Fessurazione da flessione dell'acciaio: Fattori e misure di miglioramento
Vi siete mai chiesti perché l'acciaio a volte si incrina durante la piegatura? In questo articolo esploriamo l'affascinante mondo della tecnologia di piegatura dell'acciaio, scoprendo le ragioni di difetti comuni come le cricche angolari e centrali. Scoprite come tecniche corrette e qualità dei materiali possano fare la differenza nella prevenzione di questi problemi. Preparatevi ad apprendere nozioni pratiche che possono migliorare la vostra comprensione e applicazione della lavorazione dell'acciaio!
La tecnologia di lavorazione della piegatura è un tipo di tecnologia di lavorazione dell'acciaio ampiamente utilizzata in vari settori come la produzione di automobili, macchinari per l'ingegneria, ponti, navi e costruzioni.
Sotto la pressione dello stampo superiore o inferiore della macchina piegatrice, la lamiera subisce prima una deformazione elastica e poi una deformazione plastica.
Nella fase iniziale della piegatura plastica, man mano che lo stampo superiore o inferiore piega la lamiera, questa si adatta gradualmente alla superficie interna della scanalatura a V dello stampo superiore o inferiore, mentre anche il raggio di curvatura diminuisce gradualmente.
Mentre la pressione continua fino alla fine della corsa, le matrici superiore e inferiore entrano in pieno contatto con la lamieraformando la curva a V, che viene comunemente lavorata con macchine piegatrici e impianti di laminazione.
La cricca da flessione è un difetto importante nella lavorazione dell'acciaio. In base alla posizione della cricca, essa può essere suddivisa in cricca d'angolo e cricca centrale.
I fattori che causano le cricche includono una tecnologia di lavorazione inadeguata e difetti di qualità dei materiali, che hanno un impatto negativo sulle imprese di produzione dell'acciaio.
I ricercatori hanno analizzato, riassunto e studiato casi tipici di qualità e hanno fatto riferimento a materiali pertinenti per analizzare i vari fattori che causano le cricche da flessione e proporre misure di miglioramento.
Esempi tipici di prove di flessione, fessurazione e test fisico-chimici
1.1 Campioni di fessure angolari
1.1.1 Morfologia macroscopica
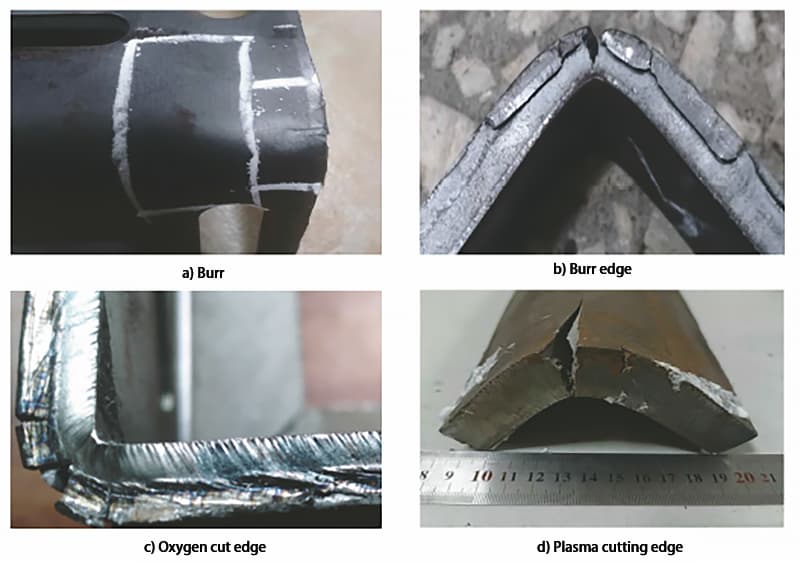
La cricca d'angolo è il tipo di difetto più comune nella cricca da flessione, e di solito sono presenti bave, bordi ruvidi, taglienti di ossigeno, o Taglio al plasma bordi in posizione di cricca d'angolo. Se il bordo del pezzo non viene sabbiato o viene trattato in modo incompleto durante la lavorazione di piegatura, si verificherà una cricca d'angolo, e le cricche in corrispondenza della cricca d'angolo sono solitamente brevi e situate nell'area indurita dalla lavorazione dell'angolo.
Difetti tipici di Q235B L'acciaio Q355B e l'acciaio Q355B sono stati selezionati per l'analisi, e la morfologia macroscopica della cricca d'angolo è mostrata nella Figura 1.
Figura 1: Aspetto macroscopico della cricca d'angolo dell'acciaio.
1.1.2 Analisi della composizione chimica
Per l'analisi della composizione chimica sono stati selezionati quattro campioni di cricche angolari tipiche di acciaio Q235B e Q355B, i cui risultati hanno soddisfatto i requisiti.
1.1.3 Test sulle proprietà meccaniche
Le proprietà meccaniche dei quattro campioni di acciaio Q235B e Q355B sono state testate e i risultati sono riportati nella Tabella 1 (D è il diametro di flessione, a è lo spessore del campione).
Tabella 1: Risultati delle prove di prestazione meccanica dei campioni di acciaio Q235B e Q355B con cricche d'angolo
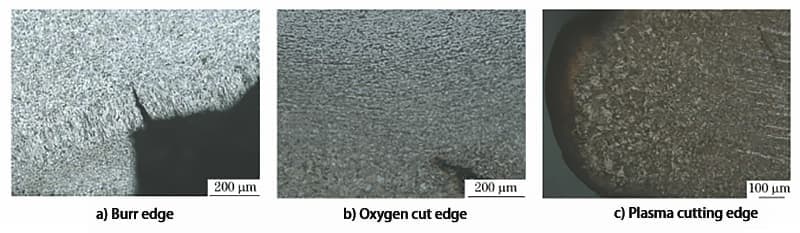
L'esame metallografico è stato effettuato sulle posizioni di cricca dei quattro campioni di cricca d'angolo tipici dell'acciaio Q235B e dell'acciaio Q355B e i risultati sono mostrati nella Figura 2. Come si può notare dalla Figura 2, il tessuto presenta una deformazione a freddo del grano in corrispondenza della posizione di cricca e una struttura di influenza termica in corrispondenza della posizione di cricca da taglio con ossigeno e taglio al plasma.
Figura 2: Aspetto comune dei campioni con fessurazione angolare.
1.2 Campioni di fessurazione a flessione
1.2.1 Morfologia macroscopica
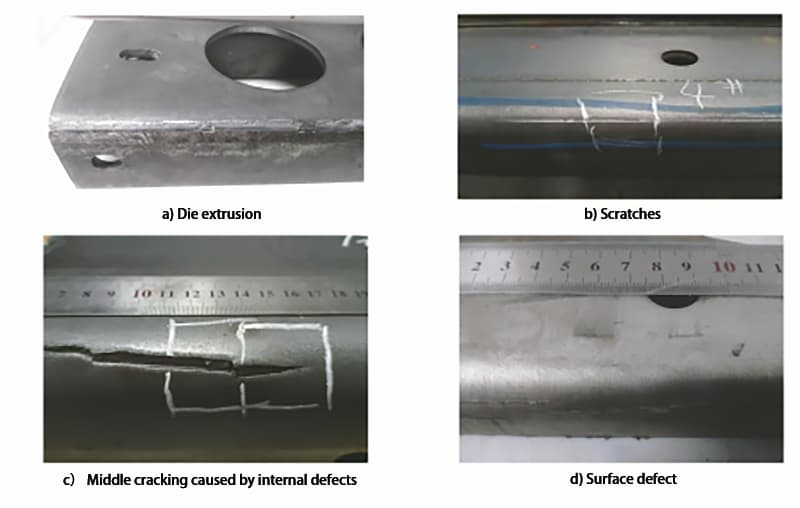
La cricca centrale si manifesta spesso come una cricca non continua al centro del pezzo e le cricche sono solitamente lunghe, con alcuni casi di cricche corte. La morfologia macroscopica della cricca centrale è mostrata nella Figura 3.
Figura 3: Aspetto macroscopico dei campioni con fessurazione centrale.
1.2.2 Analisi della composizione chimica
Per l'analisi della composizione chimica sono stati selezionati sei campioni di cricche centrali tipiche di acciaio Q235B, Q355B e 610L e i risultati hanno soddisfatto i requisiti.
1.2.3 Test sulle proprietà meccaniche
Le proprietà meccaniche dei sei campioni di cricche centrali tipiche dell'acciaio Q235B, dell'acciaio Q355B e dell'acciaio 610L sono state testate e i risultati sono riportati nella Tabella 2. I risultati soddisfano i requisiti.
1.2.4 Esame metallografico
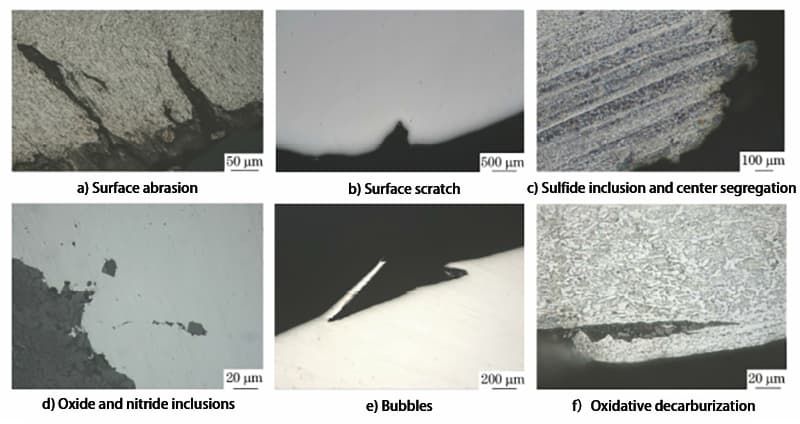
L'esame metallografico è stato eseguito sui sei campioni di cricche centrali tipiche dell'acciaio Q235B, dell'acciaio Q355B e dell'acciaio 610L.
Figura 4: Aspetto microscopico del provino con fessurazione centrale.
Come si può notare dalla Figura 4, nella posizione di estrusione dell'utensile di rettifica è presente una deformazione a freddo del grano e alla radice delle cricche più lunghe e diritte si possono osservare aperture di graffi. I campioni contengono anche inclusioni di solfuro a grappolo, segregazione centrale e particelle di ossidazione ad alta temperatura, decarburazione dovuti all'ossidazione e alle caratteristiche delle bolle.
Analisi delle cause dei difetti di fessurazione in flessione
2.1 Tecniche di lavorazione non corrette
2.1.1 L'influenza del diametro di curvatura
Quando piegatura dell'acciaioLo strato esterno dell'area piegata è sottoposto a tensione, mentre lo strato interno è sottoposto a compressione. Quando lo spessore del materiale è costante, quanto più piccola è la raggio di curvaturapiù forti sono le sollecitazioni di trazione e compressione sul materiale. Se la sollecitazione di trazione sull'angolo esterno supera la resistenza ultima del materiale, si verificheranno cricche o fratture, principalmente al centro del pezzo e talvolta agli angoli.
2.1.2 L'influenza degli strumenti di piegatura
Se le scanalature a V degli utensili di piegatura sono ruvide, il pezzo sarà sottoposto a forze non uniformi durante il passaggio attraverso la macchina di piegatura, causando usura superficiale o pressione locale, con conseguenti difetti superficiali, seguiti da cricche da estrusione. Le cricche appaiono solitamente dritte e lunghe, con una visibile deformazione a freddo dei grani in corrispondenza delle radici delle cricche.
2.1.3 L'influenza della logistica
Durante il trasporto dell'acciaio e le operazioni di carico e scarico, possono verificarsi graffi superficiali che distruggono la continuità della superficie del substrato. Durante la piegatura, nell'area graffiata possono verificarsi delle cricche. Queste cricche sono solitamente più lunghe e diritte, con aperture visibili alla radice della cricca.
2.2 L'influenza dei difetti del materiale
2.2.1 L'influenza degli elementi nocivi, delle inclusioni e dei gas nell'acciaio
Durante il processo di fusione, l'elevato contenuto di zolfo e fosforo nell'acciaio porta a un elevato contenuto di inclusioni di solfuro o, anche se il contenuto complessivo non supera lo standard, questi elementi si aggregano localmente e causano una grave segregazione centrale in corrispondenza delle inclusioni. Ciò comporta una diminuzione della plasticità e della tenacità dell'acciaio, rendendolo suscettibile alla flessione e alle cricche.
Inoltre, le microcricche sulla superficie del lingotto vengono ossidate ad alte temperature durante la laminazione e l'elevato contenuto di ossigeno e azoto nell'acciaio, in particolare l'elemento azotato, forma facilmente TiN con titanio. Le particelle di TiN precipitate lungo i bordi dei grani durante la colata continua possono causare cricche originali nella billetta, che possono portare a cricche durante la flessione.
2.2.2 L'influenza della qualità della superficie dell'acciaio
Le microfessure e i fori d'aria sulla superficie dell'acciaio sono soggetti a cricche nel punto in cui si verificano le sollecitazioni dopo la piegatura. Molteplici piccole cricche possono essere visibili in corrispondenza delle arco di curvatura ad occhio nudo.
2.2.3 L'influenza delle proprietà meccaniche e dell'anisotropia dell'acciaio
Maggiore è la plasticità del materiale, più stabile è la deformazione plastica e maggiore è l'allungamento a rottura, migliori sono le prestazioni di piegatura. Anche se il diametro di piegatura è piccolo, non è facile che si rompa.
Inoltre, le proprietà longitudinali e trasversali dell'acciaio sono diverse e la struttura a bande longitudinale è più severa di quella trasversale. Ciò significa che l'indice di plasticità longitudinale dell'acciaio è più alto, per cui quando si piega lungo una direzione perpendicolare alla direzione di laminazione, le prestazioni di piegatura dell'acciaio sono migliori e meno soggette a cricche rispetto alla piegatura lungo la direzione trasversale.
Misure di miglioramento
(1) Soluzioni al problema delle cricche causate dalle bave, bordi taglientie il taglio ad ossigeno nelle aree angolari: levigare e arrotondare manualmente le bave e gli spigoli vivi, oppure utilizzare una macchina sbavatrice per rimuoverli automaticamente ed eliminare l'area di lavorazione indurita per ridurre il tasso di cricche.
Cambiare il processo di piegatura alla formatura in continuo, quindi tagliare dopo la formatura per evitare la lavorazione indurita causata dal taglio. Eliminare i difetti minori attraverso i successivi processi di saldatura.
(2) Per risolvere il problema dei raggi di curvatura ridotti, l'angolo R deve essere ampliato entro l'intervallo consentito dal progetto per evitare un raggio di curvatura troppo piccolo.
(3) Evitare graffi superficiali durante il processo logistico di trasporto e scarico dei materiali in acciaio.
(4) Nel processo di produzione dell'acciaio, migliorare la purezza dell'acciaio, ridurre il contenuto e l'aggregazione delle inclusioni nell'acciaio. Il processo di soffiaggio con argon deve essere sfruttato appieno per garantire che i solfuri più grandi presenti nell'acciaio siano completamente flottati e separati.
Il campo di flusso appropriato deve essere mantenuto durante il processo di flusso dell'acciaio per garantire un campo di flusso corretto e stabile nel cristallizzatore, che può rimuovere ulteriormente le inclusioni nell'acciaio e prevenire la contaminazione dovuta all'intrappolamento delle scorie.
Controllo ragionevole della temperatura di colata, della velocità di estrazione e della velocità di raffreddamento durante la colata continua. L'uso corretto della tecnologia di pressatura leggera e della tecnologia di agitazione elettromagnetica può migliorare la qualità interna della billetta, ridurre la segregazione centrale e prevenire la formazione di cricche centrali.
(5) Nel processo di laminazione, rafforzare il controllo del riscaldamento, della temperatura di laminazione e dei processi di raffreddamento successivi alla laminazione, evitando la formazione di strutture anomale come la bainite, martensite, grani grossi e cristalli misti, e riducono la resistenza entro la gamma consentita dagli standard di prodotto, migliorando al contempo la plasticità e la tenacità.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai affrontato le sfide della piegatura di lastre di acciaio inossidabile? Questo articolo svela le complessità della piegatura dell'acciaio inossidabile, dalla forza necessaria all'impatto del ritorno elastico. Per saperne di più...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Vi siete mai chiesti come si piegano i pezzi di metallo in varie forme? In questo affascinante articolo, approfondiremo l'arte e la scienza della piegatura nello stampaggio dei metalli. Il nostro esperto...
Avete mai pensato che la piegatura della lamiera potesse essere così complessa? La piegatura chiusa, una tecnica fondamentale nella lavorazione della lamiera, utilizza metodi specializzati per ottenere piegature precise e durature senza bisogno di un professionista...
Immaginate di ottenere piegature di lamiera perfette, senza segni o imperfezioni. Questo articolo approfondisce le tecniche avanzate che assicurano una qualità superficiale perfetta nei processi di piegatura dei metalli. Imparerete a conoscere le innovative...
Vi siete mai chiesti come fanno le massicce strutture in acciaio delle locomotive a ottenere curve precise? In questo articolo vi sveliamo i segreti della creazione di grandi raggi di curvatura nelle parti in lamiera....
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Vi siete mai chiesti perché i vostri progetti di lamiera non si incastrano sempre perfettamente? La chiave sta nella comprensione della tolleranza di piegatura. Questo concetto assicura una piegatura precisa e riduce lo spreco di materiale. In questo...