Vi siete mai chiesti come l'acciaio si trasforma da una superficie opaca e arrugginita a una finitura lucida e immacolata? Il decapaggio dell'acciaio è il processo chiave di questa straordinaria metamorfosi. In questo articolo, un esperto ingegnere meccanico svela i segreti del decapaggio dell'acciaio, offrendo uno sguardo affascinante sul mondo del trattamento delle superfici metalliche. Scoprite la scienza alla base del processo e il suo ruolo cruciale in diversi settori industriali.
Le recenti azioni di regolamentazione da parte delle agenzie per la protezione dell'ambiente hanno intensificato l'esame delle operazioni di decapaggio nell'industria della lavorazione dei metalli. Le strutture e gli impianti di lavorazione che non rispettano i rigorosi standard ambientali hanno dovuto affrontare ordini di chiusura o misure di rettifica obbligatorie. Questa maggiore sorveglianza ha suscitato una diffusa preoccupazione tra gli operatori del settore riguardo ai processi di decapaggio e al loro impatto ambientale.
Il processo di decapaggio, essenziale per rimuovere gli ossidi superficiali e le impurità dai substrati metallici, comporta tradizionalmente l'uso di acidi forti e sostanze chimiche pericolose. Queste sostanze, se non gestite correttamente, possono comportare rischi significativi per l'ambiente e la salute. Le principali aree di interesse includono:
Gestione degli effluenti: Trattamento e smaltimento corretto delle acque reflue cariche di acidi per prevenire la contaminazione del suolo e delle acque sotterranee.
Controllo della qualità dell'aria: Attenuazione dei fumi e dei vapori nocivi generati durante le operazioni di decapaggio.
Sicurezza dei lavoratori: Garantire un'adeguata protezione del personale esposto a sostanze chimiche corrosive e a condizioni di lavoro potenzialmente pericolose.
Efficienza delle risorse: Ottimizzare l'uso dei prodotti chimici e implementare sistemi di recupero per ridurre al minimo la produzione di rifiuti.
In risposta a queste sfide, l'industria sta assistendo a uno spostamento verso tecnologie e pratiche di decapaggio più sostenibili. Le innovazioni in questo campo includono:
Sviluppo di agenti decapanti ecologici a ridotto impatto ambientale
Implementazione di sistemi a ciclo chiuso per il recupero e il riutilizzo degli acidi
Adozione di metodi di decalcificazione meccanica come pretrattamento per ridurre il consumo di prodotti chimici
Integrazione di sistemi avanzati di controllo dei processi per l'ottimizzazione dell'uso dei prodotti chimici e una maggiore efficienza
I. Definizione e classificazione del decapaggio dell'acciaio
1. Definizione di decapaggio
Il decapaggio è un processo critico di preparazione della superficie nella produzione dei metalli, in cui le scaglie di ossido di ferro (ruggine e scaglie di laminazione) vengono rimosse chimicamente dalla superficie del metallo utilizzando soluzioni acide. Questo processo prevede l'immersione del metallo in un bagno di acido accuratamente controllato a concentrazioni, temperature e tempi di esposizione specifici. L'acido reagisce con lo strato di ossido, dissolvendolo e lasciando una superficie metallica pulita e nuda.
Gli acidi comunemente utilizzati per il decapaggio includono l'acido cloridrico (HCl), l'acido solforico (H2SO4) e l'acido fosforico (H3PO4), ciascuno selezionato in base al tipo di metallo e alla finitura superficiale desiderata. I parametri del processo - concentrazione dell'acido, temperatura del bagno e tempo di immersione - sono regolati con precisione per garantire un'efficace rimozione delle incrostazioni, riducendo al minimo la perdita di metallo di base e prevenendo un eccessivo decapaggio, che può portare all'infragilimento da idrogeno in alcune leghe.
Il decapaggio è essenziale per preparare le superfici metalliche a processi successivi come la placcatura, la verniciatura o l'ulteriore lavorazione, in quanto aumenta l'adesione del rivestimento e migliora la qualità complessiva del prodotto e la resistenza alla corrosione.
2. Classificazione del decapaggio
Il decapaggio è un processo di trattamento superficiale fondamentale nella produzione dei metalli, utilizzato principalmente per rimuovere ossidi, incrostazioni e impurità dalle superfici metalliche. I metodi di decapaggio possono essere classificati in base a diversi fattori:
La scelta dell'acido dipende dal metallo da trattare. Ad esempio:
Gli acciai al carbonio e a basso tenore di leghe sono tipicamente decapati con acido solforico o cloridrico.
Gli acciai inossidabili richiedono spesso una miscela di acido nitrico e fluoridrico (nota come decapaggio acido misto) a causa del loro strato passivo di ossido.
Le leghe speciali possono richiedere specifiche combinazioni di acidi o processi di decapaggio elettrolitico.
2. Per geometria del pezzo:
- Decapaggio del filo - Forgiatura Decapaggio - Decapaggio di lastre/piastre - Decapaggio di nastri d'acciaio - Decapaggio di tubi e tubazioni
Ogni geometria presenta sfide uniche per quanto riguarda la circolazione dell'acido, i tempi di immersione e i metodi di manipolazione.
3. Per configurazione dell'apparecchiatura:
- Decapaggio in vasca batch - Decapaggio semi-continuo - Linee di decapaggio continuo - Decapaggio a spruzzo - Decapaggio a torre (verticale)
La scelta dell'apparecchiatura dipende dal volume di produzione, dalle dimensioni del materiale e dalla produttività desiderata. Le linee continue sono spesso utilizzate per la produzione di grandi volumi di lamiere e nastri, mentre i processi a lotti possono essere più adatti per produzioni varie o più piccole.
4. Per tecnologia di processo:
- Decapaggio convenzionale per immersione - Decapaggio elettrolitico - Decapaggio elettrolitico neutro (NEP) - Decapaggio turbolento - Rigenerazione acida ad alta temperatura (HTAR) Decapaggio
Le tecnologie avanzate di decapaggio mirano a migliorare l'efficienza, a ridurre l'impatto ambientale e a migliorare la qualità della superficie.
La scelta del metodo di decapaggio appropriato implica la considerazione di fattori quali la composizione del materiale, le condizioni della superficie, i requisiti di produzione, le normative ambientali e l'efficacia dei costi. Le moderne operazioni di decapaggio spesso integrano sistemi di controllo automatizzati, unità di recupero degli acidi e depuratori di fumi per ottimizzare il processo e ridurre al minimo l'impatto ambientale.
II. Metodi di rimozione delle incrostazioni di ossido di ferro
La rimozione delle incrostazioni di ossido di ferro può essere effettuata con tre metodi principali: meccanico, chimico ed elettrochimico. Ciascun metodo offre vantaggi distinti ed è adatto a diverse applicazioni in base alle caratteristiche delle incrostazioni, al materiale del substrato e alla finitura superficiale desiderata.
Metodi meccanici:
Lucidatura abrasiva: utilizza materiali abrasivi per rimuovere fisicamente le incrostazioni e ottenere una finitura superficiale liscia.
Burattatura: Consiste nel far ruotare i pezzi in un barile con mezzi abrasivi per rimuovere le incrostazioni per attrito e impatto.
Getto d'acqua ad alta pressione: Utilizza getti d'acqua con pressioni fino a 3.000 bar per eliminare le incrostazioni senza danneggiare il metallo sottostante.
Spazzolatura elettrica: utilizza spazzole metalliche o abrasive per eliminare le incrostazioni sciolte e moderatamente aderenti.
Granigliatura: Propone piccoli colpi di metallo ad alta velocità per colpire e rimuovere le incrostazioni, adatti per grandi superfici.
Sabbiatura: Proietta particelle abrasive (ad esempio, sabbia di silice, ossido di alluminio) con aria compressa per eliminare le incrostazioni e creare un profilo superficiale uniforme.
Rottura delle scaglie: Comporta un impatto meccanico o una vibrazione per rompere e staccare gli strati di scaglie fragili.
Metodi chimici:
La decalcificazione chimica utilizza sostanze reattive per sciogliere o allentare le incrostazioni di ossido di ferro. Gli agenti chimici più comuni sono:
Alcali: Idrossido di sodio (NaOH) o idrossido di potassio (KOH)
Agenti chelanti: EDTA (acido etilendiamminotetraacetico) o composti simili.
La scelta dell'agente chimico dipende dalla composizione della scaglia, dal metallo di base e da considerazioni ambientali. Spesso vengono aggiunti degli inibitori per proteggere il metallo sottostante da un attacco eccessivo.
Metodi elettrochimici:
La decalcificazione elettrochimica, nota anche come decapaggio elettrolitico, combina processi chimici ed elettrici:
Il pezzo di acciaio viene immerso in una soluzione elettrolitica (tipicamente a base acida).
La corrente continua viene applicata tra il pezzo (catodo) e un elettrodo inerte (anodo).
La corrente elettrica accelera la reazione chimica, aumentando l'efficienza di rimozione delle incrostazioni.
L'evoluzione dell'idrogeno al catodo aiuta a sollevare meccanicamente le incrostazioni allentate.
Questo metodo offre tassi di decalcificazione più rapidi e può essere più efficace per gli strati di calcare strettamente aderenti rispetto al solo decapaggio chimico.
Ogni metodo di rimozione ha i suoi punti di forza e i suoi limiti. La scelta dipende da fattori quali lo spessore della scaglia, le proprietà del materiale del substrato, il volume di produzione, le normative ambientali e la finitura superficiale desiderata. Spesso, per ottenere risultati ottimali nelle applicazioni industriali, è possibile utilizzare una combinazione di metodi.
III. La forma principale di decapaggio dell'acciaio
Attualmente, nel mondo esistono tre metodi principali per il decapaggio dell'acciaio:
Decapaggio dell'acciaio in un unico pezzo (decapaggio dell'acciaio, decapaggio di un singolo coil, decapaggio di un singolo fascio di fili)
Decapaggio continuo
Decapaggio semi-continuo
Il decapaggio dell'acciaio in un unico pezzo è il metodo di decapaggio più semplice e primitivo.
La sua caratteristica è che non è necessario aprire la bobina.
L'intera bobina di filo o la bobina sciolta bobina di acciaio viene messo in salamoia e poi issato in piscina per essere lavato.
A causa della scarsa qualità del decapaggio, della bassa efficienza della produzione e soprattutto dell'inquinamento ambientale, si sta cercando di eliminarlo con forza.
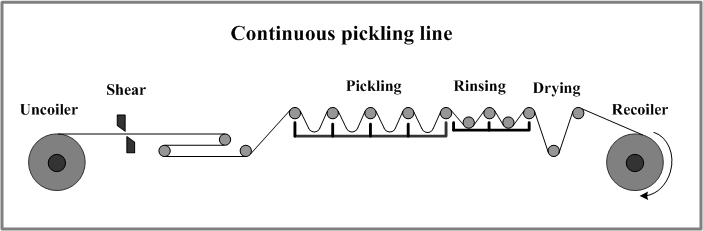
Il decapaggio continuo è un metodo di decapaggio ad alto rendimento, di alta qualità e a rapido sviluppo.
È dotata di una saldatrice e di un dispositivo di loop sull'unità, in modo che la sezione di processo non si fermi quando la bobina viene cambiata per garantire il funzionamento continuo dell'unità.
Ma l'unità è lunga, l'attrezzatura è complicata e l'investimento è elevato.
Esistono due tipi principali di linee di decapaggio continuo: le unità di decapaggio orizzontale continuo e le unità di decapaggio a torre continuo.
Il decapaggio semicontinuo è relativo al decapaggio a pezzo singolo e a quello continuo.
Poiché non è necessario predisporre una saldatrice (o una semplice saldatrice come una macchina da cucire) e un crochet di grande capacità, è necessario fermare la macchina quando si cambia la bobina.
Questo metodo è più adatto alla produzione di 200.000-900.000 t/a.
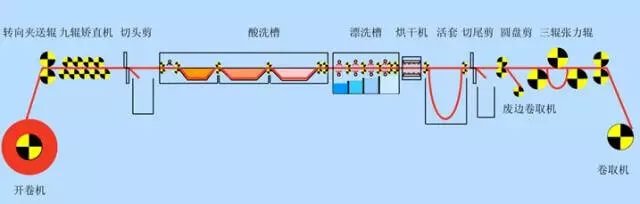
Fig.1 Schema della linea di produzione dell'unità di decapaggio push-pull
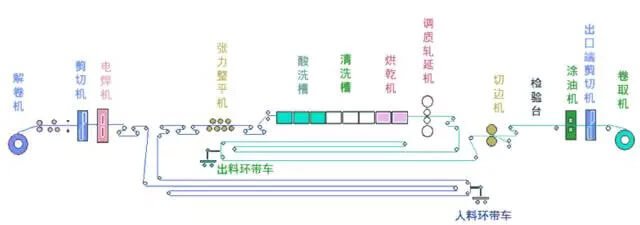
Fig.2 Schema della linea di produzione dell'unità di decapaggio continuo completo
Con il miglioramento del tenore di vita delle persone, aumenta la richiesta di un ambiente più pulito. Per soddisfare questa esigenza, stanno emergendo costantemente nuove tecnologie e linee di produzione ad alta efficienza, non inquinanti e di buona qualità per la rimozione degli ossidi di ferro.
Il 20 luglio 2013, con la bobina di decapaggio senza rotoli uscita dalla linea di produzione del laminatoio a caldo del Taiyuan Iron and Steel Group, è entrata ufficialmente in produzione la prima linea di trattamento superficiale senza decapaggio di bobine di acciaio della Cina.
In passato, il trattamento superficiale dell'acciaio I rotoli dovevano essere completati con il decapaggio e l'oliatura, con costi di produzione elevati, inquinamento ambientale e problemi di smaltimento dei rifiuti.
La nuova linea di trattamento senza decapaggio utilizza la nuova tecnologia di trattamento EPS, che elimina il processo di decapaggio dei coils d'acciaio, elimina la produzione di rifiuti, ricicla tutti i media e rende la superficie dei coils d'acciaio più pulita e resistente alla corrosione.
La tecnologia del brevetto EPS è stata sviluppata sulla base della tecnologia SCS. Il principio di base è l'utilizzo di un dispositivo speciale per la lavorazione dell'EPS in uno spazio chiuso. Le superfici superiore e inferiore della piastra d'acciaio vengono spruzzate con il mezzo di lavoro EPS, una miscela di graniglia d'acciaio e acqua, e l'ossido o le incrostazioni sulla superficie della piastra d'acciaio vengono rimossi con una certa forza di spruzzatura senza che rimanga alcun ossido.
Di conseguenza, la superficie della lamiera d'acciaio può essere resa liscia e pulita, una superficie definita "verde".
IV. Il principio del decapaggio dell'acciaio
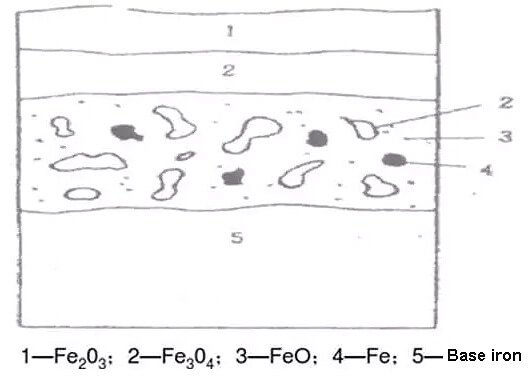
Il decapaggio è il processo di rimozione chimica delle incrostazioni sulla superficie del metallo, per cui viene chiamato anche decapaggio chimico. Le incrostazioni (Fe203, Fe304, Fe0) che si formano sulla superficie del nastro sono tutti ossidi alcalini insolubili in acqua. Quando il metallo viene immerso in una soluzione acida o spruzzato con una soluzione acida sulla superficie, questi ossidi basici subiscono una serie di cambiamenti chimici con gli acidi.
Fig.3 Struttura delle scaglie di ossido di ferro
Le incrostazioni sulla superficie dell'acciaio strutturale al carbonio o dell'acciaio a bassa lega sono sciolte, porose e fessurate. Inoltre, le incrostazioni vengono ripetutamente piegate, raddrizzate e trasportate insieme al nastro sull'unità di decapaggio, il che aumenta ed espande ulteriormente le fessure dei pori.
Pertanto, mentre la soluzione acida reagisce chimicamente con le incrostazioni di ossido di ferro, reagisce anche con il ferro di base dell'acciaio attraverso crepe e pori. In altre parole, all'inizio del decapaggio si verificano tre tipi di reazioni chimiche tra le scaglie di ossido di ferro, il ferro metallico e la soluzione acida.
Le incrostazioni di ossido di ferro si dissolvono per reazione chimica con l'acido (dissoluzione).
Il ferro metallico reagisce con l'acido per generare idrogeno e si stacca meccanicamente dalle incrostazioni (effetto peeling meccanico).
L'idrogeno atomico generato riduce gli ossidi di ferro in ossidi ferrosi che sono soggetti all'azione dell'acido e quindi rimossi dall'azione dell'acido (riduzione).
V. Decapaggio con acido cloridrico vs. decapaggio con acido solforico
L'acido cloridrico (HCl) è emerso come il mezzo di decapaggio predominante nella moderna lavorazione dei metalli, superando l'acido solforico (H2SO4) nelle applicazioni industriali grazie alle sue caratteristiche prestazionali superiori.
Il decapaggio con HCl offre vantaggi distinti:
Rimozione completa delle incrostazioni: L'HCl dissolve tutti i tipi di incrostazioni di ossido senza generare residui di decapaggio, garantendo una pulizia completa della superficie.
Corrosione minima del metallo di base: Il processo lascia il metallo sottostante in gran parte inalterato, dando luogo a una finitura superficiale liscia e argentea.
Miglioramento della qualità del prodotto: Il trattamento superficiale uniforme contribuisce a migliorare la lavorazione a valle e le caratteristiche del prodotto finale.
Maggiore efficienza produttiva: Il decapaggio con HCl è circa due volte più veloce di quello con H2SO4, riducendo in modo significativo i tempi di lavorazione.
Riduzione della perdita di metallo: Il decapaggio con HCl dimostra una perdita di ferro inferiore di 20% rispetto all'H2SO4, con tassi di perdita di ferro tipici di 0,4-0,5% per l'HCl rispetto a 0,6-0,7% per l'H2SO4.
Vantaggi economici: Il minor consumo di acido, la riduzione della perdita di metallo e i tempi di lavorazione più rapidi contribuiscono all'economicità complessiva.
Sostenibilità ambientale: I recenti progressi nella tecnologia di rigenerazione degli acidi hanno permesso di recuperare e trattare in modo efficiente gli acidi di scarto dell'HCl, promuovendo processi a ciclo chiuso e riducendo al minimo l'impatto ambientale.
Questi fattori hanno portato all'adozione diffusa del decapaggio con HCl in diverse industrie di lavorazione dei metalli, tra cui i settori siderurgico, automobilistico e aerospaziale. Tuttavia, la scelta tra decapaggio con HCl e H2SO4 può ancora dipendere dai requisiti specifici dell'applicazione, dalla composizione del materiale e dalle normative ambientali locali.
VI. Formulazione per la rimozione della ruggine da decapaggio di ferro e acciaio
1. Soluzione per la rimozione della ruggine da ferro e acciaio fuso
Questo antiruggine a temperatura ambiente pulisce rapidamente la ruggine e l'ossidazione dalle superfici di ferro e ha anche proprietà sgrassanti. La sua composizione e le condizioni operative sono le seguenti:
Nota: il sale da cucina controlla l'azione corrosiva dell'H2SO4 sull'acciaio al carbonio, sull'acciaio al cromo e sull'acciaio al cromo-nichel e agisce anche come inibitore della polvere.
Per evitare la nebbia acida, aggiungere un soppressore di nebbia 10%.
Questa soluzione per la rimozione della ruggine agisce rapidamente e, a temperatura ambiente, la rimozione della ruggine richiede non più di 10 minuti. Grazie all'inibitore di polvere e cenere, la superficie metallica è pulita e presenta una superficie grigio-bianca dopo il decapaggio.
La raffineria, che si occupa di tubi in acciaio da 200 m, Φ200 mm~300 mm, rivestiti in gomma, ha prima effettuato la rimozione della ruggine interna dei tubi utilizzando questo antiruggine, che si è rivelato molto efficace. Tutti i rivestimenti in gomma hanno superato l'ispezione.
2. Soluzione per la rimozione della ruggine dal refrigeratore d'acqua in acciaio al carbonio
Prima di applicare un rivestimento anticorrosione a un refrigeratore d'acqua in acciaio al carbonio, è necessario sottoporlo a decapaggio per rimuovere la ruggine. La composizione della soluzione di lavaggio è la seguente (frazione di massa):
Acido cloridrico industriale: 48,6~64,6%
Acqua industriale: 51,4~35,4% (contenuto 30%)
Esametilentetramina: 0,3% della soluzione acida
Processo di decapaggio: Decapaggio a temperatura ambiente per 30~60 minuti, quindi risciacquo con acqua fino a neutralità. Infine, effettuare la fosfatazione o la passivazione. Questa formula è ampiamente utilizzata a livello nazionale per la rimozione della ruggine negli scambiatori di calore raffreddati ad acqua, con buoni risultati di rivestimento.
3. Soluzione per la rimozione della ruggine da ferro e ossido di acciaio di grandi dimensioni
Acido cloridrico industriale (30%): 350g/L
Anilina: 0,3 g/L
Esametilentetramina: 0,8g/L
Acqua: Residui
Acido acetico: 0,8g/L
Processo di rimozione della ruggine: A una temperatura di 30~50°C, rimuovere la ruggine per 1 ora, quindi risciacquare con acqua fino a raggiungere un valore di pH pari a 7. Infine, utilizzando una soluzione 10% di nitrito di sodio a una temperatura di 30~40°C, passivare per 30 minuti per prevenire la ruggine.
4. Soluzione per la rimozione della ruggine da acciaio altamente legato
Processo di rimozione della ruggine: A una temperatura di 40~50°C, rimuovere la ruggine per 15~16 minuti, quindi risciacquare con acqua. Questa formula è adatta soprattutto per la rimozione della ruggine dagli acciai ad alta lega.
5. Soluzione di rimozione della ruggine leggera (frazione di massa)
Anidride cromica: 15
Acqua: 76,5
Acido fosforico: 8.5
Processo di decapaggio: Riscaldare la soluzione per la rimozione della ruggine a 85~95°C e sottacere per 2~3 minuti per rimuovere la ruggine. Questa formula è adatta soprattutto per la rimozione di ruggine leggera da parti di precisione, cuscinetti e simili.
6. Antiruggine per strumenti e parti di precisione
Soluzione per la rimozione della ruggine Condizioni operative: Temperatura di rimozione della ruggine 80~90°C, tempo di rimozione della ruggine 10~20 minuti.
7. Soluzione per lo sgrassaggio, la rimozione della ruggine, la fosfatazione e la pulizia della passivazione di ferro e acciaio.
Con lo sviluppo dell'industria, sono emersi i prodotti "due in uno" per la rimozione dell'olio e della ruggine, "tre in uno" per la rimozione dell'olio, della ruggine, la fosfatazione o la passivazione, multifunzionali per la rimozione della ruggine.
Processo di rimozione della ruggine: Rimozione della ruggine con decapaggio a temperatura ambiente per 2~10 minuti, quindi risciacquo con acqua fino a neutralità e infine trattamento antiruggine.
La sua formula è riportata nella tabella seguente:
Tabella 1 Formula della soluzione di rimozione della ruggine
Nome della materia prima
Contenuto 1%
Perdonare il nome
Contenuto/%
Idrogeno fosfato disodico Nitrito di sodio Bicarbonato di sodio
3.5 6.2 1
Glicerolo Acqua
1.6 87.7
Questa soluzione antiruggine ha una forte capacità di prevenzione della ruggine, ma il tempo di prevenzione della ruggine è relativamente breve, quindi è adatta per la prevenzione della ruggine tra i processi.
La soluzione "tre in uno" per lo sgrassaggio, la rimozione della ruggine e la passivazione (o fosfatazione) è adatta per il trattamento delle apparecchiature metalliche prima della verniciatura, raggiungendo così lo scopo di sgrassare, rimuovere la ruggine e passivare (o fosfatare). Tuttavia, non è adatta in presenza di molte incrostazioni e di pesanti macchie di ruggine.
Composizione "tre in uno" per lo sgrassaggio, la rimozione della ruggine e la passivazione:
Acido ossalico: 150g/L
Emulsionante: 10g/L
Tiourea: 10g/L
Acqua: Residui
Le condizioni di lavoro sono temperatura di rimozione della ruggine 85°C, tempo di rimozione della ruggine 2~2 minuti.
Composizione della soluzione "tre in uno" per lo sgrassaggio, la rimozione della ruggine e la fosfatazione:
Acido fosforico: 50~300g/L
Soluzione di acido organosilicico M-P: 0,1g/L
Tiourea: 3~5g/L
Acqua: Residui
Le condizioni di lavoro sono una temperatura di 85°C e un tempo di 2~3 minuti.
La composizione della soluzione "quattro in uno" per lo sgrassaggio, la rimozione della ruggine, la fosfatazione e la passivazione è riportata nella tabella seguente.
Formula "quattro in uno"/(g/L)
Temperatura di rimozione della ruggine/°C
Tempo di rimozione della ruggine/min
Nome del materiale
1#
2#
1#
2#
1#
2#
Acido fosforico (contenuto 80%)
110~180
110
50~60
55~65
25
5~15
Ossido di zinco
30~50
25
Nitrato di zinco
150~170
150
Cloruro di magnesio
15~30
3
Tartrato di potassio
0.2~0.4
5
Molibdato di ammonio
0.8~1.2
1
Dodecil solfato di sodio
20~40
30
Fosfato manganoso
/
10
Bicromato di potassio
/
0.2~0.3
Acqua
Residuo
Residuo
Prendendo come esempio la formula 2#, si versa una certa quantità di ossido di zinco in un contenitore e lo si rende una pasta con acqua distillata. Mescolando, aggiungere acido fosforico finché non si scioglie in diidrogenofosfato di zinco trasparente. Diluire con acqua distillata fino a 2/3 del volume totale, quindi aggiungere quantità calcolate di nitrato di zinco, cloruro di magnesio, acido fosforico, acido tartarico e bicromato di potassio. Dopo aver mescolato fino allo scioglimento, aggiungere la soluzione di molibdato di ammonio sciolta in un piccolo contenitore in due riprese e mescolare uniformemente. Infine, aggiungere il detergente 601 e diluire fino al volume totale.
Il detergente 601 è un tensioattivo anionico, che ha una buona permeabilità e bagnabilità, è facilmente solubile in acqua, resistente agli acidi, resistente al calore e non reagisce con gli ioni metallici, quindi è molto stabile nel solvente e viene utilizzato per la rimozione dell'olio. Il processo di fosfatazione del "quattro in uno" è lo stesso del principio generale di fosfatazione. La rimozione dell'olio e della ruggine avvengono contemporaneamente e l'acido fosforico ha un effetto di assorbimento sul ferro, formando una densa pellicola fosfatante sulla superficie dell'acciaio. Il molibdato di ammonio e il bicromato di potassio agiscono come passivanti.
L'acidità libera della soluzione di trattamento "quattro in uno" è di 17~25 punti, l'acidità totale è di 170~220 punti e il rapporto tra acidità libera e acidità totale è di (1:7)~(1:10).
Utilizzare la soluzione standard di NaOH 0,1mol/L per titolare 10mL di soluzione fosfatante. Quando si usa la fenolftaleina come indicatore, i millilitri di NaOH consumati sono il numero "punto" dell'acidità totale. Quando si usa l'arancio di metile come indicatore, i millilitri di NaOH consumati sono il numero "punto" dell'acidità libera.
Le parti in acciaio con colori oro e arcobaleno possono essere lavorate direttamente. Se l'inquinamento da olio è grave, è possibile aggiungere un emulsionante OP per migliorare la capacità di decontaminazione. Le parti in acciaio con scaglie di ossido blu non possono essere trattate con questo metodo perché le scaglie di ossido sono troppo spesse. La quantità di scaglie che questo metodo può dissolvere è di 7~10g/m².
Sulla superficie delle parti in acciaio trattate con "quattro in uno" si forma una sottile pellicola di fosfati insolubili di metalli come zinco, ferro e magnesio. Questa pellicola ha proprietà protettive e può assorbire la vernice, migliorando l'adesione del film di vernice e aumentando le capacità protettive.
In seguito, presenterò altre due formule di soluzioni "quattro in uno" per lo sgrassaggio, la rimozione della ruggine, la fosfatazione e la passivazione, adatte alla rimozione delle scaglie di ossido.
Il processo della prima formula è più complesso rispetto alle altre formule. È suddiviso in due fasi. La prima fase consiste nell'eliminazione dell'olio e della ruggine (ossido di calcare) (si veda la tabella 1 per la formula); la seconda fase consiste nel trattamento di fosfatazione e passivazione (si veda la tabella 2 per la formula). Va notato che dopo aver rimosso l'olio e la ruggine, è necessario risciacquare con acqua. Dopo che l'acqua è neutra, si possono effettuare i trattamenti di fosfatazione e passivazione.
Tabella 1 Formula per la rimozione dell'olio e della ruggine (ossido)
Formula per la rimozione di olio e ruggine
Condizioni di lavoro per la soluzione di rimozione di olio e ruggine
Nota: la quantità di acido solforico può essere aumentata se le incrostazioni di ossido sono spesse.
Tabella 2 Formula della soluzione di fosfatazione e passivazione
Formulazione di fosfatazione e passivazione
Condizioni di lavoro per la fosfatazione e la passivazione
Ingredienti
Concentrazione/(g/L)
Temperatura di fosfatazione /°C
Tempo di fosfatazione /min
Acido fosforico
58
65~75
Ossido di zinco
15
Nitrato di zinco
200
Diidrogeno fosfato di cromo (calcolato come bicromato di potassio)
0.3~0.4
Titanio Ossido di solfato (non necessario per la saldatura)
0.1~0.3
Acido tartarico
5
Dodecil solfato di sodio
15mL
Emulsionante OP
15mL
Acqua
Residuo
Nota: Il rapporto tra acidità libera e acidità totale: (1:12) ~ (1:18)
Parametri del processo di fosfatazione: Utilizzare una diluizione 1:1 della soluzione fosfatante con acqua, il tempo di trattamento è di 15~30 minuti, la temperatura di trattamento è di 10~60°C, l'acidità totale è di 200~250 punti.
Tempo di asciugatura: essiccazione naturale per 24 ore o essiccazione a 120°C per 30~60 minuti. L'aspetto del film di fosfatazione è grigio scuro, il film è densamente cristallizzato, continuo e uniforme; lo spessore del film di fosfatazione è di 5~8μm; l'adesione è di grado I; la resistenza agli urti è di 500N-cm; il test di caduta al solfato di rame >150S; il test di immersione in soluzione di cloruro di sodio >8h; la prevenzione della ruggine in ambienti interni (T20°C RH86%) >60 giorni.
8. Pasta acida per decapaggio
La pasta per decapaggio acido può essere utilizzata per rimuovere la ruggine. Lo spessore di applicazione consigliato è di 1~2 mm, con una quantità di 2~3 kg/m², e il tempo totale di rimozione della ruggine è di 60 minuti. Dopo la rimozione della ruggine, risciacquare con acqua.
Infine, asciugare con una miscela di acido acetico e ammoniaca per prevenire la ruggine. La formula della pasta per decapaggio acido è la seguente (si prega di fornire la tabella):
Tabella 3 Formula della pasta decapante acida per la prevenzione della ruggine
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di sbloccare la precisione delle macchine utensili con una semplice superficie di vetro. Le righe a reticolo lineare fanno proprio questo, trasformando le linee sottili in misure estremamente precise. Questo articolo analizza come queste...
Vi siete mai chiesti come si smussano gli spigoli delle parti metalliche? Questo processo, noto come smussatura, trasforma gli angoli pericolosi e frastagliati in superfici angolate più sicure. In questo articolo...
Vi siete mai chiesti quali siano i migliori marchi di cuscinetti al mondo? In questo post esploreremo i principali produttori di cuscinetti noti per la loro eccezionale qualità, innovazione e...
Vi siete mai chiesti chi alimenta il mondo dietro le quinte? In questo post del blog, faremo un'immersione profonda nei principali produttori di generatori che tengono accese le luci...
Siete aspiranti ingegneri meccanici e volete eccellere nel vostro campo? In questo post esploreremo i 10 software di progettazione meccanica più importanti che possono elevare la vostra...
Vi siete mai chiesti come viene garantita l'integrità dei dadi e delle viti saldati nella vostra auto? Questo articolo svela il meticoloso processo di controlli e ispezioni di qualità che mantengono il vostro veicolo...
Vi siete mai chiesti cosa fa sì che un motore elettrico funzioni regolarmente senza surriscaldarsi? Conoscere le temperature di funzionamento sicure dei motori è fondamentale per la loro longevità e le loro prestazioni. In questo articolo,...
Vi siete mai interrogati sull'affascinante mondo della fusione? Questo processo produttivo, antico ma in continua evoluzione, dà forma alla nostra vita quotidiana in innumerevoli modi. In questo post esploreremo il...
Vi siete mai chiesti come fanno gli ingranaggi della vostra auto o del vostro aereo a funzionare così bene? Questo articolo svela i principali produttori di ingranaggi che stanno dando forma al futuro dell'ingegneria meccanica. Imparerete...