Avete mai considerato l'impatto della rugosità superficiale sui vostri prodotti? In questo post esploreremo il ruolo critico della rugosità superficiale nella produzione e il modo in cui influisce sulla qualità, sulle prestazioni e sulla durata dei prodotti. I nostri esperti ingegneri meccanici condivideranno preziose intuizioni e consigli pratici per aiutarvi a ottimizzare i vostri processi produttivi e a fornire prodotti di qualità superiore ai vostri clienti. Preparatevi a scoprire i segreti per ottenere una finitura superficiale perfetta!
Nella comunicazione tecnica si usa comunemente il termine "finitura superficiale". Tuttavia, va notato che la "finitura superficiale" si basa sulla percezione umana, mentre la "rugosità superficiale" si basa sull'effettiva microgeometria della superficie.
Per allinearsi agli standard internazionali (ISO), l'uso di "finitura superficiale" non è più accettabile negli standard nazionali. Il termine preferito e più accurato è "rugosità superficiale".
La rugosità superficiale si riferisce all'irregolarità di una superficie lavorata, caratterizzata da piccoli picchi e valli a distanza ravvicinata. La distanza tra questi picchi e valli, nota come distanza d'onda, è in genere inferiore a 1 mm e rientra nella categoria degli errori di microgeometria.
È definito in modo specifico dal livello di micropunte e valli alte e basse (Z) e dalla distanza (s) tra di esse.
In generale secondo S:
S < 1 mm - rugosità superficiale
1 ≤ s ≤ 10mm- ondulazione
S > 10 mm- forma f
2. Tabella di confronto tra VDI3400, Ra e Rmax
Negli standard nazionali, per valutare la rugosità della superficie vengono comunemente utilizzati tre indicatori (l'unità di misura è μm).
Deviazione aritmetica media dei contorni: Ra
L'altezza media dei dislivelli: Rz
Altezza massima: Ry
L'indice Ra è ampiamente utilizzato nella produzione attuale. La massima deviazione microscopica in altezza di un contorno, Ry, è comunemente indicata come Rmax in Giappone e in altri Paesi, mentre l'indice VDI è comunemente utilizzato in Europa e in America. La tabella seguente mette a confronto VDI3400, Ra e Rmax.
La superficie VDI3400 ha una relazione corrispondente con lo standard Ra, ampiamente utilizzato. Molti ritengono necessario consultare i dati di riferimento per determinare il valore corrispondente. La tabella seguente è completa e si consiglia di tenerla come riferimento.
Tabella di confronto tra lo standard VDI3400 e Ra
VDI
Ra
VDI
Ra
3400
μm
3400
μm
0
01
23
1.4
1
0.112
24
1.6
2
0.126
25
1.8
3
0.14
26
2
4
0.16
27
2.2
5
0.18
28
2.5
6
0.2
29
2.8
7
0.22
30
3.2
8
0.25
31
3.5
9
0.28
32
4
10
0.32
33
5
11
0.35
34
5
12
0.4
35
5.6
13
0.45
36
6.3
14
0.5
37
7
15
0.56
38
8
16
0.63
39
9
17
0.7
40
10
18
0.8
41
11.2
19
0.9
42
12.6
20
1
43
14
21
1.12
44
16
22
1.26
45
18
Tabella di confronto di RA e Rmax
Ra (μm)
Rmax (μm)
0.1
0.4
0.2
0.8
0.4
1.5
0.56
2.4
0.8
3.3
1.12
4.7
1.6
6.5
2.2
10.5
3.2
12.5
4.5
17.5
6.3
24
3. Fattori di formazione della rugosità superficiale
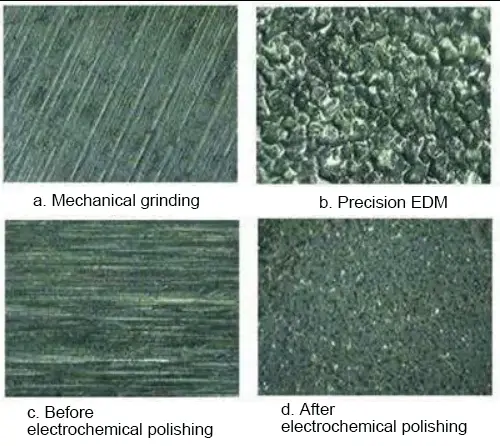
La rugosità della superficie è tipicamente dovuta a vari fattori, tra cui il metodo di lavorazione utilizzato.
Ad esempio, tra i fattori che contribuiscono alla rugosità superficiale vi sono l'attrito tra l'utensile e la superficie del pezzo durante la lavorazione, la deformazione plastica dello strato superficiale del metallo durante la separazione dei trucioli, le vibrazioni ad alta frequenza nel sistema di lavorazione e i pozzetti di scarico nella lavorazione elettrica.
La profondità, la densità, la forma e la consistenza dei segni lasciati sulla superficie lavorata possono variare a causa delle differenze nei metodi di lavorazione e nei materiali del pezzo.
4. Effetti principali della rugosità superficiale sui pezzi
L'impatto sulla resistenza all'usura:
Più la superficie è ruvida, minore è l'area di contatto effettiva tra le superfici di accoppiamento, maggiore è la pressione e maggiore è la resistenza all'attrito, con conseguente usura più rapida.
L'impatto sulla stabilità del Gap Fit:
Nel caso dell'accoppiamento per fessura, una superficie più ruvida porta a una maggiore usura e a un graduale aumento della fessura durante il funzionamento. Nel caso dell'accoppiamento per interferenza, l'interferenza effettiva si riduce a causa dell'appiattimento dei microscopici picchi convessi durante l'assemblaggio, con conseguente diminuzione della resistenza della connessione.
La superficie ruvida di un pezzo presenta ampi avvallamenti che sono suscettibili di concentrazione delle sollecitazioni, simili a intagli e cricche a spigoli vivi, che influiscono sulla resistenza a fatica del pezzo.
L'impatto sulla resistenza alla corrosione:
Le superfici ruvide dei pezzi possono facilmente consentire a gas o liquidi corrosivi di penetrare nelle microscopiche valli della superficie e raggiungere lo strato interno del metallo, causando la corrosione superficiale.
L'impatto sulla sigillabilità:
Le superfici ruvide non aderiscono perfettamente l'una all'altra, consentendo ai gas o ai liquidi di fuoriuscire attraverso gli spazi tra le superfici di contatto.
L'impatto sulla rigidità del contatto:
La rigidità di contatto si riferisce alla capacità delle superfici di incollaggio di un pezzo di resistere alla deformazione sotto l'azione di forze esterne. La rigidità di una macchina dipende in larga misura dalla rigidità di contatto tra le sue parti.
L'impatto sull'accuratezza della misurazione:
I pezzi vengono misurati in base alla loro superficie e la rugosità della superficie dell'utensile di misura influisce direttamente sull'accuratezza della misura, soprattutto nelle misure di precisione.
Inoltre, la rugosità della superficie ha un effetto variabile sul rivestimento di un pezzo, sulla resistenza termica e di contatto, sulle proprietà di riflessione e radiazione, sulla resistenza al flusso di liquidi e gas e sul flusso di corrente attraverso la superficie di un conduttore.
5. Base di valutazione della rugosità superficiale
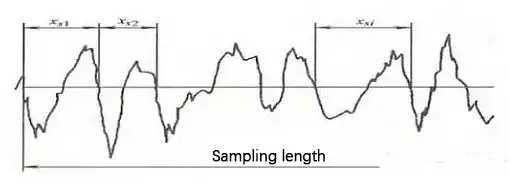
Lunghezza del campionamento
La lunghezza di campionamento è la lunghezza di una linea di riferimento designata utilizzata per valutare la rugosità della superficie.
Per riflettere accuratamente le caratteristiche di rugosità superficiale di un pezzo, la lunghezza di campionamento deve essere selezionata in base alla formazione e alla struttura della superficie reale. La lunghezza di campionamento deve essere misurata in base al profilo generale della superficie reale.
Lo scopo di specificare e selezionare la lunghezza del campione è quello di ridurre al minimo l'impatto dell'ondulazione della superficie e degli errori di forma sui risultati della misurazione della rugosità superficiale.
La lunghezza unitaria e la lunghezza di campionamento per ciascun parametro di rugosità superficiale sono determinate da una linea di riferimento specificata per la valutazione.
Secondo gli standard ISO 1997, le lunghezze di riferimento comuni sono 0,08 mm, 0,25 mm, 0,8 mm, 2,5 mm e 8 mm.
Lunghezza di campionamento Ln e lunghezza di valutazione L di RA, RZ e Ry
Ra(μm)
Rz.Ry(μm)
L(mm)
Ln=5L(mm)
≥ 0.008-0.02
≥ 0.025-0.10
0.08
0.4
>0.02-0.1
>0.10-0.50
0.25
1.25
>01-2.0
>0.50-10.0
0.8
4
>2.0-10.0
>10.0-50.0
2.5
12.5
>10.0-80.0
>50.0-320
8
40
Lunghezza della valutazione
La lunghezza di valutazione è una lunghezza richiesta per valutare il contorno e può includere una o più lunghezze di campionamento.
Poiché la rugosità della superficie di un pezzo non è sempre uniforme, potrebbe non essere possibile riflettere accuratamente una specifica caratteristica di rugosità superficiale con una sola lunghezza di campionamento. Pertanto, per valutare la rugosità della superficie sono necessarie più lunghezze di campionamento sulla superficie.
In genere, la lunghezza di valutazione è composta da cinque lunghezze di campionamento.
Linea di base
La linea di base è la linea centrale del profilo utilizzata per valutare i parametri di rugosità superficiale. Esistono due tipi di linee di base:
Linea centrale del contorno ai minimi quadrati: Questa linea di base è la linea all'interno della lunghezza di campionamento per la quale la somma dei quadrati dell'offset del contorno di ciascun punto sulla linea di contorno è la più piccola e ha una forma geometrica del contorno.
Media aritmetica della linea centrale del contorno: Questa linea di base è la linea all'interno della lunghezza di campionamento per la quale l'area dei contorni superiore e inferiore sulla linea centrale è uguale.
Sebbene la linea centrale dei minimi quadrati sia una linea di base ideale in teoria, è difficile da ottenere nelle applicazioni pratiche. Di conseguenza, viene comunemente utilizzata la linea centrale media aritmetica del contorno, che può essere misurata utilizzando una linea retta con una posizione approssimativa.
6. Parametri di valutazione della rugosità superficiale
1. Caratteristiche dell'altitudine
Deviazione media aritmetica del contorno (Ra):
Ra è la media aritmetica del valore assoluto della deviazione del contorno entro la lunghezza di campionamento specificata (lr).
Nelle misurazioni effettive, un numero maggiore di punti di misura determina un valore Ra più preciso.
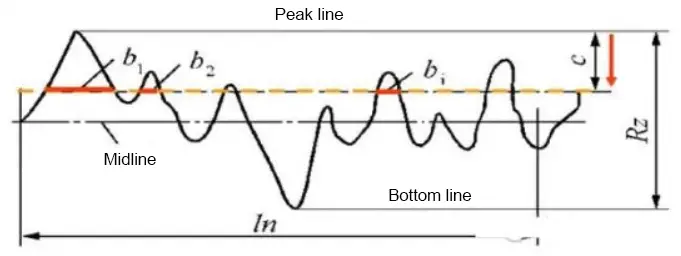
Altezza massima del contorno (Rz):
Rz è la distanza tra la linea superiore e quella inferiore del contorno.
Nell'intervallo comune dei parametri di grandezza, è preferibile Ra.
Prima del 2006, lo standard nazionale includeva un parametro di valutazione noto come "l'altezza di dieci punti di micro-uniformità", espresso come Rz e l'altezza massima del profilo era espressa come Ry.
Tuttavia, dopo il 2006, lo standard nazionale ha abolito la "altezza di dieci punti di non planarità microcosmica" e ha espresso l'altezza massima del profilo come Rz.
2. Caratteristica del passos
Rsm:
Rsm è la larghezza media dell'unità di contorno, che rappresenta la media della spaziatura delle irregolarità microscopiche sulla lunghezza campionata.
La distanza di irregolarità microscopica si riferisce alla lunghezza tra un picco del profilo e la valle del profilo adiacente sulla linea mediana.
Anche a parità di valore Ra, il valore Rsm potrebbe non essere lo stesso, dando luogo a una texture riflessa diversa.
Le superfici che danno priorità alla texture di solito considerano entrambe le metriche Ra e Rmr.
Il parametro della caratteristica di forma Rmr è espresso come rapporto della lunghezza di supporto del contorno, che è il rapporto tra la lunghezza di supporto del contorno e la lunghezza di campionamento.
La lunghezza di supporto del profilo è calcolata come la somma della lunghezza di ciascuna sezione del profilo ottenuta tracciando una linea retta parallela alla linea mediana e a una distanza "c" dalla linea superiore del profilo entro la lunghezza di campionamento.
7. Metodi di misurazione della rugosità superficiale
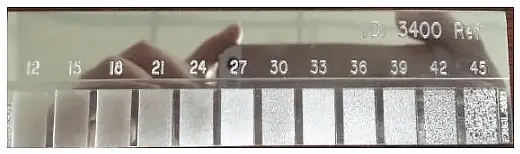
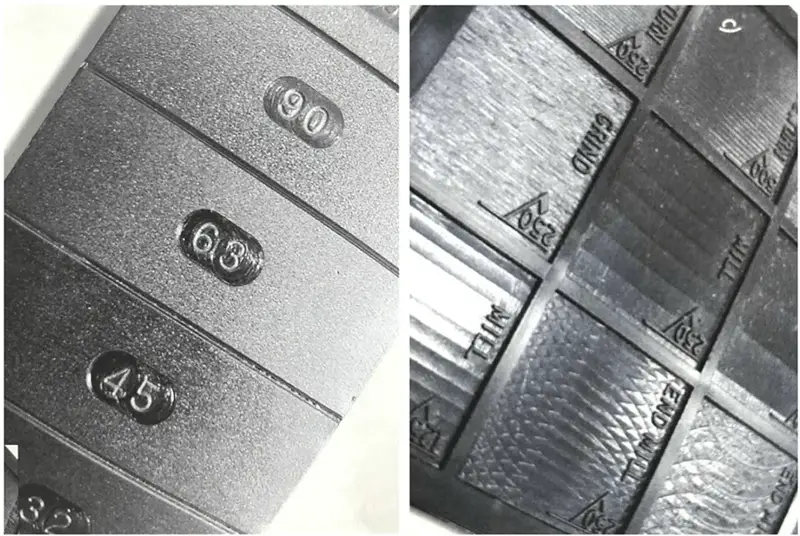
1. Comparazione metodo
Viene utilizzato per la misurazione in loco nelle officine e spesso per la misurazione di superfici da medie a ruvide.
Il metodo prevede il confronto della superficie misurata con un modello di rugosità contrassegnato da un valore specifico per determinare il valore di rugosità della superficie misurata.
I comparatori di rugosità, campioni elettroformati a base di nichel, sono ideali per la lavorazione dei metalli e costituiscono un aiuto efficace. L'operatore deve semplicemente passare l'unghia su ogni superficie di un gruppo per trovare la più simile al pezzo da confrontare.
Sebbene alcuni utilizzino questi gruppi di modelli come tabelle di riferimento, è importante notare che non si tratta di standard ufficiali dei materiali.
Esistono diverse macchine per la misurazione della rugosità, ognuna con funzioni, metodi di valutazione e costi diversi. Prima di scegliere un modello, si consiglia di consultare un produttore professionista per selezionare l'opzione più adatta alle proprie esigenze.
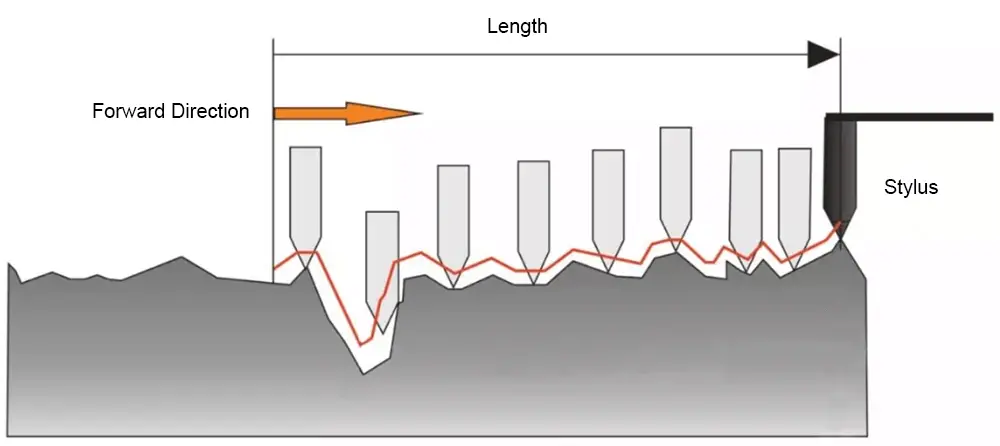
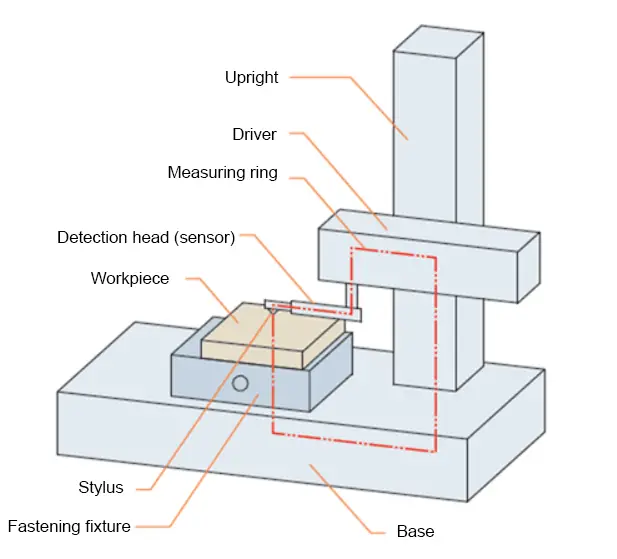
2. Metodo dello stilo
La misurazione della rugosità superficiale prevede l'utilizzo di uno stilo in diamante con un raggio di curvatura della punta di circa 2μm che si muove lungo la superficie misurata.
Lo spostamento verso l'alto e verso il basso dello stilo diamantato viene convertito in un segnale elettrico da un sensore di lunghezza elettrico. Dopo l'amplificazione, il filtraggio e il calcolo, il valore della rugosità superficiale viene visualizzato su uno strumento e la curva del profilo misurato può essere registrata da un registratore.
Gli strumenti che visualizzano solo i valori di rugosità superficiale sono chiamati rugosimetri, mentre quelli che registrano le curve dei profili superficiali sono chiamati profilatori di rugosità superficiale.
Entrambi i tipi di strumenti sono dotati di circuiti di calcolo elettronico o di computer che calcolano automaticamente la deviazione media aritmetica del contorno (Ra), l'altezza in dieci punti delle irregolarità microscopiche (Rz), l'altezza massima del contorno (Ry) e altri parametri di valutazione.
Questi strumenti hanno un'elevata efficienza di misura e sono adatti a misurare la rugosità superficiale con valori Ra compresi tra 0,025 e 6,3 μm.
8. Rugosità superficiale: Ra e Rz
Concetti di base di Ra e Rz
Nella vecchia norma nazionale GB/T3505-1983, si stabilisce che i parametri di valutazione della rugosità superficiale devono essere selezionati in base a tre aspetti: la deviazione media aritmetica del contorno (Ra), l'altezza di dieci punti della micro-uniformità (Rz) e l'altezza massima del contorno (Ry).
Ra è noto come deviazione media aritmetica del contorno o valore medio della linea centrale. È la media aritmetica delle altezze dei punti del contorno entro la lunghezza di misurazione.
Rz è nota come l'altezza di dieci punti di micro-uniformità. È la somma dei valori medi dei cinque picchi di contorno più alti e delle cinque valli di contorno più profonde all'interno della lunghezza di campionamento l.
L'ampiezza dell'uso varia tra i due tipi di prodotto
Ra è il parametro di valutazione principale, mentre Rz è generalmente utilizzato solo per rappresentare superfici più corte. Nella lavorazione reale, Ra è più comunemente usato per esprimere la rugosità rispetto a Rz.
I metodi di calcolo sono diversi
La deviazione media aritmetica Ra si riferisce alla media aritmetica dei valori assoluti della coordinata verticale Z all'interno di una lunghezza di campionamento, indicata come Ra. Rz è la somma dei valori medi dei cinque picchi di contorno più alti e delle cinque valli di contorno più profonde all'interno della lunghezza di campionamento.
La precisione varia tra i due strumenti
Poiché Rz ha un numero inferiore di punti di misurazione, non riflette le caratteristiche dell'altezza della forma microgeometrica in modo completo come il parametro Ra. Non ha la precisione di Ra, ma è più facile da misurare rispetto a quest'ultimo.
9. Tabella della rugosità superficiale
Tabella di confronto della rugosità superficiale tra Cina e Stati Uniti
Vecchio standard cinese (scorrevolezza)
Nuovo standard cinese (rugosità) Ra
Standard statunitense (micron) Ra
Standard USA (micropollici) Ra
▽4
6.3
8
320
6.3
250
▽5
3.2
5
200
4
160
3.2
125
▽6
1.6
2.5
100
2
80
1.6
63
▽7
0.8
1.25
50
1
40
0.8
32
▽8
0.4
0.63
25
0.5
20
0.4
16
Tabella di conversione della finitura superficiale e della rugosità superficiale Ra, Rz (Unità: μm)
Finitura superficiale
▽1
▽2
▽3
▽4
▽5
▽6
▽7
Ruvidità della superficie
Ra
50
25
12.5
6.3
3.2
1.60
0.80
Rz
200
100
50
25
12.5
6.3
6.3
Finitura superficiale
▽8
▽9
▽10
▽11
▽12
▽13
▽14
Ruvidità della superficie
Ra
0.40
0.20
0.100
0.050
0.025
0.012
–
Rz
3.2
1.60
0.80
0.40
0.20
0.100
0.050
Metodo di lavorazione standard internazionale per la rugosità superficiale
Codice del grado standard
Ruvidità della superficie
Strumento di elaborazione (metodo)
Materiale di lavorazione e requisiti di durezza
Descrizione della luminosità
Granulometria della sabbia a macinazione grossolana
Granulometria della sabbia a macinazione fine
Lucidatura con pasta diamantata
SPI(A1)
Ra0,005
S136
54HRC
Molto lucido, effetto specchio
8407
52HRC
SPI(A2)
Ra0,01
DF-2
58HRC
Lucentezza inferiore, nessuna texture di carta vetrata
XW-10
60HRC
SPI(A3)
Ra0,02
S136
300HB
Lucentezza ancora più bassa, ma nessuna texture di carta vetrata
718SUPREMO
300HB
SPI(B1)
Ra0,05
Nessuna brillantezza, leggera 3000# texture della carta vetrata
SPI(B2)
Ra0,1
Nessuna luminosità, leggera texture 2000# di carta vetrata
SPI(B3)
Ra0,2
Nessuna luminosità, leggera struttura della carta vetrata 1000#, direzione delle tracce di lavorazione indistinguibile
Ra0,4
Lavorazione di precisione: Tornitura di precisionePianificazione di precisioneFresatura di precisioneRaffilaturaReamingScraping
Tracce di elaborazione leggermente distinguibili
Ra0,8
Lavorazione di precisione: Tornitura di precisionePianificazione di precisioneFresatura di precisioneRaffilaturaReamingScraping
Direzione discernibile delle tracce di elaborazione
Ra1.6
Ra3.2
Ra6.3
Ra12.5
Ra25
Ra50
Tabella di riferimento per la relazione tra rugosità superficiale e lucentezza (unità: μm)
Ruvidità della superficie
GB1031-1983
Lucentezza della superficie
GB1031-1968
Condizione della superficie
Ra
Ra
Grado
0.012
0.01
▽14
Superficie a specchio opaca
0.025
0.02
▽13
Superficie lucida simile a uno specchio
0.05
0.04
▽12
Superficie lucida e brillante
0.1
0.08
▽11
Superficie scura e lucida
0.2
0.16
▽10
Direzione della traccia di lavorazione non identificabile
0.4
0.32
▽9
Direzione della traccia di lavorazione leggermente identificabile
0.8
0.63
▽8
Direzione della traccia di lavorazione identificabile
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di sbloccare la precisione delle macchine utensili con una semplice superficie di vetro. Le righe a reticolo lineare fanno proprio questo, trasformando le linee sottili in misure estremamente precise. Questo articolo analizza come queste...
Vi siete mai chiesti come si smussano gli spigoli delle parti metalliche? Questo processo, noto come smussatura, trasforma gli angoli pericolosi e frastagliati in superfici angolate più sicure. In questo articolo...
Vi siete mai chiesti quali siano i migliori marchi di cuscinetti al mondo? In questo post esploreremo i principali produttori di cuscinetti noti per la loro eccezionale qualità, innovazione e...
Vi siete mai chiesti chi alimenta il mondo dietro le quinte? In questo post del blog, faremo un'immersione profonda nei principali produttori di generatori che tengono accese le luci...
Siete aspiranti ingegneri meccanici e volete eccellere nel vostro campo? In questo post esploreremo i 10 software di progettazione meccanica più importanti che possono elevare la vostra...
Vi siete mai chiesti come viene garantita l'integrità dei dadi e delle viti saldati nella vostra auto? Questo articolo svela il meticoloso processo di controlli e ispezioni di qualità che mantengono il vostro veicolo...
Vi siete mai chiesti cosa fa sì che un motore elettrico funzioni regolarmente senza surriscaldarsi? Conoscere le temperature di funzionamento sicure dei motori è fondamentale per la loro longevità e le loro prestazioni. In questo articolo,...
Vi siete mai interrogati sull'affascinante mondo della fusione? Questo processo produttivo, antico ma in continua evoluzione, dà forma alla nostra vita quotidiana in innumerevoli modi. In questo post esploreremo il...
Vi siete mai chiesti come fanno gli ingranaggi della vostra auto o del vostro aereo a funzionare così bene? Questo articolo svela i principali produttori di ingranaggi che stanno dando forma al futuro dell'ingegneria meccanica. Imparerete...