Manuale di fabbricazione della lamiera - Formatura
Come fa una lamiera piatta a trasformarsi in forme e strutture complesse? Questo blog post approfondisce gli intricati processi di formatura delle lamiere, tra cui la tranciatura parziale, l'imbutitura a ponte e l'estrusione di fori. Scoprite i metodi e gli strumenti utilizzati per creare componenti metallici precisi e funzionali. Alla fine, comprenderete le tecniche fondamentali che stanno alla base dei prodotti metallici di tutti i giorni e delle loro applicazioni.
Applicando una certa pressione in direzione perpendicolare alla superficie del materiale, il materiale scorre nella direzione della forza, ottenendo un effetto di formatura.
2. Funzioni:
Posizionamento, ad esempio per la saldatura con mezzo taglio.
Rivettatura, ad esempio per la rivettatura di binari conduttivi elettrostatici.
3. Metodi di lavorazione:
NCT: utilizzo di normali combinazioni di utensili (mezzo taglio verso il basso) o di utensili appositamente sviluppati per la lavorazione.
Prelavorazione: è possibile utilizzare un mezzo taglio speciale per ottenere la pressatura delle lastre e una facile realizzazione della fustella (quando i lotti non sono di grandi dimensioni).
4. Precauzioni:
L'altezza del mezzo taglio non deve superare 0,6T.
Sezione 2: Disegno del ponte
1. Funzione:
Utilizzato per il posizionamento dalla superficie superiore, a volte con un segno di punzonatura.
Utilizzato per limitare il bordo laterale.
Serve per far passare il filo di legatura attraverso il foro.
2. Metodi di lavorazione:
Lavorazione con utensili specifici per NCT.
Facile formazione dello stampo mediante prelavorazione.
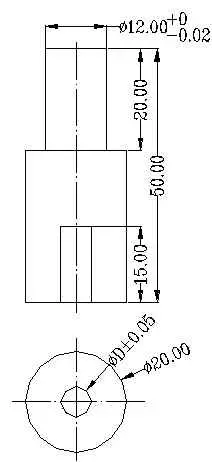
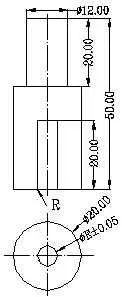
L'estrusione di fori e la goffratura sono un processo di punzonatura verticale di un foro con un determinato diametro interno, diametro esterno e altezza su un lamiera. Viene utilizzato principalmente per la rivettatura, il passaggio attraverso i fori, la maschiatura e altri scopi.
Ci sono due tipi di punzonatura: punzonatura generale e punzonatura di forme speciali.
Il diagramma di formazione è mostrato di seguito:
2. Metodi di lavorazione:
La punzonatura generale utilizza uno stampo comune per la lavorazione, mentre la punzonatura di forme speciali richiede la progettazione di uno stampo specifico.
3. Metodi di lavorazione degli stampi:
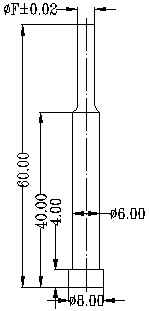
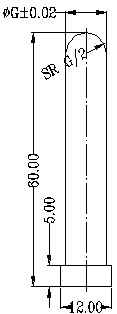
(1) Gli stampi condivisi per la punzonatura generale sono riportati nella tabella seguente:
Utilizzato insieme al portapunzoni (2) quando il valore G è 8,0 e 10,0.
Il diametro esterno massimo è Φ12,00.
"Valore "G
8.0~12.0
Dimensione intermedia
2.0
Quantità (grado X pezzi/grado).
9+5+3=17
Stampo inferiore per il foro di punzonatura(4)
Numero di matrice
Stampo condiviso 013
Descrizione:
Utilizzato insieme al portapunzoni (2) quando il valore G è 8,0 e 10,0.
Il diametro esterno massimo è Φ12,00.
"Valore "G
8.0~12.0
Dimensione intermedia
2.0
Quantità (grado X pezzi/grado).
3X1=3
Portapunzoni(1)
Numero di matrice
Stampo condiviso 002
Descrizione:
Si utilizza insieme alla matrice inferiore per la foratura.
Il diametro esterno di serraggio è Φ12,00.
"Valore "B
3.0~6.0
Dimensione intermedia
1.0
Quantità (grado X pezzi/grado).
4X5=20
Portapunzoni(2)
Numero di matrice
Stampo condiviso 003
Descrizione:
Si utilizza insieme alla matrice inferiore per la foratura.
Il diametro esterno di serraggio è Φ12,00.
"Valore "C
8.0~10.0
Dimensione intermedia
2.0
Quantità (grado X pezzi/grado).
2X1=2
4. Tabella dei parametri per la punzonatura dei fori di marcatura
Sistema metrico:
Marcatura del foro di maschiatura Modello
Diametro della filettatura
Diametro interno del foro di punzonatura
Requisiti per il diametro interno del foro di punzonatura
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Sistema imperiale:
Marcatura del foro di maschiatura Modello
Diametro della filettatura
Diametro interno del foro di punzonatura
Requisiti per il diametro interno del foro di punzonatura
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Nota:
1. Utilizzare il rubinetto di taglio.
2. L'altezza del foro di perforazione non deve essere inferiore a 3 volte il passo.
3. Quando lo spessore del materiale è inferiore a 0,5 mm, lo spessore della parete del foro di punzonatura è uguale allo spessore del materiale. Quando lo spessore del materiale è compreso tra 0,5 e 0,8 mm, lo spessore della parete del foro di punzonatura è pari a 0,7 volte lo spessore del materiale. Quando lo spessore del materiale è maggiore o uguale a 0,8 mm, lo spessore della parete del foro di punzonatura è pari a 0,65 volte lo spessore del materiale.
Sezione 5: Shim
Lo spessore è un metodo di formatura comune con forma e funzione fisse. La dimensione della forma ha poco effetto sulla sua funzione e il suo metodo di formatura si basa principalmente su stampi condivisi.
Ora introdurremo la funzione e il metodo di formazione dello spessore:
I. Struttura e funzione dello scudo:
Tipi di base:
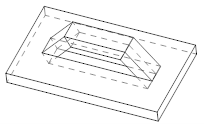
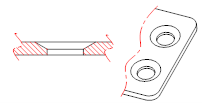
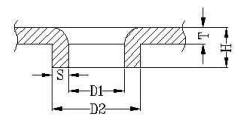
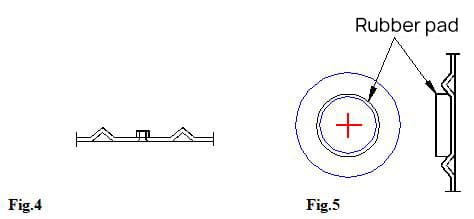
Esistono generalmente due tipi di spessori (Figura 1) (Figura 2) e la loro struttura è illustrata nella Figura 3. Esistono anche diverse forme con sporgenze di forma emisferica. Esistono anche diverse forme con sporgenze di forma emisferica.
Analisi delle funzioni:
La sua funzione principale è quella di utilizzare la sua forma di punzonatura per sostenere il telaio o fissare la scheda madre, per evitare che la parte inferiore entri completamente in contatto con il terreno, in modo che la loro altezza sia coerente.
Se si tratta di uno spessoramento del telaio, la forma è generalmente quella della Figura 4; se si tratta di uno spessoramento della scheda madre, la forma è quella della Figura 5.
In genere presenta segni di punzonatura sulla parte superiore perché lo spessore del telaio ha principalmente una funzione di supporto e in genere ha un cuscinetto di gomma attaccato sotto, e la Figura 5 in genere ne ha solo quattro.
Tuttavia, lo spessore della scheda madre non ha solo una funzione di supporto ma anche di fissaggio, quindi presenta segni di punzonatura sulla parte superiore.
Si noti che l'altezza del segno di punzonatura è inferiore all'altezza dello spessore e il numero corrisponde alla scheda madre.
A causa della forma fissa degli spessori, le loro dimensioni hanno un effetto limitato sulla loro funzione, purché siano garantite l'altezza e la posizione centrale. Pertanto, sono state progettate diverse specifiche di stampi condivisi.
Nel caso di dimensioni simili (±1 mm), è possibile utilizzare uno stampo condiviso con specifiche simili. Per forme con differenze maggiori e senza specifiche simili di stampi condivisi, è possibile utilizzare il metodo di progettazione di uno stampo a piastra di pressione per la formatura.
Gli stampi per la produzione di campioni sono generalmente suddivisi in stampi a piastra di pressione e stampi condivisi.
Gli stampi a piastra di pressione hanno una velocità di formatura elevata e possono formare più spessori contemporaneamente, ma non sono flessibili e possono essere utilizzati solo per formare un pezzo specifico.
Gli stampi condivisi sfruttano le caratteristiche comuni degli spessori e possono essere utilizzati ripetutamente per formare spessori con le stesse specifiche, riducendo i costi di produzione.
Stampo a piastra di pressione (prelavorazione)
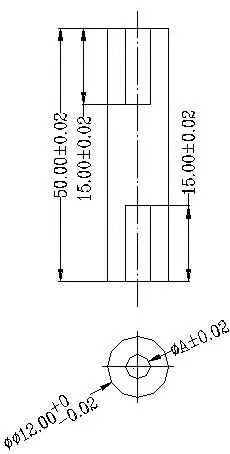
Di seguito è riportato un esempio di spessore (NKB83001A); si noti che il materiale per un blocco circolare può essere ricavato direttamente dal materiale di scarto del blocco ad anello precedente.
Lo schema di impilamento dei moduli è illustrato nella Figura 9.
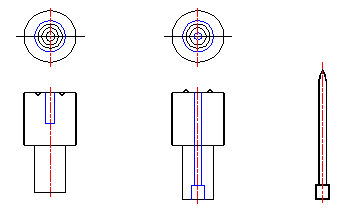
Il metodo di progettazione che prevede l'utilizzo di uno stampo per macchina piegatrice aumenta l'altezza di formatura di 0,2 per tenere conto del rimbalzo e aggiunge un foro di posizionamento al centro dello stampo superiore.
Un punzone di posizionamento è progettato per essere inserito nel foro di posizionamento e un punto centrale è segnato per il posizionamento dello spessore, che corrisponde al punzone di posizionamento.
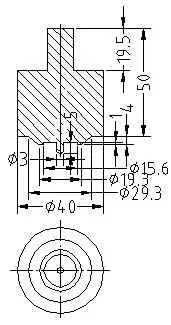
Lo schema dello stampo è riportato di seguito (Figura 11).
Fig.11
Attualmente esistono quattro tipi di specifiche di stampo condivise per gli spessori (vedi Tabella 1).
Esistono quattro serie di stampi, di cui i primi tre tipi formano la forma mostrata nella Figura 2 e la quarta serie forma la forma mostrata nella Figura 1, come indicato nella Tabella 2.
I punzoni dello stampo superiore e inferiore sono fissati alle attrezzature dello stampo superiore e inferiore e le attrezzature sono fissate alle scanalature superiori e inferiori.
Lavorazione degli utensili NCT
Vedere la tabella degli strumenti NCT.
III. Appendice.
Tabella 1: Specifiche comuni degli stampi condivisi
Numero di serie
Unità di utilizzo
Valore corrispondente
Osservazioni
Diametro esterno (D1).
Diametro interno (D).
Altezza (H)
1
Macchina piegatrice
28
20
2.0
2
32
25
1.8
3
26.5
12.5
2.8
4
12.5
6.5
1.0
1
NCT
26.72
13.28
2.5
T=1.0
Tabella 2: Forme e specifiche degli stampi condivisi
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Volete ridurre i costi e aumentare i profitti nella lavorazione della lamiera? Nel mercato competitivo di oggi, un calcolo accurato dei costi è fondamentale per la sopravvivenza. Questo articolo esplora due modelli chiave: il prodotto...
Immaginate di trasformare la progettazione e la produzione di parti in lamiera da un processo macchinoso e soggetto a errori in un'operazione efficiente e senza soluzione di continuità. Questo articolo analizza il potente ruolo della tecnologia CAD/CAM...
Immaginate di trasformare un foglio di metallo piatto in un pezzo tridimensionale complesso con precisione ed efficienza. L'arte e la scienza della fabbricazione della lamiera comportano una serie di processi meticolosi,...
Come si fa a garantire che le parti in lamiera rimangano saldamente collegate senza saldatura o viti? Questo articolo esplora il processo di rivettatura, una tecnica fondamentale nella fabbricazione dei metalli. Imparerete a conoscere...
E se poteste padroneggiare un'abilità che combina creatività e precisione? La lavorazione della lamiera è essenziale in settori che vanno dall'industria automobilistica a quella aerospaziale. Questa guida per principianti approfondisce...
Avete mai pensato all'importanza della raddrizzatura nella lavorazione della lamiera? Questo processo cruciale garantisce la precisione e la qualità del prodotto finale. In questo articolo esploreremo...
Questo articolo esplora l'affascinante mondo della fabbricazione di lamiere, coprendo l'acciaio inossidabile, l'alluminio e altro ancora. Imparerete come vengono scelti questi materiali e perché sono essenziali per ogni tipo di...
Vi siete mai chiesti come si uniscono le parti in lamiera per creare strutture complesse? In questo post esploreremo l'affascinante mondo delle tecniche di giunzione della lamiera. Come...
Come garantire l'affidabilità delle connessioni in lamiera nei vostri progetti? È essenziale comprendere i vari metodi di connessione filettata e di rivettatura. Questo articolo approfondisce i principi...