Vi siete mai chiesti perché le saldature laser a volte falliscono nonostante la tecnologia avanzata? Questo articolo approfondisce i difetti più comuni della saldatura laser, come cricche, porosità, spruzzi, sottosquadri e cedimenti. Comprendendo le cause e le soluzioni di questi problemi, i produttori possono migliorare la qualità e l'efficienza dei prodotti. Continuate a leggere per scoprire consigli pratici e approfondimenti per migliorare i vostri processi di saldatura laser e ottenere sempre risultati impeccabili.
La saldatura laser è emersa come una tecnologia fondamentale nella produzione moderna, offrendo vantaggi ineguagliabili in termini di efficienza, precisione e compatibilità con l'automazione. La sua ampia adozione abbraccia diversi settori, tra cui la difesa, i dispositivi medici, l'aerospaziale, i componenti automobilistici, l'elettronica di consumo, la fabbricazione di lamiere, i sistemi di energia rinnovabile e la produzione di hardware di precisione.
La capacità della tecnica di produrre giunzioni ad alta integrità con zone termicamente alterate minime ha rivoluzionato i processi produttivi di questi settori. Tuttavia, come tutti i metodi di produzione avanzati, saldatura laser richiede una conoscenza approfondita dei principi di base e dei parametri di processo per ottenere risultati ottimali.
La padronanza della tecnologia di saldatura laser è fondamentale per produrre componenti che soddisfino i più severi standard di qualità, sia in termini di integrità strutturale che di estetica. Ciò richiede una conoscenza completa dei potenziali difetti, delle loro cause e delle strategie preventive. I problemi più comuni sono la porosità, la fusione incompleta, il sottosquadro e la distorsione termica, ognuno dei quali richiede tecniche di mitigazione specifiche.
Attraverso ricerche approfondite e applicazioni pratiche, gli esperti del settore hanno sviluppato una solida base di conoscenze sulle migliori pratiche e sui metodi di risoluzione dei problemi di saldatura laser. Questa saggezza collettiva, affinata da anni di esperienza pratica, costituisce una risorsa preziosa per i professionisti della produzione che desiderano ottimizzare i processi di saldatura laser.
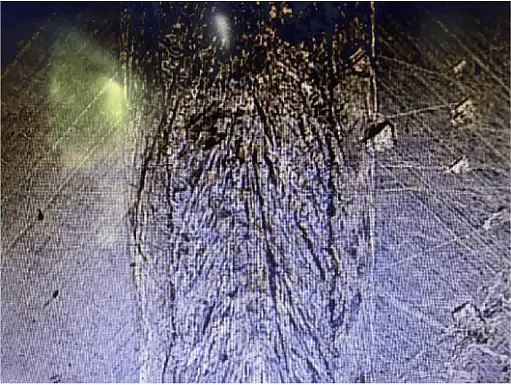
1. Crepa
Crepe che si formano durante il laser saldatura continua sono principalmente cricche termiche, come quelle da cristallizzazione e da liquefazione.
La causa principale di queste cricche è la grande forza di ritiro generata dalla saldatura prima della sua completa solidificazione.
L'uso del filo di riempimento, del preriscaldamento o di altri metodi può ridurre o eliminare queste crepe.
Saldatura con crepe
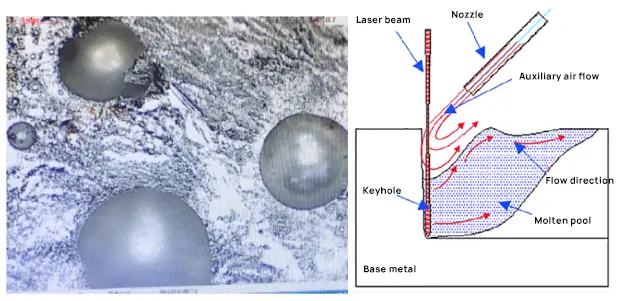
2. Foro per l'aria
La porosità è un difetto comune nella saldatura laser.
La profonda e stretta piscina fusa nella saldatura laser si raffredda rapidamente, rendendo difficile la fuoriuscita di qualsiasi gas generato nella piscina fusa, con conseguente formazione di pori.
Tuttavia, nonostante il rapido raffreddamento, la porosità nella saldatura laser è generalmente inferiore a quella riscontrata nella saldatura per fusione tradizionale.
La pulizia della superficie del pezzo prima della saldatura può ridurre la formazione di pori e anche la direzione del soffiaggio può influire sulla formazione di pori.
Gli spruzzi prodotti durante la saldatura laser possono avere un impatto significativo sulla qualità della superficie della saldatura e causare contaminazione e danni alla lente.
Gli spruzzi sono direttamente legati alla densità di potenza, quindi la riduzione dell'energia di saldatura può contribuire a ridurre gli spruzzi.
Se la penetrazione è inadeguata, la riduzione del velocità di saldatura può anche essere d'aiuto.
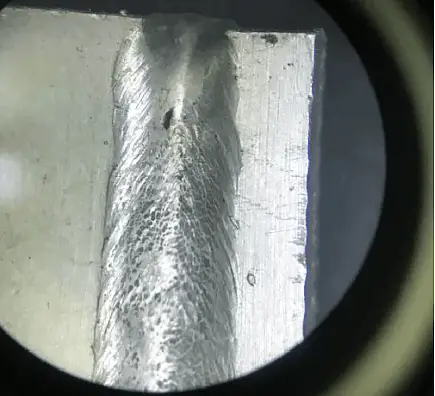
Se la velocità di saldatura è troppo elevata, il metallo liquido sul retro del piccolo foro che punta al centro della saldatura non avrà il tempo di ridistribuirsi, con conseguente solidificazione e sottosquadro su entrambi i lati della saldatura.
Un'ampia fessura nell'assemblaggio del giunto può anche ridurre la quantità di metallo fuso calafatato, rendendo più probabile il verificarsi di un sottosquadro.
Se l'energia diminuisce troppo rapidamente al termine della saldatura laser, il piccolo foro può collassare, causando un sottosquadro locale.
Una corretta combinazione di potenza e velocità può prevenire efficacemente la formazione di sottosquadri.
5. Crollo
Se la velocità di saldatura è bassa, il bagno di fusione sarà più grande e più ampio, aumentando la quantità di metallo fuso. Ciò può rendere difficile il mantenimento della tensione superficiale.
Quando il metallo fuso diventa troppo pesante, il centro della saldatura può affondare e formare crolli e buche.
In questo caso, è necessario ridurre adeguatamente la densità di energia per evitare il collasso della piscina fusa.
Una corretta comprensione dei difetti che possono verificarsi durante la saldatura laser e delle cause dei diversi difetti consente un approccio più mirato alla risoluzione di eventuali anomalie. problemi di saldatura.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti quale sia l'arte della saldatura e quali siano le diverse posizioni coinvolte? In questo affascinante post del blog, approfondiremo le complessità delle posizioni di saldatura, da quelle piatte a quelle...
Il robot di saldatura laser, una tecnologia avanzata che combina robotica e tecnologia laser, viene utilizzato in settori quali la lavorazione della superficie dei prodotti, la foratura, la saldatura e la riparazione degli stampi. A differenza degli attuali...
Come possiamo unire alluminio e acciaio, due metalli con proprietà molto diverse, senza comprometterne l'integrità strutturale? Questo articolo analizza le tecniche avanzate di saldatura laser per affrontare questa sfida,...
Vi siete mai chiesti cosa rende i fili per saldatura in lega di alluminio così essenziali per saldature forti, leggere e resistenti alla corrosione? Questo articolo approfondisce le proprietà di tre popolari fili per saldatura in lega di alluminio...
Rispetto ad altre tecnologie di saldatura, la saldatura laser ha una gamma di applicazioni più ampia e un maggior numero di settori in uso. Inoltre, presenta vantaggi nella saldatura che altre tecnologie non hanno, come...
La saldatura dell'acciaio Q345, un materiale a bassa lega ad alta resistenza, presenta sfide uniche a causa della sua composizione chimica e delle sue proprietà meccaniche. Questo articolo analizza le caratteristiche principali dell'acciaio Q345, i problemi comuni di saldatura...
Vi siete mai chiesti cosa mantiene intatte quelle saldature perfette? Questo post del blog risponde alle 15 domande più frequenti sulle attrezzature di saldatura, dalla comprensione degli alimentatori di saldatura alla risoluzione dei problemi più comuni. Se...
1. La tensione migliore non viene selezionata per la costruzione della saldatura Fenomeno: durante la saldatura, deve essere selezionata la stessa tensione d'arco indipendentemente dalle dimensioni della scanalatura, del riempimento e della tappatura....
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...