La maschiatura: Tipi, selezione e competenze spiegate
Avete mai avuto difficoltà a creare filettature perfette nei vostri pezzi? Questo articolo svela i segreti della maschiatura, un processo cruciale nella lavorazione. Imparate a migliorare le prestazioni della maschiatura, a scegliere gli utensili giusti e ad affrontare le sfide più comuni. Preparatevi a migliorare le vostre capacità di maschiatura e a ottenere risultati impeccabili!
I rubinetti sono strumenti utilizzati per creare varie filettature interne di medie e piccole dimensioni. Hanno un design semplice e sono facili da usare. Possono essere azionati a mano o su macchine utensili, il che li rende ampiamente utilizzati nella produzione.
Problemi di battitura durante il processo di lavorazione? Non preoccupatevi! Oggi condividerò alcuni consigli per aiutarvi a comprendere meglio il tapping.
Che cos'è il tapping?
La maschiatura è il processo di taglio di una filettatura interna all'interno di un foro in un pezzo da lavorare utilizzando un rubinetto.
1) I fattori che determinano le prestazioni del rubinetto includono:
Materiale del pezzo, velocità di taglio, materiale del tagliente, portautensili, forma del rubinetto, dimensioni del foro, portautensili di maschiatura, fluido da taglio e profondità del foro.
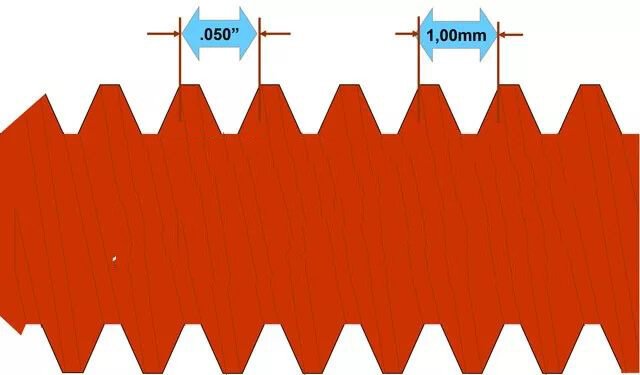
2) Passo:
La distanza assiale tra due denti adiacenti di una filettatura corrisponde a due punti sulla linea del diametro del passo.
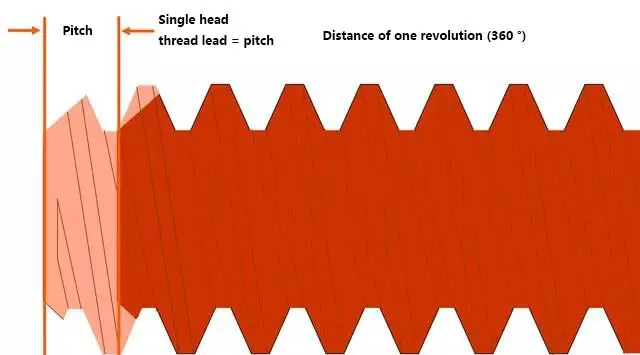
3) Piombo:
La distanza assiale tra i punti corrispondenti di due denti adiacenti sulla stessa elica è nota come passo e viene indicata da un codice.
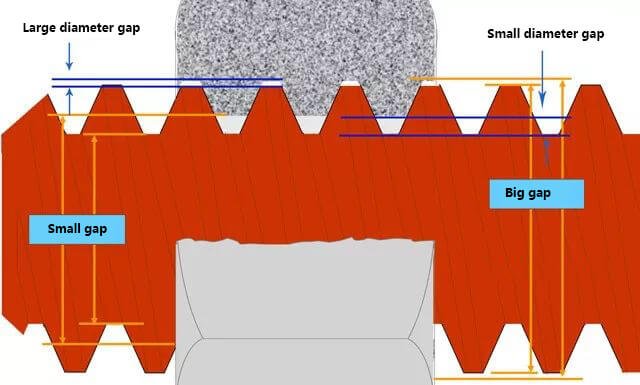
4) Diametro nominale della filettatura:
Il diametro nominale di una filettatura è il diametro interno del tubo passante (misurato in pollici), mentre il diametro nominale di altre filettature è il diametro maggiore della filettatura (misurato in unità metriche).
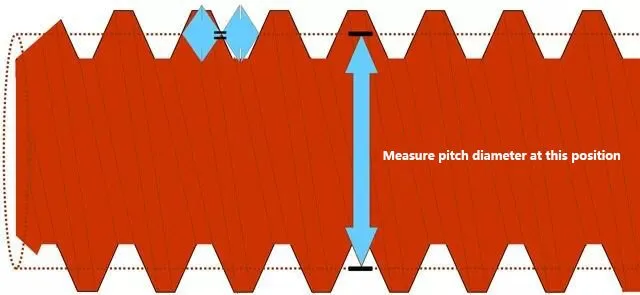
5) Diametro del passo della filettatura:
Il diametro del passo è l'aspetto più importante, in quanto determina l'accoppiamento e la resistenza di tutti i gruppi filettati. Si trova sulla linea del passo e la larghezza del dente in questo punto è uguale alla larghezza della fessura del dente adiacente.
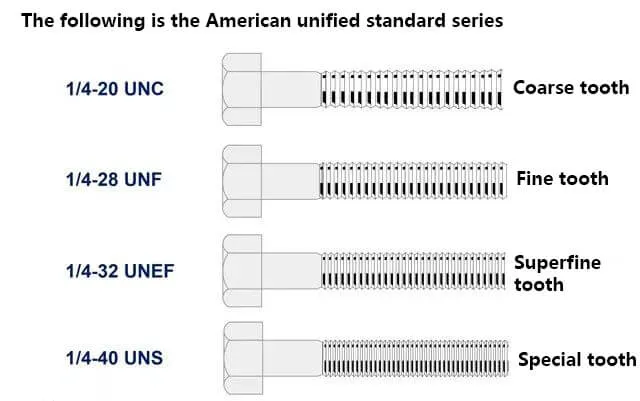
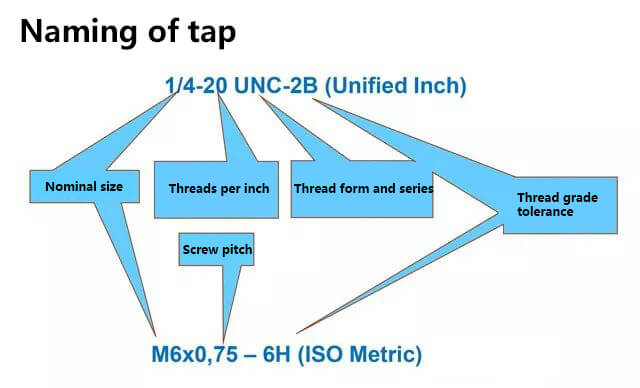
Designazione delle filettature
Filo conduttore inglese: Il filo inglese è un tipo di dimensione del filo contrassegnato dal sistema inglese. È stato sviluppato congiuntamente da Stati Uniti, Gran Bretagna e Canada per fornire un sistema unificato.
Filettatura metrica: La filettatura metrica è un tipo di filettatura sviluppata secondo il sistema ISO (International Organization for Standardization). È lo standard globale per filettature metriche.
Progettazione di maschiature ad alte prestazioni
1) Applicazione perfetta
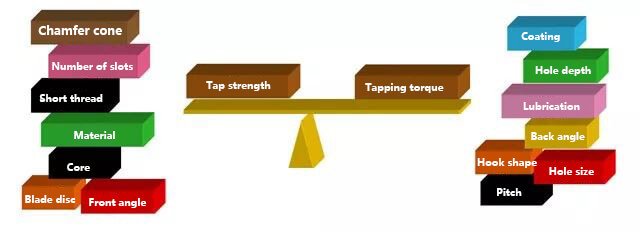
Nel processo di maschiatura si devono considerare diversi fattori, tra cui la struttura del pezzo, il design del maschiatore e l'applicazione prevista. L'obiettivo è ridurre al minimo la forza di taglio e massimizzare la resistenza del maschiatore.
2) Opzioni di bilanciamento: devono essere presi in considerazione tutti gli aspetti della domanda.
3) Punti chiave della progettazione del rubinetto
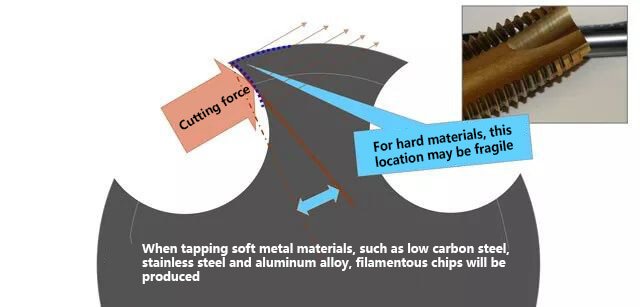
(1) Per i materiali più morbidi e viscosi che producono trucioli lunghi, il rubinetto deve avere un design semplice, un ampio angolo anteriore e di aggancio, un ampio angolo posteriore e misure per evitare vuoti. Dovrebbe inoltre essere progettato per facilitare il taglio, con una tendenza a collassare ai bordi, una struttura complessiva fragile e un ampio spazio per contenere i trucioli.
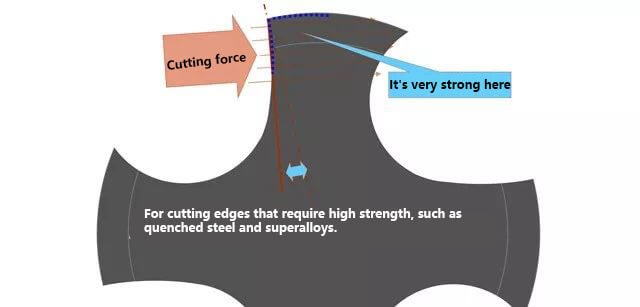
(2) Per i materiali più duri, il maschiatore deve avere un design per impieghi gravosi, un piccolo angolo anteriore e di aggancio, un piccolo angolo posteriore e di spalletta, ed essere in grado di sopportare un'elevata pressione di taglio. Dovrebbe inoltre avere un design robusto del bordo per ridurre il collasso del bordo e avere un'ampia sezione trasversale e uno spazio limitato per il contenimento dei trucioli.
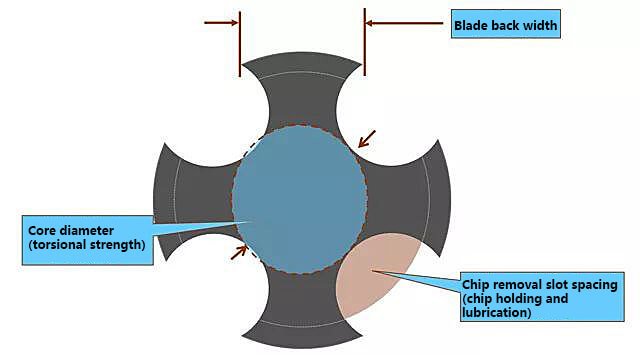
(3) I fattori da considerare nella progettazione del maschiatore includono il tipo di scanalatura del maschiatore, il materiale utilizzato per l'utensile e i trattamenti di rafforzamento della superficie. Queste caratteristiche progettuali devono essere bilanciate per garantire un taglio corretto, il controllo dei trucioli, la lubrificazione e la resistenza alla torsione.
Quando si taglia, è importante fermarsi a metà del taglio e invertire la direzione del foro, mantenendo il taglio nella scanalatura. Questa è la sfida più grande nella maschiatura e nella progettazione dei maschi nella lavorazione dei metalli.
Forma del rubinetto
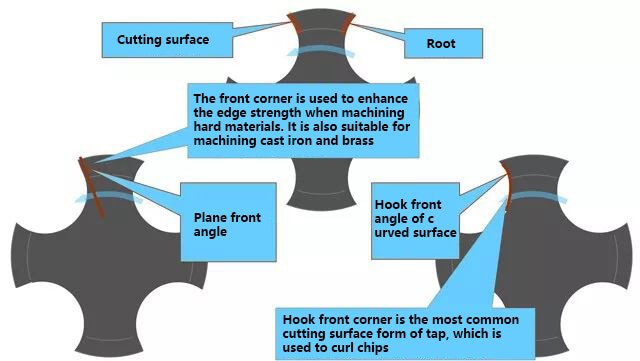
1) Tipo di superficie di taglio del rubinetto
① Selezione corretta del rubinetto a gancio positivo
② Selezionare correttamente il rubinetto con angolo di aggancio piccolo o negativo
2) Rubinetto di taglio
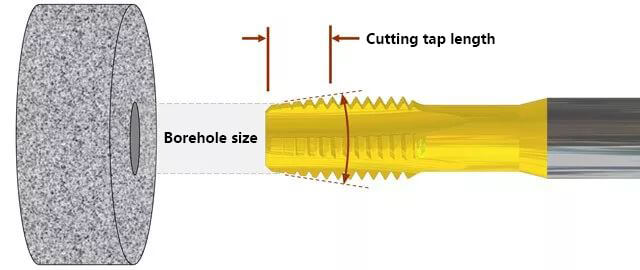
La durata di un rubinetto può essere notevolmente prolungata con ogni dente di taglio aggiuntivo. I test hanno dimostrato che la durata dell'utensile può essere raddoppiata per ogni mezzo dente di filettatura.
A differenza di altri utensili, il carico di trucioli di un maschiatore può essere modificato solo dal numero di fessure di asportazione truciolo e dalla lunghezza del maschiatore.
3) Rubinetto invertito:
Come tutti gli altri utensili, anche il rubinetto è leggermente invertito.
4) Infilare di nuovo la pala
I vantaggi dell'utilizzo di un dorso per filettare includono un minore accumulo di calore sul rubinetto e un minore accumulo di plastica sul retro del pezzo, che può contribuire a ridurre l'accumulo di trucioli sul filetto.
Gli svantaggi dell'utilizzo di un dorso di pala per filetti includono la fragilità del bordo di taglio e la tendenza al cedimento, l'insufficiente rigidità dell'albero principale e la mancanza di un'adeguata protezione contro le vibrazioni. serraggio (compresa l'impugnatura flottante dell'utensile) e la possibilità che piccoli trucioli si incastrino durante la rotazione inversa, provocando il collasso del tagliente.
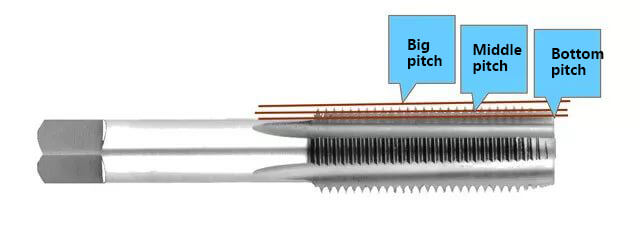
5) Tolleranza del rubinetto
Ogni rubinetto ha un diametro di passo unico.
I rubinetti contrassegnati dalla tolleranza H o D (principalmente quelli americani) indicano la dimensione della filettatura del rubinetto attraverso la tolleranza H/D. La lettera indica se la dimensione del rubinetto è superiore (H = imperiale, D = metrico) o inferiore (L = imperiale, DU = metrico) al diametro del passo base. La dimensione effettiva del rubinetto è espressa in relazione al diametro del passo base, come H2, D3, L1 o DU2.
I rubinetti sono spesso contrassegnati da un grado di filettatura. Ad esempio, una serie generale di rubinetti HP indica che il rubinetto è della misura corretta per il grado di raccordo del pezzo. Un rubinetto di grado 3B è adatto a un pezzo di grado 2B, mentre un rubinetto contrassegnato con un grado "X" indica che ha un'ampia tolleranza ed è utilizzato per rubinetti di precisione, pezzi galvanizzati o trattati termicamente, o materiali con una memoria quasi elastica.
Per le filettature di maschiatura galvaniche, è necessario scegliere un rubinetto con un grado di tolleranza maggiore per le filettature interne. Un diametro del passo maggiore comporterà una dimensione della filettatura leggermente più grande, e l'aumento dopo la galvanizzazione riporterà la dimensione della filettatura al valore specificato.
Trattamento di taglio del rubinetto
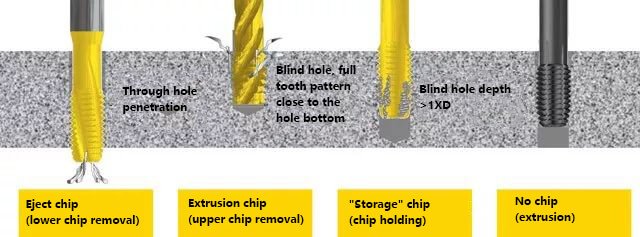
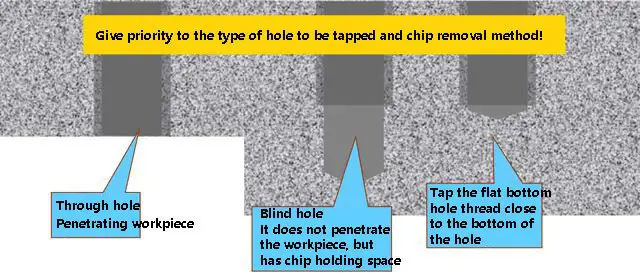
1) Tipo di foro e gestione dei trucioli
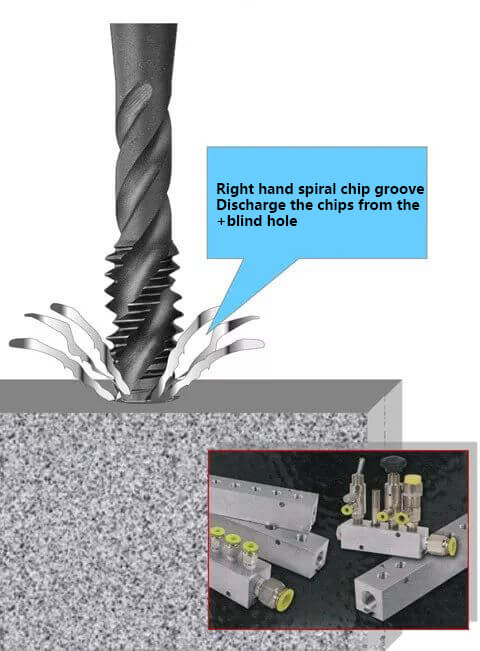
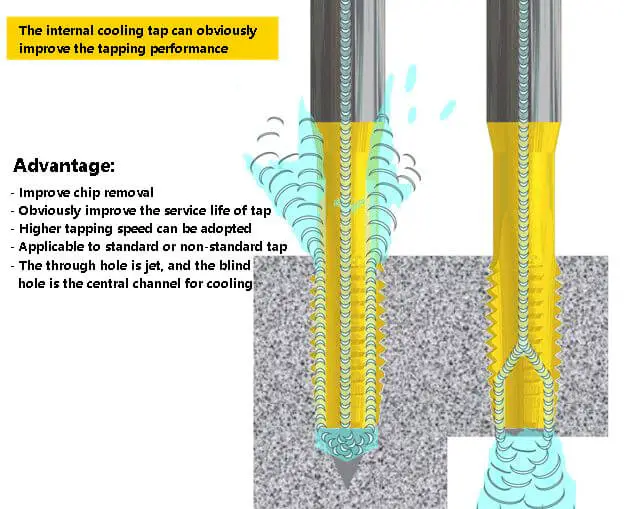
2) Taglio per estrusione, rubinetto a spirale per la rimozione dei trucioli:
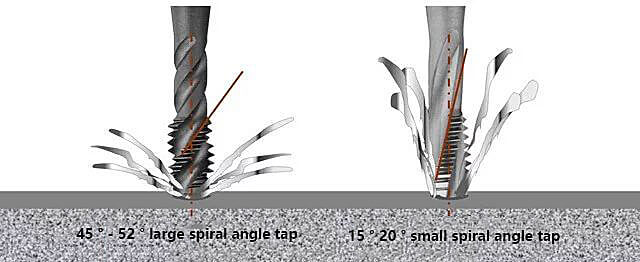
Il maschiatore a spirale per asportazione di truciolo è particolarmente indicato per la lavorazione di fori ciechi e profondi. Si consiglia di utilizzare materiali che producono trucioli appiccicosi, il che lo rende ideale per il taglio intermittente.
L'anima conica del maschio a spirale per asportazione di truciolo è molto sottile e rappresenta la parte più vulnerabile del design del maschio. Per evitare rotture, la velocità deve essere da 30% a 40% inferiore rispetto a quella di un rubinetto a fessura per asportazione di truciolo diritto.
3) Estrarre il taglio
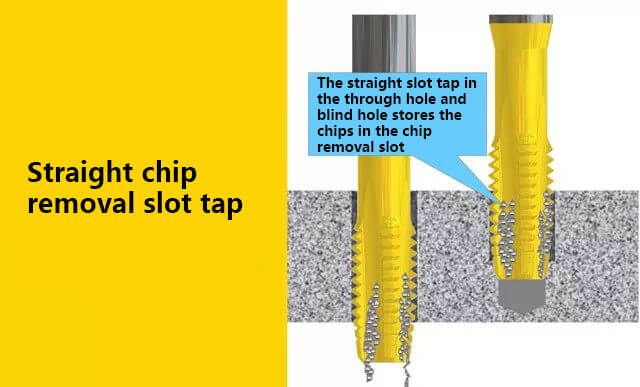
4) Rubinetto per scanalature per l'asportazione dei trucioli:
Per i materiali che tendono a rompere i trucioli, come l'ottone, la ghisa o l'acciaio temprato, si consiglia di utilizzare un rubinetto ad alta resistenza. Per eliminare i trucioli dalla scanalatura di rimozione dei trucioli è solitamente necessario utilizzare del refrigerante o del gas.
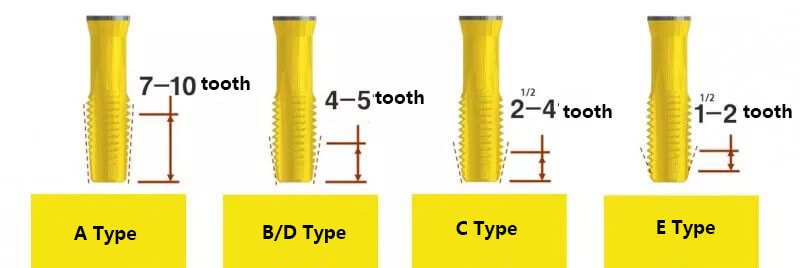
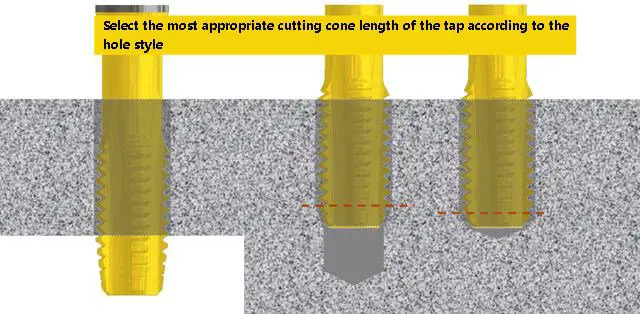
I rubinetti possono avere diverse forme di taglio, tra cui:
Conicità (Forma A) "A" - rubinetto iniziale
Spina (forme B e D) "B/D" - rubinetto centrale
(Forma C) "C" - Fondo semi-piatto o fondo piatto modificato
(Forma E) "E" - fondo piatto
5) Rubinetto di estrusione:
La sua caratteristica di lavorazione è l'assenza di trucioli nel foro passante o nel foro cieco.
6) Confronto tra rubinetto di taglio e rubinetto di estrusione
7) Influenza della dimensione del foro inferiore sulla filettatura di estrusione
② Maggiore durata del rubinetto: Offre un'elevata resistenza all'usura, riduce l'attrito e il consumo di energia, riduce il cedimento e la rottura della lama e aumenta leggermente la durezza della superficie.
Migliora la qualità della superficie e l'accuratezza dimensionale dei fori delle viti: Mantiene un tagliente affilato con effetto lubrificante, riduce il carico e i graffi e minimizza l'accumulo di trucioli.
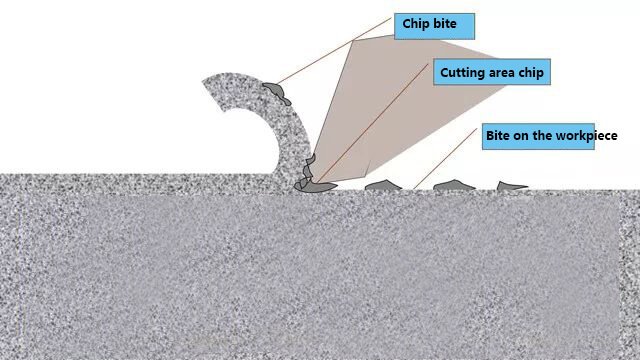
2) Che cos'è un tumore del chip?
Il materiale del pezzo viene saldato o morso sul bordo del truciolo.
All'inizio del taglio, si forma un accumulo di trucioli che cresce durante il processo di taglio.
Quando l'accumulo di trucioli diventa grave, la pressione di taglio ne provoca la rottura e i frammenti si incastrano nel pezzo, causando una finitura scadente e deviazioni dalle dimensioni desiderate.
Quando l'accumulo di trucioli si frammenta, le particelle di materiale dell'utensile si rompono, provocando l'usura dell'utensile.
3) Trattamento tradizionale della superficie
Trattamento di ossidazione: trattamento di ossidazione
Aumento della velocità di taglio di 5% - 10%
Ossidazione controllata (ruggine!)
Nero
La porosità dell'ossidazione mantiene il fluido da taglio sulla superficie dell'utensile
Applicabile a materiali ferrosi (a base di ferro), non applicabile a titanio, ottone, alluminio, materiali compositi, rame, zinco o plastica.
Il miglior rivestimento completo ad alte prestazioni
Viene utilizzato efficacemente in materiali ferrosi e non ferrosi, tra cui la lega di alluminio e la lega di titanio
Velocità di taglio aumentata di oltre 50%
La chiave del successo del tapping
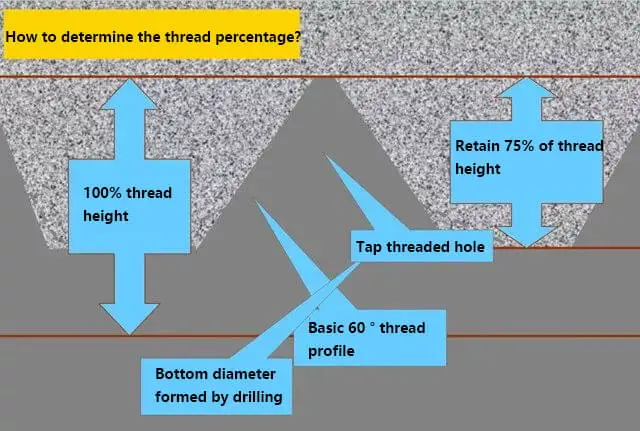
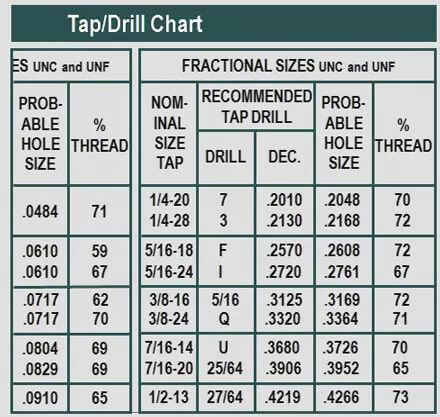
1) Determinare la percentuale di filo
La dimensione del foro determina la percentuale del diametro inferiore del filetto e l'altezza del filetto.
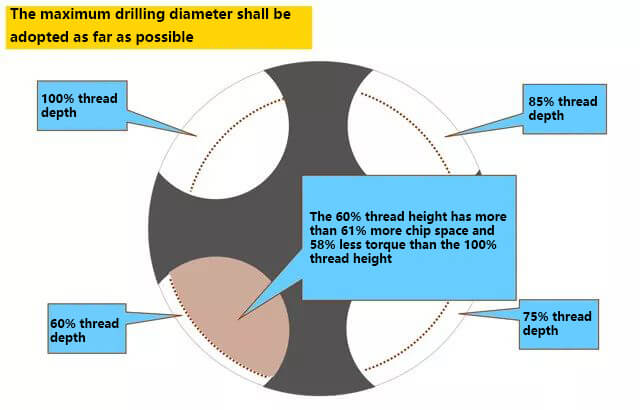
Maggiore è il diametro della punta utilizzata, minore è il rapporto di altezza del filetto ottenuto.
2) Selezione della dimensione del foro inferiore
In genere, si preferisce un rapporto di altezza della filettatura compreso tra 65% e 70%.
Mentre la resistenza del filetto di un'altezza di 83% è solo 2% superiore a quella di un'altezza di 65%, la coppia di maschiatura è più che doppia.
3) Domande frequenti
① Cause del taglio del cielo del rubinetto
Battitura manuale: l'avanzamento manuale non è coordinato e l'avanzamento è troppo veloce o troppo lento.
Maschiatura della macchina: il ciclo di maschiatura asincrono non è programmato correttamente.
Macchina utensile con vite di piombo: Gioco causato da una vite di piombo usurata o da un dado di regolazione della vite di piombo allentato.
Macchina di alimentazione a camme: Profilo della camma errato o usurato.
Macchine utensili pneumatiche o idrauliche: Pressione incontrollabile, troppo alta o troppo bassa.
Macchina ad ingranaggi: Gioco causato da una regolazione o da un'usura non corretta degli ingranaggi.
② Risolvere il problema del taglio della parte superiore del rubinetto
Per ottenere filettature più precise, la velocità di avanzamento deve essere sincronizzata con la velocità del mandrino.
La velocità di avanzamento e la rotazione del mandrino devono corrispondere al passo del filetto.
6) Vantaggi della maschiatura sincrona della macchina utensile CNC:
Il controllo della profondità della filettatura, le dimensioni costanti da un foro all'altro, l'eliminazione del taglio del tetto e la maschiatura quando necessaria sono fattori importanti nella maschiatura.
Domanda: Se un Macchina CNC programmato con il ciclo di maschiatura G84 è azionato manualmente, significa che è possibile eseguire la maschiatura rigida?
Risposta: No! Molti Macchine utensili CNC hanno un programma di maschiatura fisso con un avanzamento sotto forma di foratura. Questi programmi non possono essere sincronizzati con il mandrino.
Attenzione! I dati della macchina utensile devono indicare se essa dispone di funzionalità di maschiatura "sincrona" o "rigida".
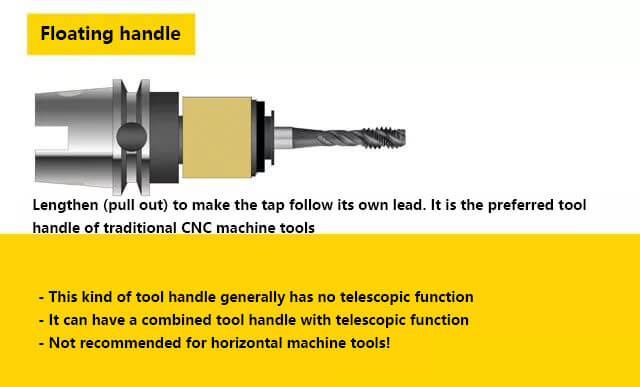
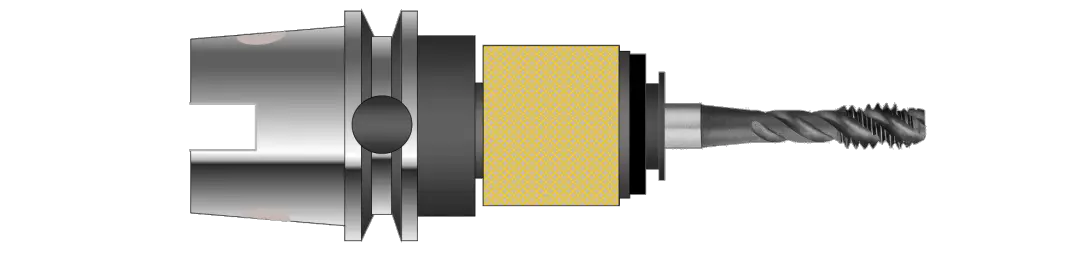
7) Selezione dell'impugnatura dell'utensile
Per la maschiatura asincrona:
Macchina utensile CNC con ciclo di maschiatura fisso
Meccanismo di avanzamento a camme, a ingranaggi, pneumatico o idraulico
Per la maschiatura sincrona:
In caso di filettature sovradimensionate o sottodimensionate
8) Manutenzione dell'impugnatura dell'utensile
Una corretta manutenzione del portautensili è fondamentale per produrre filettature di alta qualità e prolungare la durata dei maschi.
Il meccanismo interno deve essere mantenuto libero da schegge e detriti.
Lubrificare regolarmente per garantire un movimento fluido dei componenti e prevenire la ruggine.
Controllare frequentemente l'impugnatura dell'utensile, soprattutto quando si utilizzano refrigeranti idrosolubili.
Risoluzione dei problemi
1) Filo eccessivo
Impostazione NC a battente
In caso di maschiatura con macchine utensili CNC senza un ciclo di maschiatura rigido:
Programmare l'avanzamento da 95% a 98% della corsa inversa del rubinetto.
Utilizzare solo manici allungati o manici telescopici con bloccaggio a compressione.
Per la maschiatura su macchine utensili CNC con un ciclo di maschiatura rigido:
La derivazione è programmata con una velocità di avanzamento di 100%.
Utilizzare un gambo integrale o un gambo sincrono.
Se la fine del calibro del filo viene superata durante il rabbocco:
Riprogrammare e seguire la procedura "non rigida".
Considerare l'utilizzo di raccordi a cambio rapido per ridurre al minimo il "galleggiamento".
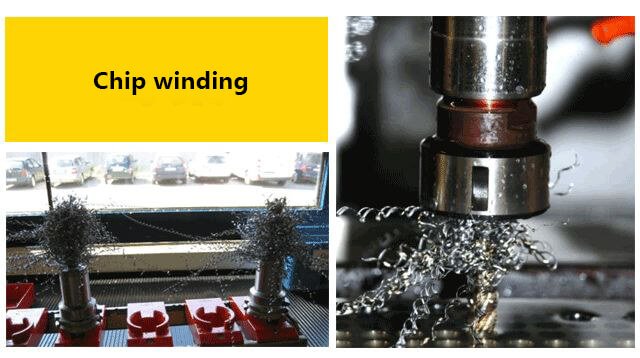
2) Avvolgimento del chip
Cambiare la forma del rubinetto
→ scanalatura diritta
→ angolo d'elica più piccolo
Accorciare il rubinetto di taglio
Modifica della forma dell'angolo anteriore
Aumentare il numero di slot
Modifica della velocità
Gancio più piccolo
In caso di picchiettatura rigida, aumentare il ciclo di beccatura.
Considerare il rubinetto per estrusione
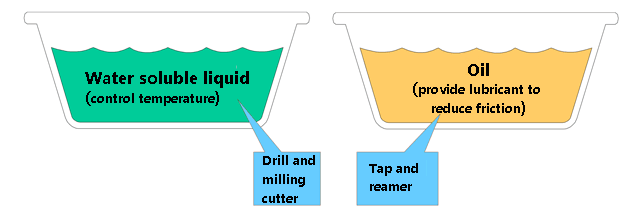
3) Selezione della lubrificazione
Lo scopo della lubrificazione nella maschiatura è quello di ridurre l'attrito.
Pertanto, per la maschiatura si utilizzano generalmente lubrificanti e non refrigeranti.
Se si utilizza un refrigerante, aggiungere additivi EP (ultra-alta pressione) o HP (alta pressione).
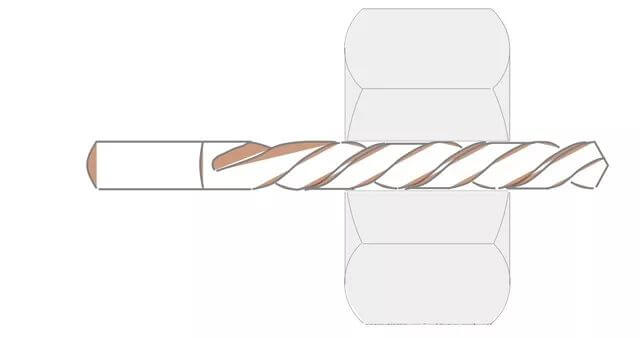
Il rubinetto ha una velocità di avanzamento fissa e grande, controllata dal passo del rubinetto, mentre il perforazione L'alimentazione può essere regolata per controllare il carico.
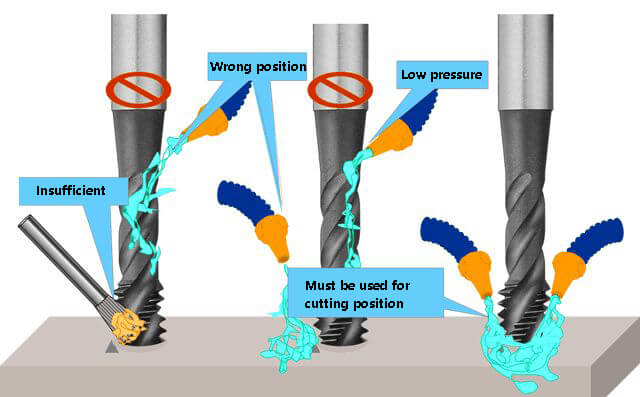
4) Applicazione del refrigerante
Base per la selezione del rubinetto
Prima di scegliere un rubinetto, è necessario capire:
Tipo di foro, foro passante, foro cieco o foro profondo
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di sbloccare la precisione delle macchine utensili con una semplice superficie di vetro. Le righe a reticolo lineare fanno proprio questo, trasformando le linee sottili in misure estremamente precise. Questo articolo analizza come queste...
Vi siete mai chiesti come si smussano gli spigoli delle parti metalliche? Questo processo, noto come smussatura, trasforma gli angoli pericolosi e frastagliati in superfici angolate più sicure. In questo articolo...
Vi siete mai chiesti quali siano i migliori marchi di cuscinetti al mondo? In questo post esploreremo i principali produttori di cuscinetti noti per la loro eccezionale qualità, innovazione e...
Vi siete mai chiesti chi alimenta il mondo dietro le quinte? In questo post del blog, faremo un'immersione profonda nei principali produttori di generatori che tengono accese le luci...
Siete aspiranti ingegneri meccanici e volete eccellere nel vostro campo? In questo post esploreremo i 10 software di progettazione meccanica più importanti che possono elevare la vostra...
Vi siete mai chiesti come viene garantita l'integrità dei dadi e delle viti saldati nella vostra auto? Questo articolo svela il meticoloso processo di controlli e ispezioni di qualità che mantengono il vostro veicolo...
Vi siete mai chiesti cosa fa sì che un motore elettrico funzioni regolarmente senza surriscaldarsi? Conoscere le temperature di funzionamento sicure dei motori è fondamentale per la loro longevità e le loro prestazioni. In questo articolo,...
Vi siete mai interrogati sull'affascinante mondo della fusione? Questo processo produttivo, antico ma in continua evoluzione, dà forma alla nostra vita quotidiana in innumerevoli modi. In questo post esploreremo il...
Vi siete mai chiesti come fanno gli ingranaggi della vostra auto o del vostro aereo a funzionare così bene? Questo articolo svela i principali produttori di ingranaggi che stanno dando forma al futuro dell'ingegneria meccanica. Imparerete...