Vi siete mai chiesti come progettare i pezzi di lamiera per una piegatura ottimale? In questo post esploreremo i principi chiave e le migliori pratiche per ottenere piegature di alta qualità evitando le insidie più comuni. Avvalendoci dell'esperienza di ingegneri meccanici esperti, approfondiremo aspetti cruciali come l'altezza di piegatura, il raggio, la direzione, il gioco, la resistenza e altro ancora. Alla fine di questo articolo, sarete dotati di preziose conoscenze per migliorare i vostri progetti di lamiera e ottimizzare il processo di produzione.
La piegatura è un processo di stampaggio che utilizza la pressione per deformare plasticamente il materiale, formando un angolo e una curvatura specifici. Le piegature più comuni sono quelle a V e a Z, curve offsete orlatura delle curve, tra le altre cose.
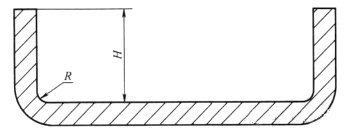
Altezza di curvatura
L'altezza minima di curvatura della lamiera deve essere calcolata come 2 volte lo spessore della lamiera più il raggio di curvatura, cioè H ≥ 2t + R.
Come illustrato nella figura che segue, se l'altezza di piegatura è troppo bassa, la lamiera è soggetta a deformazioni e torsioni durante il processo di piegatura. processo di piegaturacon conseguente forma non ottimale del pezzo e precisione dimensionale.
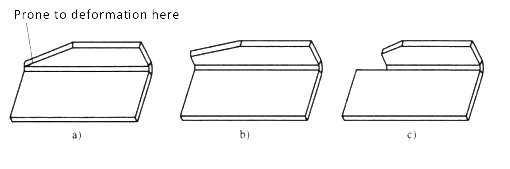
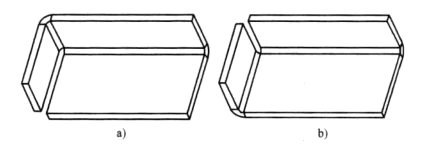
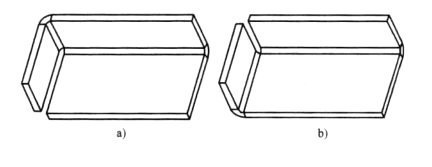
Quando si piega un bordo smussato, l'altezza di piegatura inadeguata è la causa principale della distorsione della piega.
Come illustrato nella figura seguente, nel progetto originale l'altezza di curvatura a sinistra è troppo piccola, il che aumenta la probabilità di deformazione della curva e riduce la qualità complessiva della curvatura.
Nel progetto migliorato, è possibile aumentare l'altezza della curvatura di sinistra o eliminare la parte minima dell'altezza della curvatura, assicurando che la lamiera non subisce distorsioni e raggiunge un'elevata qualità di piegatura.
Raggio di curvatura
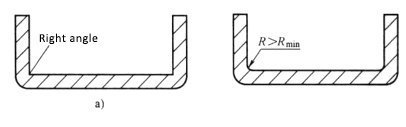
Per garantire la resistenza alla flessione della lamiera, la raggio di curvatura deve essere superiore al raggio di curvatura minimo specificato per quel particolare materiale in lamiera. I raggi di curvatura minimi per i vari materiali comuni della lamiera sono elencati nella tabella seguente.
Lamiera originale e design migliorato del raggio di curvatura, come mostrato di seguito:
È importante notare che un raggio di curvatura maggiore non è sempre migliore per la lamiera. Un raggio di curvatura maggiore comporta un ritorno a molla e difficoltà nel controllare l'angolo di piegatura e l'altezza. È fondamentale scegliere un raggio di curvatura ragionevole.
I produttori di stampi per lamiera spesso optano per un raggio di curvatura pari a zero per evitare il ritorno elastico e ottenere un migliore controllo dell'altezza e dell'angolo di curvatura. Tuttavia, questo può provocare crepe esterne o addirittura la rottura della lamiera, soprattutto per i materiali duri. Inoltre, gli angoli retti dello stampo possono arrotondarsi nel tempo, rendendo difficile mantenere dimensioni di piegatura precise.
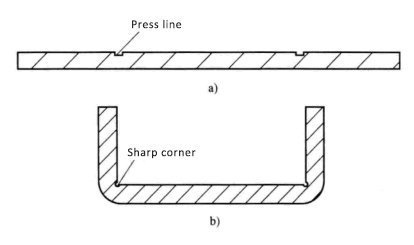
Per ridurre forza di flessione Per garantire dimensioni di piegatura uniformi, alcuni produttori di stampi per lamiera utilizzano un processo di pressatura prima della piegatura, come mostrato nella figura seguente.
Tuttavia, questo design presenta anche alcuni svantaggi, come la bassa resistenza alla flessione e la tendenza della lamiera a fratturarsi facilmente.
Il processo di pressatura è un tipo di stampaggio in cui un materiale parzialmente estruso viene utilizzato per forzare una scanalatura sulla lamiera, rendendola più facile da piegare e migliorando la precisione della piegatura.
Direzione di piegatura
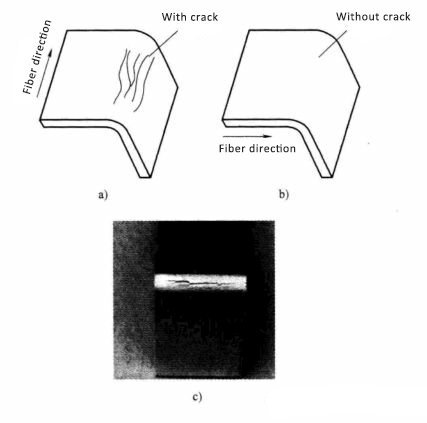
La piegatura della lamiera deve essere il più possibile perpendicolare alla direzione delle fibre metalliche.
Quando la piegatura della lamiera è allineata con la direzione delle fibre metalliche, è più probabile che si rompa in corrispondenza della curva e che abbia una bassa resistenza alla flessione, con conseguente rischio di rottura, come illustrato nella figura seguente.
Evitare Bfine Failure Da causa della Inibilità di Eseguire il Piegatura
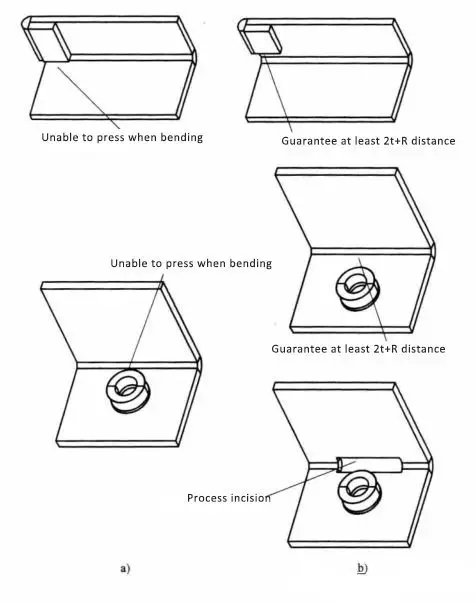
Quando la lamiera si piega, spesso è a causa di altri elementi troppo vicini alla base della lamiera, che rendono impossibile la pressatura e la piegatura o causano una deformazione significativa dopo la piegatura.
Per evitare che ciò accada, è importante assicurarsi che non vi siano altri elementi che bloccano la pressatura, mantenendo almeno due volte lo spessore della lamiera più il raggio di curvatura alla base della lamiera, come dimostrato nella figura seguente.
Nel progetto originale, la posizione di appiattimento offset era troppo vicina alla base della lamiera, causando il fallimento del processo di piegatura per l'impossibilità di pressare.
Ad esempio, se la cimatura sulla lamiera è troppo vicina alla radice della curva e ne impedisce la realizzazione, la cimatura può essere spostata alla base della lamiera, come mostrato nel primo disegno migliorato.
Se i requisiti di progettazione impediscono di spostare la posizione del bocciolo e della curva, è possibile aggiungere un taglio aperto alla radice della curva corrispondente al bocciolo per garantire un processo di piegatura regolare, come dimostrato nel secondo disegno migliorato.
Garantire Bfine Ce di sicurezza e di Avuoto Bfine Interferenza
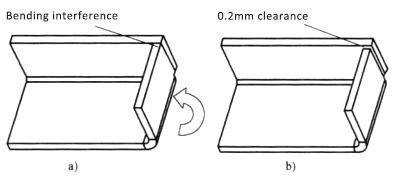
A causa dell'esistenza della tolleranza in piegatura della lamieraPer evitare guasti causati da interferenze durante il processo di piegatura, è necessario garantire un certo gioco di curvatura nella direzione di piegatura.
Come illustrato nella figura seguente, si tratta di una rappresentazione semplificata di una lamiera complessa. parte di piegatura. La sequenza di piegatura prevede prima la piegatura del lato superiore e poi quella del lato destro.
Nel progetto originale, non c'era spazio tra i due bordi di piegatura. Questa mancanza di spazio tra il lato superiore e quello destro ha fatto sì che la presenza di lamiere piegatura del metallo tolleranze potrebbero causare interferenze durante il processo di piegatura.
Per risolvere questo problema, il design migliorato prevede uno spazio minimo di 0,2 mm tra il lato destro e quello superiore per prevenire efficacemente le interferenze di piegatura.
Garantire Bfine Sforza
La resistenza della piegatura della lamiera deve essere garantita durante il processo di piegatura, ed è generalmente più debole per le piegature lunghe e strette, mentre quelle corte e larghe sono più forti. Di conseguenza, la piegatura della lamiera deve essere il più lunga possibile, come dimostra la figura seguente.
Anche per le curve con la stessa funzione, nel progetto originale la bassa resistenza alla flessione è dovuta al fissaggio della curva sul lato più corto. Nel progetto migliorato, attaccando la curva al lato più lungo, si aumenta la resistenza alla flessione.
Ridurre il foglio Metal Procedura di piegatura ed evitare le curve complesse
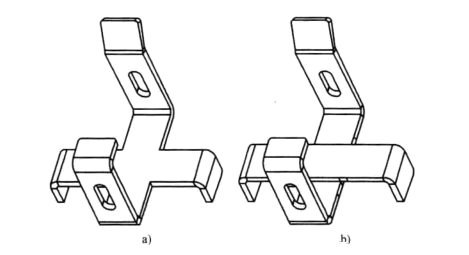
Maggiore è il numero di processi di piegatura per il pezzo in lamiera, maggiore è il costo dello stampo e minore è la precisione di piegatura. Per ridurre al minimo questi problemi, la progettazione di lamiere dovrebbe mirare a ridurre al minimo il numero di processi di piegatura, come mostrato nella figura seguente.
Nel progetto originale, la lamiera richiedeva due processi di piegatura separati. Nel progetto migliorato, invece, la lamiera necessita di un solo processo di piegatura per formare i due lati contemporaneamente.
È importante tenere presente che più complesso è il processo di piegatura della lamiera, maggiore è la quantità di materiale di scarto che ne può derivare. Per ridurre al minimo questo aspetto, può essere necessario considerare la possibilità di dividere una piegatura complessa in due parti.
Sebbene questo approccio possa andare contro il principio della riduzione del numero di pezzi, in ultima analisi può portare a una riduzione dei costi di produzione e a un miglioramento della qualità del prodotto. È importante verificare questi progetti con calcoli approfonditi.
Come illustrato nella figura seguente, il pezzo di lamiera con una piegatura complessa viene diviso in due parti, che vengono poi unite tra loro con metodi quali la rivettatura, l'auto-rivettatura o l'auto-riempimento. saldatura a punti.
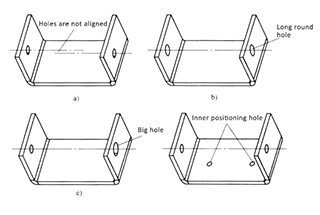
Fori su Mmultiplo Bfine Are Ddifficile da Align
Molti ingegneri hanno probabilmente sperimentato la frustrazione di viti o fori di chiodi sulla piegatura della lamiera disallineati, rendendo impossibile fissare viti o rivetti. Si tratta di un problema comune a causa delle ampie tolleranze di piegatura della lamiera, in particolare quando la lamiera presenta più piegature.
Caratteristiche
Tolleranza/mm
Una curva
0.15
Due curve
0.25
Tre curve
0.36
Quattro curve
0.44
Cinque curve
0.51
Sei curve
0.59
Come mostrato nella tabella precedente, più volte la lamiera viene piegata, maggiore diventa la tolleranza di piegatura. Ciò rende difficile mantenere l'accuratezza delle dimensioni delle molteplici piegature della lamiera. Questo è il motivo per cui i fori per le viti, i fori di trazione e i fori per gli auto-rivetti sulla lamiera tendono a essere disallineati dopo la piegatura.
Pertanto, durante la progettazione di un prodotto, gli ingegneri devono tenere conto degli effetti delle tolleranze di piegatura multiple, evitando tolleranze troppo rigide su elementi con piegature multiple nei pezzi.
Allo stesso tempo, il progettazione di lamiere deve essere ottimizzato per evitare i seguenti problemi durante l'assemblaggio, come il disallineamento dei fori di assemblaggio, la difficoltà di mantenere le dimensioni di assemblaggio corrette e persino le interferenze di assemblaggio.
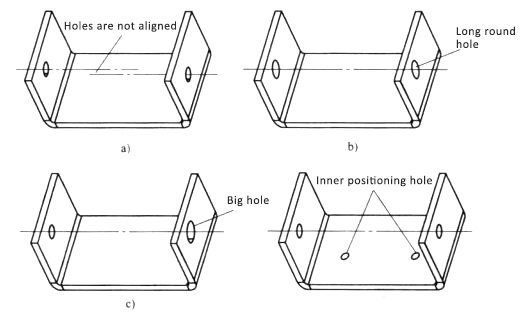
La soluzione per i fori sulle due curve della lamiera è difficile da allineare a causa dell'ampia tolleranza di piegatura:
La progettazione di una curva con un foro rotondo o più grande consente una maggiore tolleranza di piegatura e garantisce il corretto assemblaggio del pezzo.
L'incorporazione di due fori di posizionamento interni migliora l'allineamento interno dello stampo, riducendo la tolleranza di piegatura della lamiera e allineando i fori su entrambe le curve.
La piegatura prima e la punzonatura poi garantiscono la precisione dei due fori, ma aumentano la complessità dello stampo di tranciatura e il costo dello stesso. Questo approccio è generalmente sconsigliato.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti perché i vostri progetti di lamiera a volte si piegano in modo strano o si rompono? Questo articolo spiega il ruolo cruciale dei fori di fabbricazione nella piegatura della lamiera. Imparerete come questi fori...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Avete mai pensato che la piegatura della lamiera potesse essere così complessa? La piegatura chiusa, una tecnica fondamentale nella lavorazione della lamiera, utilizza metodi specializzati per ottenere piegature precise e durature senza bisogno di un professionista...
Immaginate di ottenere piegature di lamiera perfette, senza segni o imperfezioni. Questo articolo approfondisce le tecniche avanzate che assicurano una qualità superficiale perfetta nei processi di piegatura dei metalli. Imparerete a conoscere le innovative...
Vi siete mai chiesti come fanno le massicce strutture in acciaio delle locomotive a ottenere curve precise? In questo articolo vi sveliamo i segreti della creazione di grandi raggi di curvatura nelle parti in lamiera....