Il ritorno elastico è una delle forme più comuni di scarto nella lavorazione della lamiera, nonché una delle difficoltà tecniche nei processi di piegatura.
Allo stesso tempo, è anche uno dei principali difetti del processo di stampaggio della lamiera, che compromette seriamente la precisione dimensionale e la qualità estetica dei pezzi. È un difetto difficile da controllare nei processi produttivi pratici.
1. Fenomeno del ritorno elastico della lamiera
Il ritorno elastico è una deformazione elastica inversa che si verifica durante lo scarico, ed è un fenomeno comune nella stampaggio della lamiera processo.
Il ritorno elastico è particolarmente grave durante i processi di piegatura e imbutitura, con un impatto significativo sulla precisione dimensionale, sull'efficienza produttiva e sui vantaggi economici dei pezzi.
2. Meccanismo del ritorno elastico della lamiera
Quando un lamiera è sottoposto a un momento flettente esterno, subisce prima una deformazione elastica di flessione.
Nella fase di piegatura elastica, la deformazione della lamiera è minima quando la raggio di curvatura è grande e il raggio di curvatura interno della lamiera non coincide con il raggio dell'angolo del punzone.
Nella zona di deformazione per flessione, il materiale sul lato interno della curva (vicino al lato del punzone) viene compresso e accorciato e lo stato di sollecitazione è di compressione uniassiale.
Il lato esterno della curva (vicino al lato della matrice) della lamiera è allungato e allungabile e lo stato di sollecitazione è una tensione monoassiale.
Dall'interno all'esterno della superficie di piegatura, il grado di accorciamento e allungamento diminuisce gradualmente e tra le due zone di deformazione si trova uno strato di fibre in cui la lunghezza rimane costante e la deformazione è nulla, chiamato strato neutro.
Allo stesso modo, tra la transizione dalla sollecitazione di trazione a quella di compressione, esiste uno strato di sollecitazione in cui la sollecitazione tangenziale è nulla, chiamato strato di sollecitazione neutro.
In generale, si ritiene che questi due strati neutri di proprietà diverse si sovrappongano in un unico strato neutro.
All'aumentare del momento flettente, la deformazione a flessione della lamiera aumenta e il metallo sulle superfici interne ed esterne della lamiera raggiunge per primo il limite di snervamento.
La lamiera inizia a passare dalla fase di deformazione elastica alla fase di deformazione elastoplastica e la distribuzione delle sollecitazioni cambia con l'aumento del momento flettente.
La zona di deformazione plastica si espande dalla superficie verso l'interno e la zona di deformazione elastica al centro della lamiera diminuisce gradualmente, fino a quando l'intera sezione trasversale entra nello stato plastico.
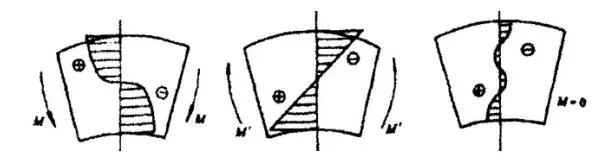
La seconda immagine della Figura 1 mostra la variazione di sollecitazione causata dal momento flettente inverso. La terza immagine mostra la sollecitazione residua che possono causare il ritorno elastico. Il motivo principale del ritorno elastico di flessione è dovuto alla deformazione elastica del materiale.
Quando la lamiera viene piegata, lo strato interno è sottoposto a una sollecitazione di compressione e lo strato esterno a una sollecitazione di trazione.
Sebbene queste due sollecitazioni superino la tensione di snervamento durante la flessione elastoplastica, in realtà, nel passaggio dalla tensione di trazione a quella di compressione, ci sarà sempre una zona di deformazione elastica in cui la tensione è inferiore alla tensione di snervamento.
A causa della presenza della zona elastica, il pezzo in lavorazione sarà inevitabilmente ritorno a molla dopo lo scarico.
Quando il raggio di curvatura relativo è maggiore, la proporzione della zona di deformazione elastica è maggiore, il che rende questo tipo di ritorno elastico più significativo.
Per spiegare il ritorno elastico in modo più intuitivo, viene introdotta una formula per la quantità di ritorno elastico.
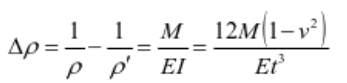
Il ritorno elastico è una deformazione elastica inversa che si verifica durante lo scarico dopo la piegatura. La formula di calcolo classica per il ritorno elastico della lamiera è:
Dove: Δρ è la variazione di curvatura; ρ è il raggio di curvatura prima dello scarico; ρ' è il raggio di curvatura dopo lo scarico; M è il momento flettente; E è il modulo elastico; I è il momento d'inerzia della sezione piegata; υ è il rapporto di Poisson; t è il momento flettente interno della lamiera prima del ritorno elastico.
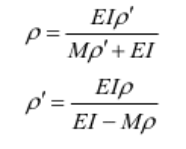
Riordinando la formula precedente, si ottiene la relazione tra il raggio di curvatura prima e dopo lo scarico:
Dalle relazioni tra i parametri dell'equazione sopra riportata, si evince che la differenza del raggio di curvatura del pezzo grezzo piegato prima e dopo lo scarico, cioè la quantità di ritorno elastico, è determinata dal momento flettente M, dal momento d'inerzia I della forma della sezione trasversale del pezzo grezzo, del modulo elastico E del materiale e del raggio di curvatura ρ della deformazione di flessione.
Maggiore è il momento flettente M applicato al grezzo prima dello scarico, maggiore è il raggio di curvatura ρ della deformazione flessionale.
Quanto più piccolo è il modulo elastico E del materiale, tanto maggiore è il ritorno elastico.
Se ci sono due bracci diritti su entrambi i lati della parte piegata, il fenomeno del ritorno elastico che si verifica durante lo scarico si manifesterà anche come una variazione dell'angolo tra i due bracci diritti.
Quando si verifica il recupero elastico durante lo scarico, la lunghezza dello strato neutro nel grezzo piegato non cambia.
Pertanto,
dove ρ e ρ' sono i raggi di curvatura prima e dopo lo scarico, e θ e θ' sono gli angoli prima e dopo lo scarico.
Nelle operazioni pratiche, per garantire l'angolo della parte piegata, nella progettazione dello stampo di compressione è necessario considerare l'angolo degli stampi superiore e inferiore.
Poiché sono molti i fattori che influenzano la dimensione dell'angolo di ritorno elastico, è molto difficile calcolarla con precisione. Di solito si utilizzano alcuni dati empirici come riferimento.
3. Misure per risolvere il ritorno elastico
(1) Scegliere il materiale appropriato.
Per soddisfare i requisiti, è necessario utilizzare il più possibile materiali con limiti di snervamento più bassi e moduli elastici più elevati per ridurre o eliminare il ritorno elastico e ottenere una qualità di piegatura superiore.
Inoltre, la tolleranza di spessore dello spezzone, la qualità della finitura superficiale e la planarità hanno una grande influenza sul ritorno elastico di piegatura. Per i pezzi con elevati requisiti di precisione di piegatura, è particolarmente importante rafforzare la selezione della qualità dello spezzone.
(2) Progettare una struttura di parti ragionevole.
Scegliere un raggio di curvatura relativo più piccolo. Un raggio di curvatura relativo più piccolo è utile per ridurre il ritorno elastico.
In genere, quando il raggio di curvatura è ≤3-5 volte lo spessore della lamiera, si ritiene che la zona di curvatura della lamiera sia entrata nello stato plastico. Tuttavia, un raggio di curvatura troppo piccolo può causare la fessurazione della zona di piegatura.
Il raggio di curvatura minimo del materiale indicato nella letteratura corrente si basa principalmente su dati empirici e può essere utilizzato come riferimento per la progettazione del raggio di curvatura del pezzo.
Cambiare la forma del prodotto senza modificare la funzione originale del prodotto, eseguire flangiatura o di piegatura sulla parte piegata, o di pressare adeguate nervature di rinforzo nel punto di piegatura.
La deformazione del ritorno elastico sarà limitata, il che consente non solo di ridurre il ritorno elastico dopo la piegatura, ma anche di migliorare la rigidità dei pezzi.
(3) Progettare un processo di formatura ragionevole.
Correggere la curva.
L'angolo di ritorno elastico della flessione corretta è significativamente più piccolo di quello della flessione libera e più grande è la forza di correzione, più piccolo è il ritorno elastico.
La forza di correzione concentra la forza di punzonatura nella zona di deformazione per flessione, costringendo lo strato interno di metallo a essere estruso.
Dopo la correzione della lastra, sia lo strato interno che quello esterno vengono stirati e le tendenze al ritorno elastico delle zone di tensione e compressione dopo lo scarico si compensano, riducendo così il ritorno elastico. Questo metodo è adatto a piccoli angoli arrotondati con una zona di deformazione ridotta.
Trattamento termico.
Per alcuni materiali duri e materiali che sono stati lavorati e induriti a freddo, ricottura prima della piegatura può ridurre la loro durezza e la tensione di snervamento, riducendo così il ritorno elastico. Allo stesso tempo, può anche ridurre le forza di flessione e poi temprarsi dopo la piegatura.
Per la ricottura si ricorre generalmente alla ricristallizzazione, alla ricottura normale e alla ricottura brillante. Il rinvenimento locale del parte di piegatura della lamiera può ridurre il punto di snervamento e raggiungere lo scopo di eliminare il ritorno elastico.
Sovracurvatura.
Durante il processo di produzione della piegatura, a causa del recupero elastico della lamiera, l'angolo di deformazione e il raggio di curvatura della lamiera aumenteranno.
Pertanto, per ridurre il ritorno elastico, è possibile utilizzare un metodo per far sì che il grado di deformazione della lamiera nello stampo superi il grado di deformazione teorico.
Piegatura a caldo.
È possibile utilizzare il riscaldamento e la piegatura e selezionare le temperature appropriate in base ai diversi tipi di lamiera. Grazie a un tempo di rammollimento sufficiente, è possibile ridurre il ritorno elastico.
Piegatura a strappo.
I pezzi con raggi di curvatura relativi relativamente grandi possono utilizzare il metodo dello scavo e della piegatura. Questo metodo applica una tensione tangenziale durante la piegatura della lamiera per modificare lo stato e la distribuzione delle sollecitazioni all'interno della lamiera.
L'entità della sollecitazione di trazione applicata deve rendere la sollecitazione totale in ogni punto della zona di deformazione a flessione leggermente superiore alla tensione di snervamento del materiale, consentendo all'intera sezione di trovarsi nell'intervallo di deformazione plastica a trazione.
In questo modo, la direzione della tensione-deformazione delle zone interne ed esterne è coerente e, dopo lo scarico, le tendenze al ritorno elastico degli strati interni ed esterni si compensano, riducendo il ritorno elastico.
Indurimento dell'angolo interno.
La compressione viene applicata dall'interno dell'area di piegatura per eliminare il ritorno elastico. Questo metodo è più efficace quando ci sono pieghe simmetriche su entrambi i lati della lamiera in una piegatura a U.
Le curve a L producono talvolta deviazioni dimensionali, pertanto questo metodo non è adatto alla formatura di prodotti che richiedono sia resistenza che elasticità.
Controllo delle sollecitazioni residue.
Durante l'imbutitura e la formatura, aggiungere forme convesse locali (protuberanze circolari) sulla superficie dell'utensile, quindi eliminare la forma aggiunta nel processo successivo per modificare l'equilibrio delle tensioni residue nel materiale ed eliminare il ritorno elastico.
(4) Progettare una distanza ragionevole dallo stampo.
Per la piegatura a U, il ritorno elastico diminuisce con l'aumentare della profondità di apertura dello stampo concavo e con la diminuzione del gioco dello stampo. Il gioco dello stampo deve essere mantenuto tra 110% e 115% dello spessore della lamiera per ottenere effetti ottimali di formatura e controllo del ritorno elastico.
Per requisiti di precisione di piegatura elevati, il valore del gioco su un solo lato della piegatura può essere impostato sullo spessore della lamiera, utilizzando piegature leggermente più sottili per ridurre il ritorno elastico.
Tirare tecnologia di piegatura o stampi con gioco regolabile per ridurre il ritorno elastico. Per la piegatura a V, prestare attenzione a controllare l'altezza dello stampo chiuso.
(5) Scegliere una struttura di stampo ragionevole.
Utilizzare stampi di piegatura in gomma poliuretanica.
Gli stampi in gomma poliuretanica possono essere utilizzati per la piegatura di pezzi con sbozzi sottili.
Poiché gli stampi di piegatura in gomma poliuretanica sono in grado di trasmettere uniformemente la pressione in tutte le direzioni e di ottenere una piegatura senza spazi vuoti, il pezzo piegato si adatta strettamente alla superficie convessa dello stampo, ponendo il pezzo in uno stato di tensione di compressione a tre vie. Si può persino ottenere una piegatura simile all'imbutitura, riducendo il ritorno elastico e ottenendo un'elevata qualità di piegatura.
Utilizzare stampi di piegatura a cuneo inclinato.
Gli stampi di piegatura a cuneo inclinato utilizzano il metodo di piegatura con correzione dell'estrusione, che in genere consente di ottenere pezzi piegati di qualità superiore.
Per i pezzi con requisiti di alta precisione dello spezzone, la spalla dello stampo può essere utilizzata per premere longitudinalmente l'estremità del pezzo piegato, consentendo sia al lato interno che a quello esterno della zona di deformazione di piegatura di ricevere sollecitazioni di compressione per ridurre il ritorno elastico.
Metodo di compensazione.
In base alla direzione e all'entità del ritorno elastico della parte piegata, è possibile controllare la forma geometrica e le dimensioni della parte di lavoro dello stampo per compensare il ritorno elastico dopo la piegatura. Nella piegatura ad angolo singolo, lo stampo convesso viene ridotto di un angolo di ritorno.
Nella piegatura a doppio angolo, sulla parete dello stampo convesso viene realizzata un'inclinazione pari all'angolo di ritorno elastico, in modo da poter compensare l'angolo di ritorno elastico dopo la piegatura, oppure la piastra superiore e la parte inferiore dello stampo convesso vengono realizzate a forma di arco, in modo che la superficie curva nella parte inferiore del pezzo diventi di nuovo diritta dopo il ritorno elastico e il ritorno elastico su entrambi i lati venga compensato.
La compensazione del ritorno elastico della lamiera basata sulla tecnologia CAE può essere utilizzata anche per elaborare il modello matematico CAD dopo la compensazione del ritorno elastico, riducendo il numero di correzioni effettive del rimbalzo.