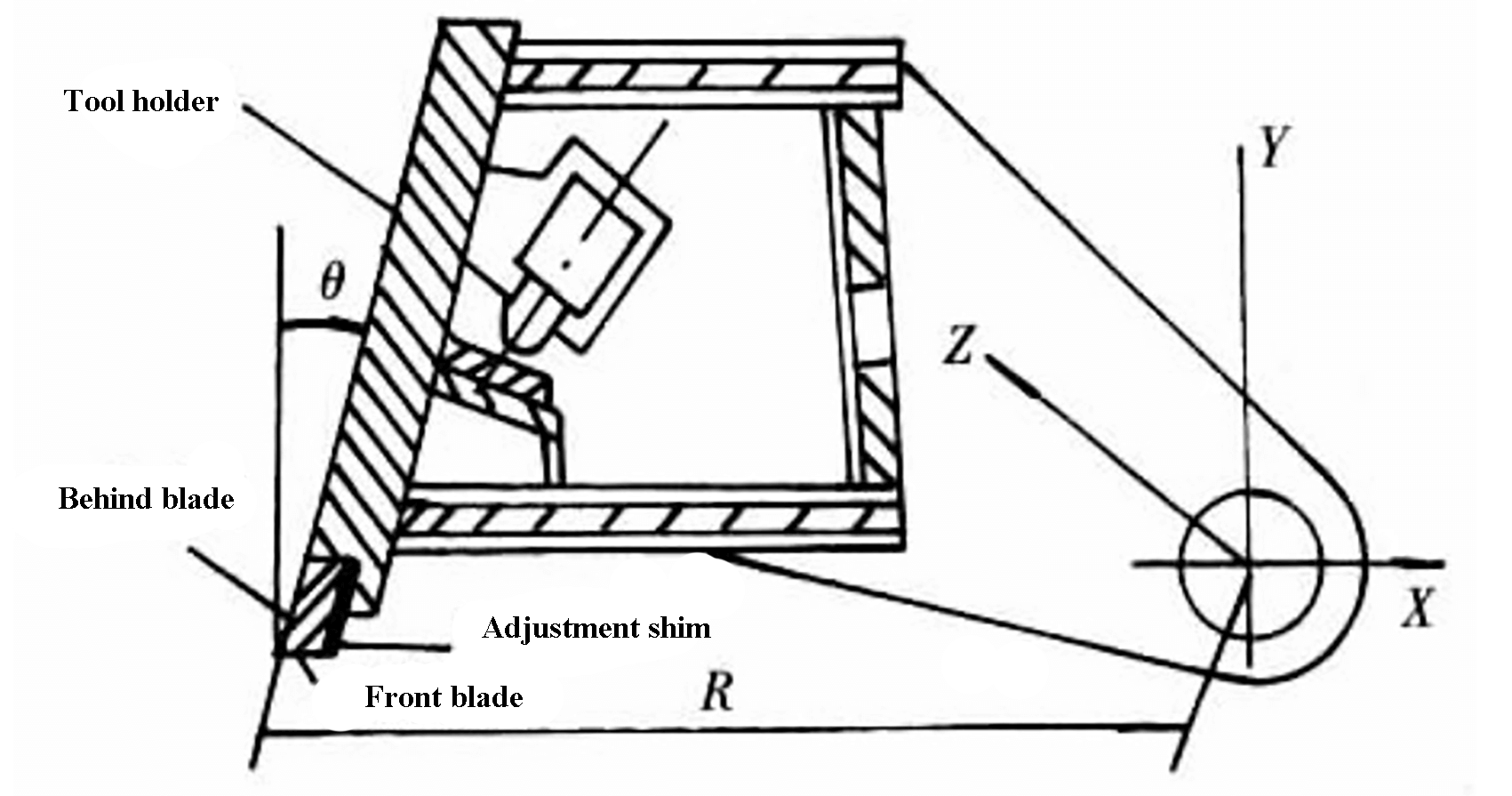
Per evitare questa situazione, nella progettazione del portautensili della cesoia a piastra oscillante è necessario un angolo fisso θ tra la parte anteriore della lama e la superficie verticale della tavola (vedere Figura 3). Finché θ sarà maggiore o uguale a -β, non si verificherà alcun fenomeno di schiacciamento tra la lama e la piastra. Questo angolo non è descritto in alcuni documenti e si raccomanda che sia compreso tra 5° e 7°.
Fig. 3 Schema della struttura della lama nella cesoia rotante idraulica
4. Conclusione
Il calcolo della forza di taglio nelle cesoie a lame oscillanti viene tipicamente effettuato utilizzando il portautensili per ottenere un movimento lineare nella formula per il taglio obliquo delle lame.
Anche se teoricamente possibile, il processo di lavorazione effettivo comporta la semplificazione della superficie di montaggio della lama da una superficie a spirale spaziale a un piano. Ciò comporta modifiche al gioco di taglio e all'angolo posteriore di taglio durante il processo di tranciatura.
Le variazioni del gioco di taglio possono influenzare la forza di taglio e diminuire la qualità del processo di cesoiatura. D'altra parte, le variazioni dell'angolo posteriore dopo la cesoiatura possono causare usura e persino estrusione tra la lama e la piastra, aumentando la forza di taglio.
Attualmente, il processo semplificato è comunemente utilizzato per la produzione della superficie di montaggio delle lame delle cesoie a piastra oscillante. Pertanto, è essenziale considerare l'influenza del gioco di taglio e della variazione dell'angolo posteriore nel calcolo della forza di taglio.