28 Problemi e soluzioni di piegatura della lamiera
Avete mai lottato con problemi di piegatura della lamiera che vi hanno fatto grattare la testa? In questo interessante post del blog, un ingegnere meccanico esperto condivide la propria esperienza nell'affrontare le sfide più comuni del processo di piegatura della lamiera. Dalla prevenzione delle cricche alla garanzia di un posizionamento preciso dei fori, scoprirete soluzioni pratiche e consigli preziosi per ottimizzare le tecniche di piegatura della lamiera e ottenere sempre risultati impeccabili.
Le lamiere vengono piegate e formate con un macchina piegatrice di piastrenota anche come pressa piegatrice. Il pezzo da lavorare viene posizionato sulla macchina e la leva di sollevamento viene utilizzata per sollevare il blocco freno, consentendo di posizionare con precisione il pezzo da lavorare. Una volta posizionato il pezzo, il blocco freno viene abbassato su di esso e la leva di piegatura viene premuta per piegare la lamiera all'angolo desiderato.
Determinazione del raggio di curvatura minimo
Il raggio di curvatura minimo è un fattore critico nel processo di piegatura, determinato dalla duttilità e dallo spessore del metallo da formare. Per le lamiere di alluminio, il raggio di curvatura deve essere maggiore dello spessore della lamiera. In questo modo si garantisce che il metallo non si incrini o si rompa durante il processo di piegatura.
Figura 1 Flessione normale
Elasticità e angolo di flessione
A causa dell'elasticità del materiale, l'angolo di flessione del metallo è spesso leggermente superiore all'angolo richiesto. Questo fenomeno, noto come ritorno a mollaper ottenere l'angolo preciso necessario.
Tecniche di lavorazione della lamiera
La piegatura è solo una delle molte tecniche utilizzate nella lavorazione della lamiera, tipicamente eseguita in un'officina di lavorazione dei metalli. Altre tecniche includono:
Rivincita: Giunzione di lamiere con rivetti.
Saldatura: Fusione di lamiere metalliche mediante calore.
Problemi comuni e soluzioni nella piegatura dei metalli
Durante il processo di piegatura possono sorgere diversi problemi comuni, tra cui:
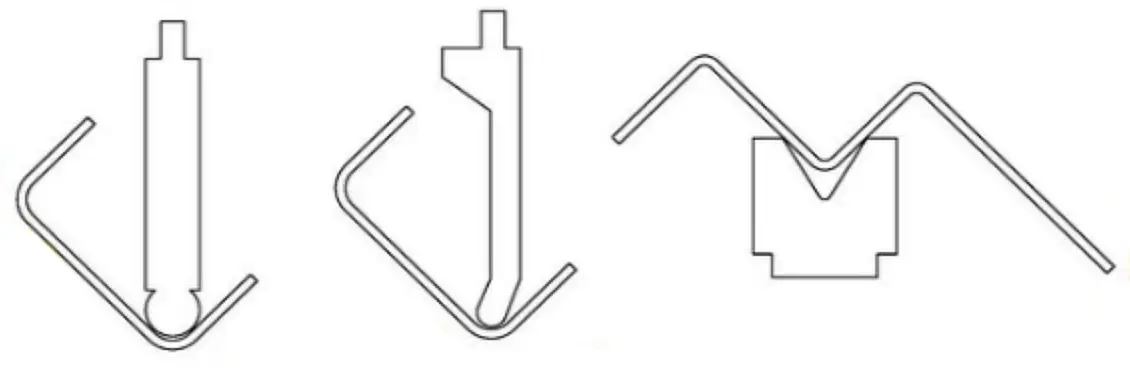
1. Sfide nella piegatura di pezzi con scanalature e multipiegatura
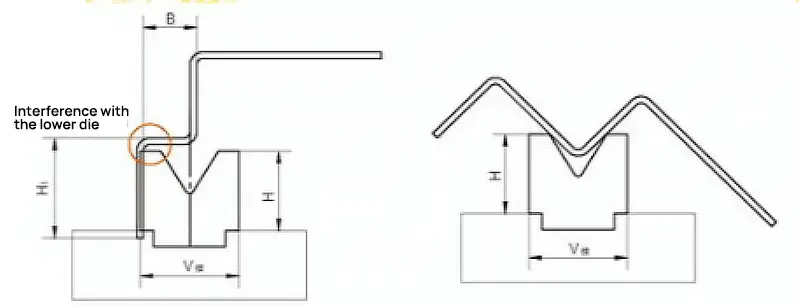
Durante il processo di piegatura di questi pezzi, la larghezza della scanalatura è maggiore dell'altezza della gamba, con conseguente interferenza tra un'estremità del pezzo e la matrice superiore o il cursore sulla pressa piegatrice. In questo modo non è possibile garantire le dimensioni del pezzo, come mostrato nella Figura 2.
Figura 2: Diagramma di dettaglio delle interferenze
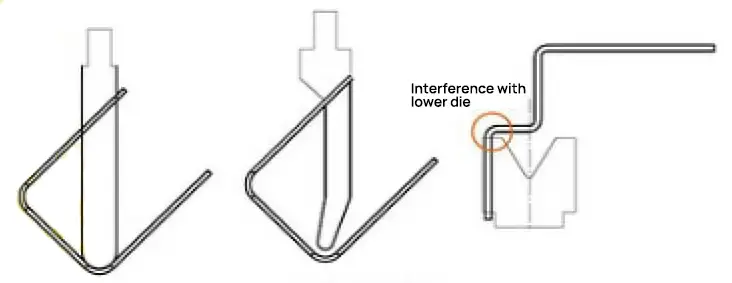
Previsione dell'interferenza nella piegatura della lamiera
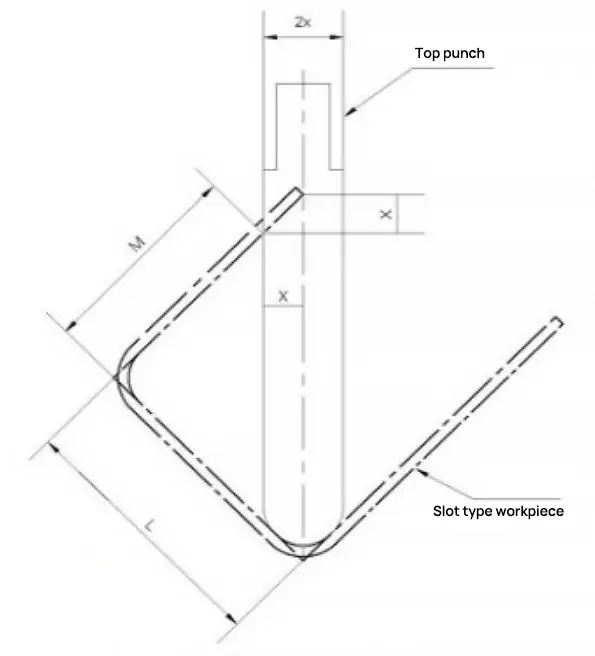
Quando si ha a che fare con parti di lamiera di precisione a gamba alta, determinare se la piegatura può essere completata richiede molteplici calcoli, con le dimensioni corrispondenti indicate nella Figura 3.
Figura 3: Dimensioni rilevanti della piegatura di pezzi di tipo scanalato
Se L-M1,5x, il pezzo non può essere piegato perché causerebbe interferenze.
Soluzioni ai problemi di interferenza
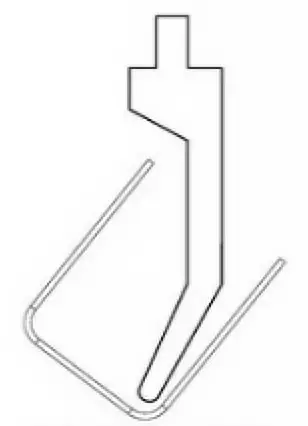
(1) Se un pezzo di tipo scanalato presenta interferenze di piegatura, è possibile scegliere una matrice superiore a collo d'oca per la piegatura. In questo modo si evita l'interferenza tra il bordo di piegatura del pezzo e la pressa piegatrice o lo stampo superiore, garantendo le dimensioni di piegatura del pezzo, come mostrato nella Figura 4.
Figura 4: Piegatura con uno stampo superiore a collo d'oca
(2) Se un pezzo di tipo scanalato presenta interferenze di piegatura e non sono disponibili stampi superiori a collo d'oca adatti, è possibile eseguire una prepiegatura inversa a metà della piegatura senza influire sui requisiti di utilizzo, come illustrato nella Figura 5. Aumentando artificialmente l'angolo di piegatura, il pezzo può essere piegato normalmente. Quindi, è possibile utilizzare uno stampo per pneumatici piatti per pressare a punti l'area di pre-curvatura e garantire il rispetto dei requisiti di qualità del prodotto.
Figura 5: Pre-curvatura
(3) Quando si piegano pezzi multipiega, se H1>H o B<V/2, possono verificarsi interferenze tra il pezzo e l'apertura dello stampo inferiore e il banco di lavoro. La scelta della matrice inferiore e della sequenza di piegatura diventa molto importante e si possono utilizzare i seguenti metodi:
① Selezionare uno stampo inferiore di dimensioni elevate con H>H1 per garantire la normale piegatura del pezzo; ② Selezionare un'apertura dello stampo inferiore con B>V/2 per garantire una normale piegatura del pezzo; ③ Se non c'è uno stampo inferiore di alta dimensione, cambiare la sequenza di piegatura. Pre-deformare la piega centrale a un certo angolo, quindi piegare sul lato corto, formare la terza piega e infine reprimere la piega centrale alla dimensione e all'angolo richiesti, assicurando la dimensione di processo del pezzo, come illustrato nella Figura 6.
Figura 6: Curvatura multipass
2. Fessurazione della curva
Analisi delle cause:
La cricca da piegatura è un problema comune che si verifica sulla superficie di trazione delle parti in lamiera durante il processo di piegatura. Questo fenomeno può danneggiare in modo significativo le proprietà meccaniche del pezzo, rendendolo inutilizzabile e causando perdite economiche dovute alla rottamazione. Le cause principali delle cricche di piegatura sono:
Struttura cristallina e direzione di rotolamento dei grani: La lamiera ha una struttura cristallina specifica e una direzione dei grani di laminazione. La piegatura parallela alla direzione dei grani aumenta la probabilità di fratture a causa dell'allineamento dei grani, che può creare punti deboli.
Raggio di curvatura piccolo (R): La scelta di un raggio di curvatura troppo piccolo può causare sollecitazioni eccessive sul materiale, con conseguente formazione di crepe.
Angolo R della scanalatura a V dello stampo inferiore: Un piccolo angolo R nella scanalatura a V dello stampo inferiore può concentrare le sollecitazioni sul materiale, aumentando il rischio di cricche.
Prestazioni del materiale: Le scarse prestazioni del materiale, come la bassa duttilità o la tenacità, possono rendere la lamiera più soggetta a cricche durante la piegatura.
Misure preventive:
Per prevenire la fessurazione delle curve, si possono attuare diverse strategie:
Orientamento del taglio: Quando si taglia la lamiera, ruotarla in modo che la direzione di taglio sia perpendicolare alla direzione di piegatura. Ciò significa che la direzione di piegatura del materiale deve essere perpendicolare alla venatura, riducendo il rischio di fratture.
Aumentare l'angolo R dello stampo superiore: L'utilizzo di uno stampo superiore con un angolo R maggiore consente di distribuire le sollecitazioni in modo più uniforme sul materiale, riducendo la probabilità di cricche.
Utilizzare uno stampo inferiore con un ampio angolo R: La scelta di uno stampo inferiore con un angolo R più ampio per la lavorazione può contribuire a ridurre al minimo la concentrazione di tensioni sul materiale, evitando così le cricche.
Scegliete materiali ad alte prestazioni: La scelta di materiali con migliori proprietà meccaniche, come una maggiore duttilità e tenacità, può ridurre significativamente il rischio di cricche da piega.
3. Il bordo di piegatura non è diritto e la dimensione è instabile
Analisi delle cause:
Nessuna pressatura o prepiegatura delle linee
Spiegazione: Le tecniche di pressatura in linea o di prepiegatura sono essenziali per garantire che il materiale sia correttamente allineato e precompresso prima dell'operazione di piegatura finale. Senza queste tecniche, il materiale potrebbe non piegarsi in modo uniforme, causando bordi irregolari e dimensioni instabili.
Pressione materiale inadeguata
Spiegazione: Una pressione insufficiente applicata al materiale durante il processo di piegatura può causare una piegatura incompleta o irregolare. Ciò può causare il ritorno del materiale o una piegatura incoerente, con la conseguente formazione di un bordo non rettilineo e l'instabilità delle dimensioni.
Filetto dello stampo convesso-concavo dissimmetrico e pressione di piegatura non uniforme
Spiegazione: Se il filetto convesso-concavo dello stampo non è simmetrico o se la pressione di piegatura è distribuita in modo non uniforme, può causare irregolarità nel processo di piegatura. Ciò può portare a variazioni dell'angolo di piegatura e del raggio, con conseguente instabilità delle dimensioni e bordi non rettilinei.
Altezza ridotta
Spiegazione: Se l'altezza della piega è troppo bassa, potrebbe non fornire una leva sufficiente per una piega pulita e coerente. Ciò può provocare una deformazione non uniforme del materiale, con conseguente formazione di un bordo non rettilineo e instabilità delle dimensioni.
Soluzioni:
Tecniche di pressatura o prepiegatura della linea di progettazione
Attuazione: Incorporare nel processo di piegatura fasi di pressatura della linea o di prepiegatura. Queste tecniche aiutano a pre-sollecitare il materiale e ad assicurarne il corretto allineamento prima della piegatura finale. Ciò può essere ottenuto mediante l'uso di utensili specializzati o di fasi di lavorazione aggiuntive.
Aumento della forza di sollevamento
Attuazione: Assicurarsi che la pressione del materiale sia adeguata aumentando la forza di sollevamento. Questo può essere fatto regolando le impostazioni della macchina per applicare una maggiore pressione durante il processo di piegatura. Una pressione adeguata aiuta a ottenere una piegatura più uniforme e riduce la probabilità di ritorno elastico.
Garantire un gioco uniforme nello stampo convesso-concavo e nel filetto di lucidatura
Attuazione: Controllare e regolare il gioco nella matrice convessa-concava per assicurarsi che sia uniforme. Inoltre, lucidare il filetto per eliminare eventuali irregolarità. Questo aiuta a distribuire la pressione di piegatura in modo più uniforme e riduce il rischio di piegature irregolari.
Rendere l'altezza maggiore o uguale alle dimensioni minime
Attuazione: Assicurarsi che l'altezza della curva sia almeno pari alla dimensione minima richiesta. In questo modo si ottiene una leva sufficiente per una piegatura pulita e uniforme. Regolare il progetto o l'attrezzatura se necessario per ottenere l'altezza appropriata.
4. Raschiatura del pezzo dopo la piegatura
Analisi delle cause:
Superficie del materiale non liscia
Una superficie irregolare o ruvida del materiale può causare raschiamenti durante il processo di piegatura. Questo perché le irregolarità della superficie possono causare attrito e resistenza, danneggiando il pezzo.
Raggio di curvatura dello stampo convesso troppo piccolo
Se il raggio di curvatura dello stampo convesso è troppo piccolo, si può verificare una concentrazione eccessiva di sollecitazioni sul materiale. Ciò può causare la raschiatura o addirittura la fessurazione del materiale durante il processo di piegatura.
Gioco di curvatura troppo piccolo
Un gioco insufficiente tra la matrice e il punzone può causare una pressione eccessiva sul materiale. Ciò può causare lo sfregamento del materiale contro la matrice, con conseguenti danni alla superficie.
Soluzioni:
Migliorare la scorrevolezza dello stampo concavo
Assicurarsi che la matrice concava abbia una superficie liscia può ridurre l'attrito e prevenire lo sfregamento del materiale. Ciò può essere ottenuto mediante lucidatura o utilizzando uno stampo con una finitura superficiale più elevata.
Aumento del raggio di curvatura dello stampo convesso
Aumentando il raggio di curvatura dello stampo convesso si può distribuire la sollecitazione in modo più uniforme sul materiale, riducendo la probabilità di raschiamento. Questa regolazione può contribuire a mantenere l'integrità del pezzo durante la piegatura.
Regolare il gioco di curvatura
La corretta regolazione del gioco tra la matrice e il punzone è fondamentale. Un gioco adeguato può evitare una pressione eccessiva sul materiale, riducendo così il rischio di sfregamento. Questo può essere fatto ricalibrando la piegatrice o utilizzando stampi di dimensioni adeguate.
5. Fessure ad angolo di curvatura
Analisi delle cause:
Raggio di curvatura troppo piccolo:
Quando il raggio di curvatura è troppo piccolo, il materiale è sottoposto a sollecitazioni eccessive, con conseguente formazione di cricche in corrispondenza degli angoli di curvatura.
Vena del materiale parallela alla linea di piegatura:
L'orientamento della grana del materiale influisce in modo significativo sulle sue proprietà di flessione. Se la direzione della grana è parallela alla linea di flessione, può causare cricche a causa della natura anisotropa del materiale.
Bava di lavorazione che si estende verso l'esterno:
Le bave sui bordi del pezzo possono fungere da concentratori di tensioni, provocando cricche durante la piegatura.
Scarsa rimodellabilità del metallo:
I metalli con bassa duttilità o scarsa rimodellabilità sono più soggetti a cricche durante le operazioni di piegatura.
Soluzioni:
Aumentare il raggio di curvatura dello stampo convesso:
Aumentando il raggio di curvatura, si riduce la concentrazione di sollecitazioni nel punto di curvatura, minimizzando così il rischio di cricche.
Modifica del layout di oscuramento:
La regolazione del layout di tranciatura per garantire che la direzione della grana del materiale sia perpendicolare alla linea di piegatura può migliorare la capacità del materiale di resistere alle sollecitazioni di piegatura.
Realizzazione di bave sul filetto interno del pezzo:
Assicurarsi che le bave siano dirette verso il filetto interno del pezzo può contribuire a ridurre la concentrazione di tensioni sulla superficie esterna, evitando così le cricche.
Ricottura o utilizzo di materiale morbido:
La ricottura del materiale può migliorarne la duttilità e ridurre la probabilità di cricche. In alternativa, anche l'utilizzo di un materiale più morbido e con una migliore rimodellabilità può attenuare il problema.
6. La flessione provoca la deformazione del foro
Analisi delle cause:
Quando si utilizza la piegatura elastica per il posizionamento di un foro, la superficie esterna del braccio di piegatura è soggetta all'attrito della superficie dello stampo concavo e della superficie esterna del pezzo. Questa forza di attrito può portare alla deformazione del foro di posizionamento. La deformazione si verifica perché il materiale intorno al foro non è sostenuto in modo uniforme e viene tirato in modo non uniforme durante il processo di piegatura.
Soluzioni:
Per ridurre la deformazione del foro durante il processo di piegatura, considerare le seguenti soluzioni:
Impiegare la piegatura della forma: La piegatura di forma prevede l'utilizzo di utensili specializzati che si conformano maggiormente alla forma finale del pezzo. Questo metodo consente di distribuire le forze di piegatura in modo più uniforme, riducendo la probabilità di deformazione del foro.
Aumentare la pressione del pannello di copertura: Aumentando la pressione applicata dal copriforo, il pezzo da lavorare viene tenuto in posizione in modo più sicuro. Questa pressione aggiuntiva aiuta a minimizzare i movimenti e gli slittamenti, riducendo così la deformazione del foro.
Aggiungi il plaid Pitting al pannello di copertura: L'introduzione di un plaid di pitting (una superficie strutturata) nel pannello di copertura aumenta l'attrito tra il pezzo e il pannello di copertura. L'aumento dell'attrito impedisce al pezzo di scivolare durante la piegatura, riducendo così le possibilità di deformazione del foro.
7. Superficie di curvatura più sottile
Analisi delle cause:
Raggio di raccordo dello stampo convesso-concavo troppo piccolo:
Quando il raggio di raccordo dello stampo convesso-concavo è troppo piccolo, può portare a un assottigliamento eccessivo del materiale sulla superficie di piegatura. Questo perché un raggio più piccolo concentra le sollecitazioni su un'area più piccola, causando una deformazione e un assottigliamento più significativi.
Distanza tra stampo convesso e concavo troppo piccola:
Anche uno spazio insufficiente tra gli stampi convessi e concavi può contribuire a una superficie di piegatura più sottile. Questo spazio limitato può causare una compressione e un allungamento eccessivi del materiale, con conseguente assottigliamento.
Soluzioni:
Aumento del raggio del raccordo convesso-concavo dello stampo:
Aumentando il raggio di raccordo dello stampo convesso-concavo, la distribuzione delle sollecitazioni durante la piegatura diventa più uniforme. Ciò riduce la concentrazione delle sollecitazioni e minimizza l'assottigliamento del materiale. Un raggio maggiore consente al materiale di scorrere più agevolmente intorno alla curva, preservandone lo spessore.
Regolare il gioco dello stampo convesso-concavo:
Una corretta regolazione del gioco tra gli stampi convessi e concavi garantisce che il materiale non venga eccessivamente compresso o allungato. Un gioco adeguato consente al materiale di piegarsi senza assottigliamenti significativi, mantenendo l'integrità della superficie di piegatura.
8. Superficie del pezzo in lavorazione rigonfiamento o irregolarità
Analisi delle cause:
Durante il processo di piegatura, la superficie del pezzo può diventare rigonfia o irregolare a causa delle sollecitazioni differenziali subite dal materiale. In particolare, sotto la tensione in direzione circonferenziale, la superficie esterna del materiale si restringe mentre la superficie interna si estende. Questa deformazione differenziale può portare a un rigonfiamento nella direzione di piegatura.
Soluzioni:
Per risolvere il problema del rigonfiamento o dell'irregolarità della superficie, considerare le seguenti soluzioni:
Fornire una pressione adeguata allo stampo convesso-concavo nella fase finale di stampaggio
L'applicazione di una pressione adeguata allo stampo convesso-concavo durante la fase finale di stampaggio può contribuire a ottenere una deformazione più uniforme. Questa pressione aiuta a ridurre al minimo le sollecitazioni differenziali tra le superfici interne ed esterne del pezzo.
Raggio dell'angolo tondo concavo uguale a quello dell'eccedenza del pezzo da lavorare
Facendo coincidere il raggio dell'angolo tondo concavo con il raggio dell'escircolo del pezzo, il processo di piegatura può essere ottimizzato per ridurre i punti di concentrazione delle sollecitazioni. Questo allineamento aiuta a distribuire le sollecitazioni in modo più uniforme sul materiale, riducendo così la probabilità di rigonfiamento.
Ottimizzare le tecniche
Selezione del materiale: Scegliere materiali con una migliore duttilità e uniformità per ridurre il rischio di deformazioni non uniformi.
Progettazione degli utensili: Assicurarsi che l'attrezzatura sia progettata per soddisfare i requisiti specifici del materiale e della piegatura. Un'attrezzatura progettata correttamente può aiutare a ottenere risultati più uniformi.
Parametri di processo: Regolare i parametri di processo come la velocità di piegatura, la pressione e la temperatura per ottimizzare il processo di piegatura. La regolazione fine di questi parametri può aiutare a ridurre al minimo le sollecitazioni differenziali e a ottenere una superficie più liscia.
9. Parte concava irregolare in basso
Analisi delle cause:
Materiale non omogeneo: La materia prima stessa può presentare incongruenze nello spessore o nella planarità, che portano a un fondo non uniforme nella parte concava.
Area di contatto ridotta tra il pannello di copertura e il materiale o forza di sollevamento inadeguata: Un'area di contatto insufficiente o una forza inadeguata applicata dal pannello di copertura possono provocare una distribuzione non uniforme della pressione, causando irregolarità.
Nessun dispositivo di supporto del materiale nello stampo concavo: L'assenza di un dispositivo di supporto del materiale può causare un supporto inadeguato durante il processo di formatura, con il risultato di un fondo non uniforme.
Soluzioni:
Materiali di livellamento: Assicurarsi che le materie prime siano adeguatamente livellate prima del processo di formatura. Ciò può essere ottenuto con varie tecniche di livellamento per garantire uno spessore e una planarità uniformi.
Regolare il dispositivo di supporto del materiale e aumentare la forza di sollevamento:
Regolare il dispositivo di supporto del materiale: Assicurarsi che il dispositivo di supporto del materiale sia regolato correttamente per fornire un supporto adeguato durante il processo di formatura.
Aumento della forza di sollevamento: Aumentare la forza di sollevamento per garantire che il materiale venga pressato in modo uniforme, riducendo così le possibilità di un fondo non uniforme.
Aumentare o correggere il dispositivo di supporto materiale: Se il dispositivo di supporto del materiale è inadeguato o assente, deve essere installato o corretto per fornire il supporto necessario durante il processo di formatura.
Aumentare i processi di modellazione: Se necessario, implementare ulteriori processi di formatura. Ciò potrebbe comportare più fasi di formatura per ottenere gradualmente la forma desiderata e garantire l'uniformità del fondo.
10. Disallineamento degli assi dei fori dopo la piegatura
Analisi delle cause:
Il disallineamento degli assi dei fori su due lati dopo la piegatura è dovuto principalmente al rimbalzo del materiale. Quando una lamiera viene piegata, il materiale tende a rimbalzare leggermente dopo la rimozione della forza di piegatura. Questo effetto di rimbalzo può alterare l'angolo di piegatura previsto, portando a un disallineamento della linea centrale e, di conseguenza, degli assi dei fori.
Soluzioni:
Per risolvere il problema del disallineamento degli assi dei fori dopo la piegatura, considerare le seguenti soluzioni:
Aumento del processo di correzione
L'implementazione di un processo di correzione post-curvatura può aiutare a riallineare i fori. Ciò può comportare operazioni secondarie come la rilegatura o l'utilizzo di dispositivi di precisione per garantire il corretto allineamento dei fori.
Migliorare la struttura del modello di piegatura per ridurre il rimbalzo del materiale
Il miglioramento della struttura del modello di flessione può ridurre significativamente il rimbalzo del materiale. Ciò può essere ottenuto mediante:
Regolazione dei parametri di piegatura: La regolazione fine di parametri quali il raggio di curvatura, l'angolo di curvatura e lo spessore del materiale può ridurre al minimo il rimbalzo.
Utilizzo di utensili appropriati: La scelta degli utensili giusti, come ad esempio stampi con tolleranze più strette, può aiutare a ottenere piegature più precise.
Selezione del materiale: La scelta di materiali con minore elasticità può ridurre l'entità del rimbalzo. Ad esempio, i materiali con una maggiore resistenza allo snervamento tendono a presentare un minore ritorno elastico.
Simulazione e test: L'utilizzo di un software di simulazione avanzato per prevedere e compensare il rimbalzo del materiale prima della piegatura effettiva può portare a risultati più precisi.
11. Posizionamento preciso del foro dopo la piegatura
Garantire il posizionamento preciso dei fori dopo il processo di piegatura nella fabbricazione della lamiera è fondamentale per mantenere l'integrità e la funzionalità del prodotto finale. Vari fattori possono portare a imprecisioni nella posizione dei fori e la comprensione di queste cause è essenziale per implementare soluzioni efficaci.
Analisi delle cause:
Dimensioni di dispiegamento non corrette
Descrizione: Le dimensioni di piegatura si riferiscono alle dimensioni del modello piatto della lamiera prima della piegatura. Se queste dimensioni non sono corrette, il pezzo finale piegato non corrisponderà alle specifiche desiderate, con conseguente disallineamento dei fori.
Impatto: Dimensioni di dispiegamento non corrette possono causare deviazioni significative nelle posizioni dei fori, rendendo il montaggio difficile o impossibile.
Materiale Springback
Descrizione: Il ritorno elastico è la tendenza del metallo a ritornare parzialmente alla sua forma originale dopo la piegatura. Questo fenomeno si verifica a causa del recupero elastico del materiale.
Impatto: Il ritorno elastico può far sì che l'angolo di piegatura finale sia diverso da quello previsto, con conseguente disallineamento dei fori.
Posizionamento instabile
Descrizione: Durante il processo di piegatura, se la lamiera non è fissata o posizionata correttamente, può spostarsi, causando imprecisioni nel pezzo finale.
Impatto: Un posizionamento instabile può causare variazioni nella posizione dei fori, compromettendo la precisione complessiva del pezzo.
Soluzioni:
Calcolo accurato delle dimensioni del vuoto di lavoro
Approccio: Utilizzare misure e calcoli precisi per determinare le dimensioni corrette di piegatura della lamiera. Questo include il calcolo dei margini di piegatura e le deduzioni in base allo spessore del materiale e al raggio di curvatura.
Strumenti: Utilizzare il software CAD e gli algoritmi di piegatura avanzati per garantire l'accuratezza.
Aumentare il processo di correzione o migliorare la struttura dello stampo di piegatura
Approccio: Implementare processi di correzione aggiuntivi per compensare il ritorno elastico del materiale. Ciò può includere tecniche di sovracurvatura o l'uso di stampi speciali progettati per ridurre al minimo il ritorno elastico.
Strumenti: Investite in stampi di piegatura di alta qualità e prendete in considerazione l'utilizzo di presse piegatrici a controllo numerico che offrono un controllo e una ripetibilità migliori.
Cambiare i metodi di lavorazione o migliorare il posizionamento
Approccio: Valutare ed eventualmente modificare i metodi di lavorazione con tecniche più precise. Migliorare il posizionamento della lamiera durante la piegatura utilizzando attrezzature, morsetti o sistemi di posizionamento automatizzati.
Strumenti: Utilizzare il taglio laser per la creazione di fori di pre-curvatura e utilizzare sistemi di posizionamento automatizzati per garantire un posizionamento coerente.
12. Linea di curvatura non parallela al centro dei due fori
Analisi delle cause:
Quando l'altezza di piegatura è inferiore all'altezza minima di piegatura, la parte di piegatura tende a espandersi. Questa espansione può causare un disallineamento, facendo sì che la linea di piegatura non sia parallela al centro dei fori.
Soluzioni:
Aumentare l'altezza del pezzo da piegare
Assicurarsi che l'altezza di piegatura soddisfi o superi l'altezza di piegatura minima richiesta. Ciò contribuirà a mantenere l'integrità strutturale del pezzo e a prevenire espansioni indesiderate durante il processo di piegatura.
Migliorare le tecniche di piegatura
Regolazione degli utensili: Utilizzare utensili adeguati al materiale e allo spessore del pezzo. Un'attrezzatura adeguata può aiutare a ottenere piegature precise.
Sequenza di curve: Pianificare la sequenza delle piegature per ridurre al minimo le sollecitazioni interne e le distorsioni. Questo può aiutare a mantenere l'allineamento della linea di piegatura con i centri dei fori.
Movimentazione dei materiali: Assicurarsi che il pezzo sia adeguatamente sostenuto e allineato durante il processo di piegatura. In questo modo si possono evitare spostamenti e disallineamenti.
Formazione degli operatori: Formare gli operatori sulle migliori pratiche per le operazioni di piegatura, compresa l'importanza di mantenere le altezze minime di piegatura e le corrette tecniche di allineamento.
13. Deformazione in larghezza dopo la piegatura
Analisi delle cause:
La deformazione in termini di larghezza dopo la piegatura, che spesso si manifesta come deflessione dell'arco, può avere un impatto significativo sulla qualità e sulla precisione del pezzo finale. Questo problema si presenta in genere a causa di una profondità e di un restringimento incoerenti sulla larghezza del pezzo, con conseguente torsione e deflessione. I fattori principali che contribuiscono a questo problema sono:
Proprietà del materiale incoerenti: Variazioni nello spessore, nella durezza e nella struttura dei grani del materiale possono causare deformazioni non uniformi durante la piegatura.
Impostazione impropria degli utensili: Il disallineamento o l'usura degli utensili di piegatura possono causare una distribuzione non uniforme della pressione.
Parametri di piegatura imprecisi: Una forza di piegatura, una velocità o un angolo non corretti possono aggravare i problemi di deformazione.
Sollecitazioni residue: Le sollecitazioni preesistenti all'interno del materiale possono portare a deformazioni imprevedibili quando vengono applicate forze aggiuntive.
Soluzioni:
Per attenuare la deformazione in larghezza dopo la piegatura, si possono attuare diverse strategie:
Aumentare la pressione di piegatura:
Motivazione: L'applicazione di una pressione di piegatura più elevata può contribuire a ottenere una deformazione più uniforme, superando le incongruenze del materiale.
Attuazione: Regolare le impostazioni della pressa piegatrice per aumentare la forza applicata durante il processo di piegatura. Assicurarsi che la macchina sia in grado di gestire l'aumento di pressione senza causare danni all'utensile o al pezzo.
Aumento del processo di correzione:
Motivazione: L'esecuzione di ulteriori fasi di correzione può aiutare a correggere eventuali deformazioni che si verificano durante la piegatura iniziale.
Attuazione: Introdurre fasi intermedie di correzione in cui il pezzo viene controllato e regolato per eventuali deviazioni. Ciò può comportare una nuova piegatura o l'uso di strumenti di correzione specializzati per raddrizzare il pezzo.
Garantire un certo angolo tra i materiali e la direzione di piegatura:
Motivazione: L'allineamento della direzione della grana del materiale con la direzione di piegatura può ridurre la probabilità di deformazioni non uniformi.
Attuazione: Analizzare la struttura della grana del materiale e regolare l'orientamento del pezzo in modo che la forza di piegatura sia applicata in una direzione che riduce al minimo la deflessione. Spesso ciò significa piegare perpendicolarmente alla direzione della grana.
Ulteriori raccomandazioni:
Manutenzione degli utensili: Ispezionare e mantenere regolarmente gli strumenti di piegatura per assicurarsi che siano in buone condizioni e correttamente allineati.
Selezione del materiale: Scegliere materiali con proprietà costanti e tensioni residue minime per applicazioni critiche.
Simulazione e test: Utilizzare la progettazione assistita da computer (CAD) e l'analisi degli elementi finiti (FEA) per simulare il processo di piegatura e prevedere potenziali problemi di deformazione prima della produzione effettiva.
14. Pezzo con incisione che provoca una deviazione verso il basso
Analisi delle cause:
Quando si lavora un pezzo con un'incisione, il materiale in corrispondenza dell'incisione tende ad aprirsi, facendo spostare i due bordi dritti verso sinistra e verso destra. Questo movimento provoca una deviazione verso il basso nella parte inferiore del pezzo. Questo fenomeno si osserva spesso nella lavorazione della lamiera, dove l'integrità del materiale è compromessa da tagli o incisioni, con conseguente deformazione.
Soluzioni:
Migliorare la struttura del pezzo
Rinforzo: Rinforzare le aree intorno all'incisione per mantenere l'integrità strutturale durante la lavorazione. Ciò può essere ottenuto aggiungendo supporti temporanei o utilizzando un materiale più rigido.
Ottimizzazione del design: Riprogettare il pezzo da lavorare per ridurre al minimo l'impatto delle incisioni. Ciò può includere la modifica della forma o l'aggiunta di elementi che distribuiscano le sollecitazioni in modo più uniforme.
Aumento dell'indennità di lavorazione alle incisioni
Incisioni di collegamento: Aumentare il margine di lavorazione in corrispondenza delle incisioni per collegarle temporaneamente. Ciò significa lasciare un piccolo ponte di materiale che tenga uniti i bordi durante la piegatura. Al termine del processo di piegatura, questi ponti possono essere tagliati.
Tagli di pre-curvatura: Eseguire tagli iniziali che non penetrino completamente nel materiale, seguiti dal processo di piegatura. Una volta completata la piegatura, terminare i tagli per separare le parti.
Ulteriori considerazioni:
Selezione del materiale: Scegliere materiali con maggiore duttilità e resistenza per ridurre la probabilità di deformazione.
Regolazioni degli utensili: Utilizzare utensili specializzati in grado di sostenere meglio il pezzo durante la lavorazione, riducendo le possibilità di deviazione.
Parametri di processo: Regolare i parametri di lavorazione, come la velocità e la forza di taglio, per ridurre al minimo le sollecitazioni sul pezzo.
15. Materiale di scivolamento durante la lavorazione
Analisi delle cause:
Nel processo di selezione dello stampo di piegatura, è prassi comune scegliere una larghezza della scanalatura a V pari a 4-6 volte lo spessore del materiale (T). Tuttavia, può verificarsi uno slittamento se la dimensione della piegatura è inferiore alla metà della larghezza della scanalatura a V selezionata. Questa situazione si verifica perché il materiale non ha un supporto sufficiente all'interno della scanalatura a V sovradimensionata, con conseguente instabilità durante il processo di piegatura.
Problema:
Il problema principale è che la scanalatura a V selezionata è troppo grande per il materiale da piegare, il che causa lo scivolamento del materiale durante la lavorazione.
Soluzioni:
1. Metodo della deviazione dell'asse (lavorazione eccentrica)
Quando la dimensione del materiale da piegare è inferiore alla metà di una T da 4 a 6 volte, è essenziale compensare lo spazio in eccesso nella scanalatura a V. Ciò può essere ottenuto mediante una lavorazione eccentrica, in cui il materiale viene posizionato in modo decentrato per garantire un migliore contatto e supporto all'interno della scanalatura a V.
2. Elaborazione dell'imbottitura
Un'altra soluzione efficace consiste nell'utilizzare un'imbottitura per riempire lo spazio in eccesso nella scanalatura a V. L'imbottitura fornisce un ulteriore supporto al materiale, impedendo lo scivolamento durante il processo di piegatura.
3. Piegare con una scanalatura a V piccola e pressare con una scanalatura a V grande
Nelle situazioni in cui è necessaria una piccola scanalatura a V per la piegatura iniziale, ma è necessaria una scanalatura a V più grande per la pressatura finale, è possibile utilizzare un approccio combinato. Si inizia a piegare il materiale con una piccola scanalatura a V per garantire la stabilità e poi si pressa con una scanalatura a V più grande per ottenere il raggio di curvatura desiderato.
4. Selezionare una scanalatura a V più piccola
La soluzione più semplice consiste nel selezionare una scanalatura a V più piccola, più adatta allo spessore del materiale e alle dimensioni della piegatura. In questo modo si garantisce che il materiale sia adeguatamente sostenuto durante il processo di piegatura, riducendo il rischio di scivolamento.
16. Larghezza di curvatura interna e considerazioni sullo stampo standard
Analisi delle cause:
Nel contesto delle operazioni di piegatura con una pressa piegatrice, la larghezza interna di piegatura deve spesso essere più stretta della larghezza standard dello stampo. Ecco i fattori e le considerazioni principali:
Larghezza standard dello stampo inferiore: Lo stampo inferiore di una piegatrice ha in genere una larghezza minima standard, spesso di circa 10 mm. Questo è fondamentale per garantire che lo stampo possa accogliere il materiale da piegare senza causare danni o imprecisioni.
Spessore del materiale: Per una piegatura efficace, lo spessore del materiale deve essere inferiore alla larghezza minima dello stampo inferiore. Se il materiale è troppo spesso, può causare una piegatura non corretta e potenziali danni all'apparecchiatura.
Angolo e lunghezza della curva: Quando si esegue una piegatura con un angolo di 90 gradi, la lunghezza della curva deve rispettare specifici vincoli geometrici. La formula √2 (L + V / 2) + T aiuta a determinare la lunghezza minima necessaria per una curva corretta, dove:
𝐿L è la lunghezza della curva.
𝑉V è la larghezza dell'apertura dello stampo a V.
𝑇T è lo spessore del materiale.
Fissazione dello stampo: Per evitare lo spostamento dello stampo, che può causare scarti di materiale o rischi per la sicurezza, lo stampo deve essere fissato saldamente alla base dello stampo. Questo fissaggio non deve consentire alcun movimento verso l'alto, garantendo la stabilità durante il processo di piegatura.
Soluzioni:
Per risolvere il problema della larghezza di curvatura interna inferiore alla larghezza standard dello stampo, si possono prendere in considerazione le seguenti soluzioni:
Aumentare la dimensione della curva:
Negoziazione con il cliente: Discutere con il cliente la possibilità di aumentare le dimensioni della curva. Questo può aiutare a ottenere una curva interna più ampia, rendendola compatibile con la larghezza standard dello stampo.
Adattamenti del progetto: Modificare le specifiche di progetto per accogliere una curva più ampia, assicurandosi che rientri nei parametri standard dello stampo.
Lavorazione speciale dello stampo:
Fabbricazione di stampi personalizzati: Creare uno stampo personalizzato appositamente progettato per gestire curve interne più strette. Ciò può comportare lavorazioni specializzate e modifiche al progetto.
Caratteristiche avanzate dello stampo: Incorporano caratteristiche che consentono una piegatura precisa di larghezze ridotte senza compromettere l'integrità dello stampo o del materiale.
Uso di strumenti di rettifica:
Rettifica di precisione: Utilizzare strumenti di rettifica per ottenere la larghezza di piegatura interna desiderata. Sebbene questo metodo possa aumentare i costi di lavorazione, offre un alto grado di precisione e può essere efficace per operazioni di piegatura su piccola scala o specializzate.
Analisi costi-benefici: Valutare le implicazioni di costo dell'utilizzo di utensili di rettifica rispetto ad altri metodi. In alcuni casi, l'aumento dei costi di lavorazione può essere giustificato dalla maggiore precisione e qualità della piega.
17. Prossimità del foro alla linea di piegatura
Analisi delle cause:
Quando un foro è posizionato troppo vicino alla linea di piegatura in un pezzo di lamiera, il processo di piegatura può causare la trazione e la distorsione del materiale intorno al foro. Questo problema è particolarmente accentuato quando la distanza tra il foro e la linea di piegatura, indicata come 𝐿Lè inferiore a un valore critico. Questo valore critico è tipicamente compreso tra 4 e 6 volte lo spessore della piastra 𝑇T diviso per 2. Matematicamente, ciò può essere espresso come:
𝐿<4𝑇/2 a 6𝑇/2
Durante il processo di piegatura, sul materiale agiscono forze di trazione, che possono portare a trazione e distorsione se 𝐿L è insufficiente. Ciò è dovuto al fatto che il materiale intorno al foro è sottoposto a notevoli sollecitazioni, che ne provocano la deformazione.
Distanza minima 𝐿L per diversi spessori di lastre
La distanza minima 𝐿L per vari spessori di lastre può essere determinato in base alla larghezza della scanalatura dello stampo standard. In questo modo si garantisce che il materiale non subisca sollecitazioni eccessive durante la piegatura, impedendo lo sfondamento e la distorsione.
Soluzioni:
Per attenuare il problema dei fori troppo vicini alla linea di piegatura, si possono adottare diverse soluzioni:
Aumentare la dimensione della curva e rifinire l'orlo dopo la formatura:
Aumentando le dimensioni della piega, è possibile migliorare la distribuzione delle sollecitazioni intorno al foro, riducendo la probabilità di sfondamento. Dopo la formatura, l'orlo può essere rifilato per ottenere le dimensioni desiderate.
Espandere il foro fino alla linea di curvatura:
Se l'aspetto e la funzione del pezzo non sono compromessi e con l'approvazione del cliente, il foro può essere allargato fino alla linea di piegatura. Questo può aiutare a distribuire le sollecitazioni in modo più uniforme.
Utilizzare la lavorazione secante o a crimpare:
Per modificare la distribuzione delle sollecitazioni intorno al foro, riducendo così il rischio di sfondamento, si possono utilizzare tecniche di secantatura o di crimpatura.
Lavorare lo stampo in modo eccentrico:
Lavorando lo stampo in modo eccentrico, è possibile ridurre al minimo la concentrazione di tensioni intorno al foro, evitando la distorsione durante la piegatura.
Modificare le dimensioni del foro:
Anche la regolazione delle dimensioni del foro può contribuire a ridurre la concentrazione delle sollecitazioni. Ciò può comportare l'ingrandimento del foro o la modifica della sua forma per distribuire meglio le forze durante la flessione.
18. Analisi della deformazione nel processo di piegatura
Nel contesto della lavorazione della lamiera, in particolare durante le operazioni di piegatura, la distanza 𝐿L tra il bordo disegnato e la linea di piegatura gioca un ruolo fondamentale nel determinare la qualità della piegatura. Quando questa distanza è troppo piccola, può portare a deformazioni indesiderate. Approfondiamo le cause e le possibili soluzioni di questo problema.
Analisi delle cause:
Quando la distanza 𝐿L tra il bordo disegnato e la linea di piegatura è inferiore a 4𝑇/2 - 6𝑇/2 (dove 𝑇T è lo spessore della piastra), il materiale è soggetto a deformazioni. Questa deformazione si verifica perché il materiale entra in contatto con lo stampo inferiore durante il processo di piegatura. La distanza insufficiente non consente al materiale di piegarsi liberamente, provocando concentrazioni di tensioni e conseguenti deformazioni.
Soluzioni:
Per attenuare questo problema, si possono utilizzare diverse strategie:
1. Utilizzare la lavorazione secante o a crimpare
La lavorazione secante o di aggraffatura può aiutare a gestire il flusso di materiale e a ridurre le concentrazioni di sollecitazioni che causano la deformazione. Questi metodi prevedono la creazione di un modello di deformazione controllata che distribuisce le sollecitazioni in modo più uniforme sul materiale.
2. Modificare le dimensioni del materiale
La regolazione delle dimensioni del materiale può contribuire a garantire che la distanza 𝐿L è all'interno dell'intervallo accettabile. Ciò potrebbe comportare l'aumento delle dimensioni del pezzo grezzo o la modifica del disegno per fornire più spazio tra il bordo disegnato e la linea di piegatura.
3. Impiegare una lavorazione speciale dello stampo
È possibile progettare stampi speciali per soddisfare i requisiti specifici del processo di piegatura. Questi stampi possono aiutare a controllare il flusso di materiale e a ridurre la probabilità di deformazione, fornendo un supporto migliore e riducendo i punti di contatto che causano concentrazioni di stress.
4. Lavorare lo stampo in modo eccentrico
La lavorazione eccentrica dello stampo prevede la progettazione dello stampo in modo da compensare la piccola distanza 𝐿L. Ciò può includere elementi decentrati o regolazioni che consentono al materiale di piegarsi senza entrare in contatto diretto con lo stampo inferiore, riducendo così il rischio di deformazione.
19. L'appiattimento lungo si alza dopo l'appiattimento
Analisi delle cause:
Il bordo di appiattimento lungo potrebbe non aderire saldamente durante il processo di appiattimento, causando un sollevamento alle estremità. Questo problema dipende in larga misura dalla posizione di appiattimento, per cui è fondamentale prestare molta attenzione al posizionamento durante il processo di appiattimento.
Soluzioni:
Pre-curvatura dell'angolo verso l'alto: Prima di piegare il bordo morto, piegare l'angolo verso l'alto come mostrato nel diagramma. Questa fase di pre-curvatura aiuta ad allineare correttamente il materiale, riducendo la tendenza del bordo a salire.
Appiattimento in più fasi: Invece di tentare di appiattire il bordo in un unico passaggio, eseguire l'appiattimento in più fasi. Questo approccio graduale consente un migliore controllo e riduce il rischio di risalita del bordo.
Premere prima la fine: Iniziare premendo l'estremità del materiale per piegare il lato morto verso il basso. Questa pressione iniziale aiuta a fissare il materiale e impedisce che il bordo si sollevi durante le successive fasi di appiattimento.
Appiattire la parte radicale: Concentrarsi prima sull'appiattimento della radice del materiale. L'appiattimento corretto della radice fornisce una base stabile, riducendo la probabilità che il bordo si sollevi.
Precauzioni:
Attenzione ai dettagli: Prestare molta attenzione al posizionamento e all'allineamento del materiale durante il processo di appiattimento.
Controllo qualità: Controllare regolarmente la qualità del processo di spianatura per verificare che i bordi aderiscano correttamente e non si sollevino.
Manutenzione degli strumenti: Assicurarsi che gli strumenti e le attrezzature utilizzati per la spianatura siano in buone condizioni e correttamente calibrati.
20. Fratture del ponte levatoio di grande altezza
Analisi delle cause:
La causa principale delle fratture nei ponti di grande altezza è il forte stiramento e la frattura del materiale. Ciò può verificarsi a causa di diversi fattori:
Allungamento e fratturazione del materiale: L'elevata altezza del ponte di tiro può causare un eccessivo stiramento del materiale, con conseguenti fratture.
Affilatura insufficiente o angoli opachi della muffa: Se gli angoli dello stampo speciale non sono adeguatamente affilati, possono contribuire a concentrare le tensioni, causando la rottura del materiale.
Scarsa resistenza del materiale: I materiali con bassa tenacità sono più inclini a rompersi sotto sforzo.
Ponte Stretto: Un ponte levatoio stretto può concentrare le sollecitazioni in un'area più piccola, aumentando la probabilità di fratture.
Soluzioni:
Per affrontare questi problemi e prevenire le fratture nei ponti di grande altezza, si possono adottare le seguenti soluzioni:
Allungare il foro del processo: Allungando il foro di lavorazione su un lato della frattura, è possibile migliorare la distribuzione delle sollecitazioni, riducendo la probabilità di fratture.
Aumentare la larghezza del ponte levatoio: Un ponte di trazione più ampio può distribuire le sollecitazioni su un'area più ampia, riducendo il rischio di rottura del materiale.
Riparazione e ottimizzazione degli angoli dello stampo: La riparazione dell'angolo R dello stampo speciale e l'aumento della transizione dell'arco possono contribuire a ridurre le concentrazioni di stress e a migliorare la capacità del materiale di resistere all'allungamento.
Aggiungere il lubrificante: L'applicazione di un lubrificante al ponte di tiro può ridurre l'attrito e le sollecitazioni associate. Tuttavia, questo metodo presenta delle limitazioni:
Può sporcare la superficie del pezzo.
Non è adatto per i pezzi in alluminio (AL) e altri materiali in cui la pulizia della superficie è fondamentale.
21. Variazioni di dimensione durante la lavorazione con stampi speciali
Analisi delle cause:
Durante la lavorazione di stampi speciali, la dimensione di lavorazione può cambiare a causa di diversi fattori. Una causa primaria è lo spostamento del pezzo. Questo spostamento è spesso il risultato di una forza di pressione in avanti esercitata durante la lavorazione. Di conseguenza, il piccolo angolo 𝐿L della parte anteriore del pezzo aumenta. Questa variazione può portare a imprecisioni nelle dimensioni finali del pezzo lavorato.
Soluzioni:
Per attenuare il problema delle variazioni di dimensione durante la lavorazione di stampi speciali, è possibile adottare le seguenti soluzioni:
Rimuovere le ombre nell'immagine:
Assicurarsi che il pezzo e lo stampo siano ben visibili durante la lavorazione. Le ombre possono oscurare dettagli importanti e causare errori di posizionamento e allineamento. Utilizzare un'illuminazione adeguata e regolare la posizione delle fonti di luce per eliminare le ombre.
Sostituire le parti autoposizionanti usurate:
Con il tempo, le parti autoposizionanti dello stampo possono usurarsi, causando imprecisioni nel posizionamento. Ispezionare regolarmente queste parti e sostituirle se necessario. L'uso di strutture di retroinizializzazione può garantire un posizionamento migliore e ridurre la probabilità di spostamento.
Implementare l'analisi del sistema esterno:
Anche se non è necessaria una ricerca, l'analisi del sistema esterno può aiutare a identificare altre potenziali cause di variazioni dimensionali. Questa analisi può comprendere l'esame dell'intero impianto di lavorazione, compresi i macchinari, gli strumenti e le condizioni ambientali.
22. Dimensioni complessive inconsistenti della tranciatura
Analisi delle cause:
Errore di distribuzione del progetto: Gli errori nelle fasi iniziali di impostazione e progettazione possono portare a imprecisioni nelle dimensioni finali della tranciatura.
Dimensioni di alimentazione non corrette: Errori nel processo di alimentazione del materiale possono causare deviazioni dalle dimensioni previste, influenzando le dimensioni complessive della tranciatura.
Soluzioni:
Calcolo e distribuzione della deviazione:
Calcolo della deviazione: Determinare la deviazione totale dalle dimensioni previste e calcolare la deviazione assegnata a ciascuna curva.
Tolleranza di distribuzione: Valutare se la tolleranza di distribuzione calcolata rientra nell'intervallo accettabile. In caso affermativo, il pezzo può essere considerato accettabile.
Regolazione della dimensione della scanalatura a V:
Taglia troppo grande: Se le dimensioni complessive della tranciatura sono troppo grandi, utilizzare una scanalatura a V più piccola. Questa regolazione può aiutare a raggiungere le dimensioni desiderate riducendo l'allungamento del materiale durante la piegatura.
Taglia troppo piccola: Se la dimensione complessiva è troppo piccola, utilizzare una scanalatura a V più grande. In questo modo si può aumentare l'elasticità del materiale, compensando la dimensione ridotta e facendola rientrare nell'intervallo accettabile.
23. Scagliatura o allentamento del foro di trafilatura dopo la rivettatura e conseguente deformazione
Analisi delle cause:
Scagliatura:
Angolo R piccolo del foro di trazione: Un angolo di raggio ridotto (R) in corrispondenza del foro di trafilatura può portare a una concentrazione delle sollecitazioni, causando la fuoriuscita o la scheggiatura del materiale.
Bava eccessiva sulla flangia: Anche le bave, che sono bordi o sporgenze ruvide lasciate sul materiale dopo il taglio o la lavorazione, possono contribuire alla scagliatura creando ulteriori punti di stress.
Rivettatura allentata:
Allineamento non corretto dei fori di trazione: Quando i fori di trazione non sono allineati correttamente, il rivetto non riesce a fissare efficacemente i materiali, causando un allentamento dell'accoppiamento.
Deformazione:
Fori disallineati: Il disallineamento dei fori durante il processo di rivettatura può causare una distribuzione non uniforme delle sollecitazioni, con conseguente deformazione del materiale.
Metodo di rivettatura errato: Anche l'utilizzo di una tecnica di rivettatura inadeguata può portare a deformazioni, non applicando la forza necessaria in modo uniforme.
Soluzioni:
Prevenzione della scagliatura:
Utilizzare un punzone centrale con un angolo R più ampio: Un raggio maggiore sul punzone centrale può contribuire a distribuire le sollecitazioni in modo più uniforme intorno al foro di trazione, riducendo la probabilità di scagliatura.
Attenzione alle sbavature: Assicurarsi che le bave intorno al foro di trafilatura siano ridotte al minimo o rimosse durante il processo di flangiatura per evitare la concentrazione di tensioni.
Assicurare una corretta rivettatura:
Aumentare la pressione e approfondire la brocciatura: L'applicazione di una pressione maggiore e l'approfondimento del processo di brocciatura possono contribuire a creare un accoppiamento più sicuro per il rivetto.
Utilizzare un punzone centrale con un angolo R più ampio: Questo può anche aiutare a ottenere un migliore allineamento e adattamento del rivetto.
Metodo di fissaggio del disallineamento e della rivettatura:
Allineamento corretto dei fori: Assicurarsi che tutti i fori siano correttamente allineati prima di rivettare. A tal fine, si possono utilizzare strumenti di misura e tecniche di allineamento precisi.
Utilizzare un metodo di rivettatura corretto: Adottare il metodo di rivettatura appropriato per il materiale e l'applicazione specifici. Questo può includere l'uso del tipo di rivetto corretto, l'applicazione della giusta quantità di forza e la distribuzione uniforme della pressione.
24. Rivettatura obliqua del perno o pezzo deformato dopo la rivettatura
Analisi delle cause:
Il pezzo non è appiattito durante la lavorazione
Se il pezzo non viene spianato correttamente prima del processo di rivettatura, si possono verificare disallineamenti e deformazioni.
Forza non uniforme o pressione eccessiva applicata alla superficie inferiore
L'applicazione di una forza non uniforme o di una pressione eccessiva durante la rivettatura può causare l'inclinazione o la deformazione del pezzo.
Soluzioni:
Appiattire il pezzo in lavorazione quando si preme il perno
Prima di iniziare il processo di rivettatura, assicurarsi che il pezzo sia completamente spianato. Ciò può essere ottenuto utilizzando strumenti o tecniche di spianatura appropriati.
Utilizzare un telaio di supporto
L'implementazione di un telaio di supporto può aiutare a mantenere l'allineamento e la stabilità del pezzo durante il processo di rivettatura. In questo modo si riduce il rischio di inclinazione e deformazione.
Regolare la pressione
Regolare con attenzione la pressione applicata durante il processo di rivettatura. Assicurarsi che la pressione sia distribuita in modo uniforme per evitare qualsiasi sbandamento o deformazione.
Aumentare l'intervallo di sollecitazione sulla superficie inferiore e ridurre l'intervallo di forza sulla superficie superiore
Aumentando il campo di sollecitazione sulla superficie inferiore e riducendo quello sulla superficie superiore, è possibile ottenere una distribuzione della forza più equilibrata. Ciò contribuisce a mantenere l'integrità del pezzo e a prevenirne la deformazione.
Ulteriori raccomandazioni:
Manutenzione regolare e calibrazione dell'attrezzatura di rivettatura
Assicurarsi che l'attrezzatura di rivettatura sia sottoposta a regolare manutenzione e calibrata per fornire prestazioni costanti. Questo aiuta ad applicare la giusta quantità di forza e pressione durante il processo.
Formazione per gli operatori
Fornire una formazione adeguata agli operatori per garantire che comprendano l'importanza di un corretto allineamento, della regolazione della pressione e dell'uso di telai di supporto durante il processo di rivettatura.
Controlli di qualità
Implementare i controlli di qualità nelle varie fasi del processo di rivettatura per identificare e correggere tempestivamente eventuali problemi. Ciò contribuisce a mantenere la qualità complessiva del pezzo.
25. Lati non paralleli dopo la piegatura offset
Analisi delle cause:
Calibrazione errata dello stampo
Se lo stampo non è calibrato correttamente, si possono verificare imprecisioni nel processo di piegatura, con conseguenti lati non paralleli.
Regolazione errata delle guarnizioni degli stampi superiore e inferiore
Le guarnizioni tra lo stampo superiore e quello inferiore svolgono un ruolo fondamentale nel mantenimento dell'allineamento. Se queste guarnizioni non sono regolate correttamente, possono causare un disallineamento.
Facce superiori e inferiori dello stampo non identiche
Le superfici degli stampi superiore e inferiore devono essere identiche per garantire una piegatura uniforme. Eventuali discrepanze possono causare una piegatura non uniforme e lati non paralleli.
Soluzioni:
Ricalibrare lo stampo
Assicurarsi che lo stampo sia calibrato correttamente. Ciò comporta il controllo e la regolazione delle impostazioni dello stampo per garantire la precisione del processo di piegatura.
Regolare le guarnizioni
Aumentare o diminuire lo spessore delle guarnizioni tra lo stampo superiore e quello inferiore per ottenere un allineamento corretto. Questa regolazione aiuta a mantenere il parallelismo dei lati.
Utilizzare la lavorazione eccentrica per lo stampo
Implementare tecniche di lavorazione eccentrica per correggere eventuali problemi di disallineamento. Ciò comporta la regolazione dello stampo per compensare eventuali eccentricità nel processo di piegatura.
Assicurare superfici di stampo superiori e inferiori identiche
Verificare che le superfici degli stampi superiori e inferiori siano identiche. Ciò può comportare la lavorazione o la lucidatura delle facce dello stampo per garantire che siano uniformi e prive di discrepanze.
Ulteriori suggerimenti:
Manutenzione e ispezione regolari
Ispezionare e mantenere regolarmente gli stampi e le matrici per garantire che rimangano in condizioni ottimali. Ciò include il controllo dell'usura e l'esecuzione delle regolazioni o delle sostituzioni necessarie.
Utilizzare strumenti di misura di precisione
Utilizzare strumenti di misura di precisione per controllare l'allineamento e il parallelismo dei lati dopo la piegatura. In questo modo è possibile individuare e correggere tempestivamente eventuali problemi.
26. Profonde pieghe sulla superficie del prodotto
Analisi delle cause:
Piccola scanalatura a V nella matrice inferiore
Spiegazione: Una scanalatura a V più piccola nello stampo inferiore può concentrare la forza di piegatura su un'area più piccola, con conseguente formazione di pieghe più profonde sulla superficie del prodotto.
Angolo R ridotto della scanalatura a V nella matrice inferiore
Spiegazione: Un angolo di raggio (R) minore nella scanalatura a V può causare curve più nette, aumentando la probabilità di formazione di pieghe profonde sulla superficie del materiale.
Il materiale è troppo morbido
Spiegazione: I materiali più morbidi sono più suscettibili alla deformazione e possono facilmente sviluppare pieghe profonde sotto le forze di flessione.
Soluzioni:
Utilizzare una scanalatura a V grande per la lavorazione
Attuazione: Il passaggio a una scanalatura a V più grande nello stampo inferiore distribuisce la forza di piegatura su un'area più ampia, riducendo la profondità delle pieghe sulla superficie del prodotto.
Utilizzare uno stampo con un ampio angolo R
Attuazione: L'utilizzo di uno stampo con un angolo di raggio maggiore nella scanalatura a V crea curve più morbide, riducendo al minimo la formazione di pieghe profonde.
Utilizzare la piegatura dell'imbottitura (con metallo o poliuretano per colata)
Attuazione: L'introduzione di materiali di imbottitura, come metallo o poliuretano fuso, durante il processo di piegatura può aiutare a distribuire la forza in modo più uniforme, riducendo così la profondità delle pieghe. L'imbottitura funge da cuscinetto, assorbendo parte delle sollecitazioni di piegatura e proteggendo la superficie del materiale.
27. Deformazione in prossimità della curva dopo la piegatura
Analisi delle cause:
La deformazione in prossimità della piega dopo il processo di piegatura può essere attribuita al funzionamento della macchina a una velocità eccessivamente elevata. Quando la velocità di piegatura verso l'alto della macchina supera la velocità con cui l'operatore può tenere e sostenere manualmente il pezzo, si verifica una distribuzione non uniforme della forza e la conseguente deformazione. Questa discrepanza di velocità può far sì che il pezzo non venga allineato o sostenuto correttamente durante il processo di piegatura, causando deformazioni indesiderate in prossimità dell'area di piegatura.
Soluzioni:
Per risolvere questo problema, è possibile implementare le seguenti soluzioni:
Ridurre la velocità di funzionamento della macchina: Riducendo la velocità operativa della macchina, il processo di piegatura può essere più controllato e graduale. Ciò consente all'operatore di gestire meglio il pezzo, assicurando che rimanga correttamente allineato e sostenuto durante il processo di piegatura. Una velocità più bassa riduce il rischio di movimenti improvvisi che possono causare deformazioni.
Aumentare la velocità di presa delle mani dell'operatore: Addestrare l'operatore ad aumentare la velocità di presa della mano può aiutare a sincronizzare i suoi movimenti con il funzionamento della macchina. Questa sincronizzazione garantisce un sostegno costante del pezzo, riducendo la probabilità di deformazione. Tuttavia, questa soluzione può risultare meno pratica in quanto si basa molto sulla destrezza manuale e sul tempo di reazione dell'operatore.
Raccomandazioni aggiuntive:
Utilizzo di strumenti di supporto: L'implementazione di strumenti di supporto, come calibri posteriori, supporti laterali o sistemi di movimentazione automatizzati, può aiutare a mantenere la posizione e l'allineamento del pezzo durante il processo di piegatura. Questi strumenti possono fornire ulteriore stabilità, riducendo la dipendenza dalla movimentazione manuale dell'operatore.
Manutenzione e calibrazione regolari: Assicurarsi che la piegatrice sia sottoposta a regolare manutenzione e taratura può contribuire a ottenere prestazioni costanti. Una manutenzione adeguata può prevenire problemi quali l'applicazione di forze non uniformi o l'usura meccanica che potrebbero contribuire alla deformazione.
Formazione degli operatori: La formazione completa degli operatori sulle corrette tecniche di movimentazione e sull'importanza della sincronizzazione con la velocità della macchina può migliorare la loro capacità di gestire efficacemente il pezzo. I programmi di formazione possono anche includere le migliori pratiche per l'utilizzo di utensili di supporto e la manipolazione di diversi tipi di materiali.
28. Fessurazione di parti in alluminio durante la piegatura
I componenti in alluminio (AL) sono soggetti a rotture quando vengono piegati, a causa della particolare struttura cristallina del materiale. Questa struttura rende l'alluminio suscettibile di rompersi lungo linee parallele durante il processo di piegatura.
Soluzioni per prevenire le fessurazioni:
Regolare l'orientamento del materiale durante la tranciatura:
Ruotare il materiale AL: Quando si prepara la lamiera di alluminio per la piegatura, è fondamentale ruotare il materiale in modo che la direzione di piegatura sia perpendicolare alla venatura (struttura) dell'alluminio. Questa regolazione aiuta a distribuire le sollecitazioni in modo più uniforme sul materiale, riducendo la probabilità che si formino cricche lungo le venature.
Aumentare il raggio della matrice superiore:
Migliorare l'angolo R: L'aumento del raggio (angolo R) dello stampo superiore utilizzato nel processo di piegatura può ridurre significativamente la concentrazione di sollecitazioni sul pezzo in alluminio. Un raggio maggiore consente una piegatura più graduale, che minimizza il rischio di cricche riducendo le sollecitazioni sul materiale.
Ulteriori considerazioni:
Selezione del materiale: La scelta di una lega di alluminio con una migliore duttilità può anche contribuire a ridurre la tendenza a creparsi durante la piegatura. Leghe come la 5052 o la 6061 sono note per le loro buone proprietà di piegatura.
Preriscaldamento: Il preriscaldamento della lamiera di alluminio prima della piegatura può migliorarne la malleabilità, rendendola meno incline a creparsi.
Utensili adeguati: Assicurarsi che gli utensili siano in buone condizioni e privi di difetti può anche contribuire a un processo di piegatura più fluido e a ridurre il rischio di cricche.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Vi siete mai chiesti come i progettisti di lamiere assicurino l'accuratezza dei loro progetti? In questo blog post, ci immergeremo nell'affascinante mondo della progettazione di lamiere ed esploreremo...
Avete difficoltà a progettare parti di lamiera precise? Scoprite i segreti del fattore K, un concetto cruciale nella fabbricazione delle lamiere. In questo articolo, il nostro ingegnere meccanico esperto demistifica...
Avete mai avuto difficoltà a dispiegare con precisione i pezzi di lamiera? Questo articolo esplora l'arte e la scienza che stanno dietro ai calcoli per lo svolgimento della lamiera. Scoprite i concetti chiave, le formule e le tecniche utilizzate...
Cosa fa sì che una lamiera piatta si trasformi in forme complesse con precisione e accuratezza? La risposta sta nell'intricato processo di deformazione della piegatura della lamiera. Questo articolo si...