Connessione filettata e metodi di rivettatura per parti in lamiera
Come garantire l'affidabilità delle connessioni in lamiera nei vostri progetti? È essenziale comprendere i vari metodi di connessione filettata e di rivettatura. Questo articolo approfondisce i principi di selezione dei rivetti, i diversi tipi di elementi di fissaggio filettati e i processi coinvolti nella rivettatura a pressione, a rigonfiamento e a trazione. Esplorando queste tecniche, imparerete a scegliere i metodi migliori per le vostre applicazioni specifiche, assicurando connessioni forti e durature nei vostri lavori in lamiera.
Le connessioni filettate, un metodo di fissaggio ampiamente utilizzato e smontabile, sono semplici nella struttura, affidabili e facili da montare e smontare. Sono uno dei metodi di connessione più diffusi e più ampi nelle strutture di prodotti in lamiera, con vantaggi insostituibili.
I metodi di rivettatura più comuni per i dispositivi di fissaggio filettati nelle parti in lamiera comprendono la rivettatura a pressione, la rivettatura a rigonfiamento e la rivettatura a strappo.
1. Principi di selezione dei rivetti
1) Prestare attenzione alle dimensioni esterne del rivetto per evitare interferenze.
2) A seconda del metodo di rivettatura del rivetto, considerare la direzione della forza applicata al rivetto durante l'assemblaggio per evitare incidenti di estrazione.
3) La lunghezza della sezione del rivetto deve essere leggermente inferiore allo spessore della lamiera, determinato in base allo spessore della lamiera.
4) Nella scelta dei rivetti, considerare il metodo di rivettatura e lasciare spazio per l'operazione di rivettatura.
5) Poiché la piastra di base si deforma durante la rivettatura a pressione e il raccordo si deforma durante la rivettatura a rigonfiamento, per l'acciaio inossidabile o per i materiali con durezza superiore, scegliere il metodo di rivettatura a rigonfiamento.
6) Per le piastre di base di spessore inferiore a 1 mm, si dovrebbe evitare la rivettatura a pressione. In caso di esigenze particolari, utilizzare il metodo di rivettatura a rigonfiamento.
7) I rivetti a espansione sono più sicuri dei rivetti a pressione e dovrebbero essere utilizzati a meno che non vi siano requisiti particolari.
8) Per le piastre di base di spessore superiore a 3,0 mm, evitare i rivetti a pressione a testa esagonale. Utilizzare rivetti a pressione a testa tonda per garantire la planarità dopo la rivettatura a pressione.
9) Quando si scelgono i rivetti a pressare, tenere presente che: i rivetti a pressare a testa tonda M5 e inferiori sono adatti per rivettare lamiere di spessore compreso tra 1,0 e 2,0 mm; i rivetti a pressare a testa tonda M6 sono adatti per rivettare lamiere di spessore compreso tra 2,0 e 2,5 mm; i rivetti a pressare a testa tonda M8 sono adatti per rivettare lamiere di spessore superiore a 2,5 mm.
2. Forme strutturali e processo di rivettatura dei componenti rivettati
Le forme strutturali più comuni di componenti rivettati comprendono colonne di rivetti a pressione, dadi a pressione (prigionieri), dadi a espansione (prigionieri), dadi a trazione, dadi a pressione flottanti e altro ancora.
(1) Dado per rivetti a pressione Colonna
Conosciuto anche come rivetto a pressione o dado a colonna, è un tipo di elemento di fissaggio ampiamente utilizzato in lamiera, piastre sottili, telai e armadi. Non esiste uno standard nazionale specifico per le colonne di rivetti a pressare. La base della colonna di dadi per rivetti a pressione è esagonale e l'altra estremità è cilindrica, con una scanalatura al centro della base esagonale e del cilindro.
La rivettatura a pressione viene eseguita su uno speciale macchina da stampa utilizzando uno stampo, applicando una certa pressione per premere la testa esagonale in un foro prestabilito nella piastra (il diametro del foro prestabilito è generalmente leggermente più grande del diametro esterno del cilindro della colonna del rivetto a pressione).
Questo provoca una deformazione plastica intorno al foro e la parte deformata viene schiacciata nella scanalatura della colonna di rivetti a pressione, rivettando così la colonna di rivetti a pressione sulla piastra. Questo tipo di rivettatura richiede solitamente che la durezza della colonna di dadi a pressare sia superiore alla durezza della piastra sottile.
Le normali piastre di acciaio a basso tenore di carbonio (durezza inferiore a 70HRB), le piastre in lega di alluminio, le piastre di rame, ecc. sono tutte adatte per il montaggio a pressione delle colonne di dadi per rivetti. Per le piastre di acciaio inossidabile e acciaio ad alto tenore di carbonio Le piastre, a causa del loro materiale duro, le colonne di dadi speciali ad alta resistenza per rivetti a pressa non sono solo costose, ma anche difficili da pressare, inaffidabili nella rivettatura e facili da staccare.
Per garantire l'affidabilità della rivettatura, è spesso necessario saldare a punti 2-3 punti sul lato della colonna del dado della pressa, in modo che il processo sia scarso. Se il prodotto deve essere rivettato con piastre di acciaio inossidabile e di acciaio ad alto tenore di carbonio, la durezza della lamiera d'acciaio deve essere inferiore a 80HRB.
Pertanto, le parti in lamiera con colonne di rivetti a pressione dovrebbero evitare di utilizzare piastre in acciaio inossidabile. Lo stesso vale per le viti e i dadi per rivetti a pressione, che non sono adatti all'uso su lastre di acciaio inossidabile. Il processo di rivettatura a pressione della colonna di rivetti a pressione è illustrato nella Figura 9-1.
I dadi per rivetti a pressione sono anche un tipo di fissaggio ampiamente utilizzato per lamiere, lastre sottili, casse di macchine e armadi.
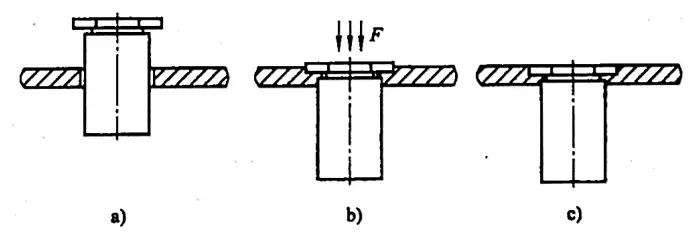
Attualmente non esiste uno standard nazionale specifico per i dadi per rivetti a pressione. Si distinguono dalle colonne di rivetti a pressione per l'aggiunta di gradini dentellati e teste invertite, di forma circolare. Il principio di rivettatura del dado con rivetto a pressione è lo stesso della colonna con rivetto a pressione. Il processo di rivettatura del dado per rivetti a pressione è illustrato nella Figura 9-2.
Figura 9-2: Processo di compressione del dado del rivetto
a) Stato iniziale
b) Processo di deformazione
c) Completamento della compressione
(3) Dado per rivetti a espansione
Il dado a rivetto è un tipo di fissaggio utilizzato per lamiere, piastre sottili, casse di macchine e armadi. Attualmente non esistono standard nazionali specifici per i dadi a rivetto girevole. Esistono due tipi di dadi per rivetti: esagonali e rotondi.
Prima di installare il dado per rivetti a espansione, è necessario predisporre un foro inferiore sulla lamiera. Quindi si inserisce il dado per rivetti a espansione nel foro. Su una speciale pressa, utilizzando uno stampo (con una conicità sulla testa dello stampo superiore), viene applicata una certa pressione per espandere parte dell'impugnatura del rivetto (causando la deformazione plastica di parte del materiale).
In questo modo si forma una certa conicità che fa sì che il dado del rivetto si adatti perfettamente alla lamiera, fissando così il dado del rivetto sulla piastra sottile e completando la rivettatura. In genere, il dado del rivetto non ha bisogno di essere temprato per garantire la sua robustezza, in modo da poter essere serrato senza incrinarsi.
Il processo di rivettatura è relativamente semplice, ma poiché il collegamento tra il dado del rivetto e la lamiera è un collegamento deformato in direzione circonferenziale, può sopportare una forza di spinta maggiore, ma la coppia che può sopportare è minore.
Per compensare questa lacuna, si consiglia di utilizzare dadi esagonali per rivetti con fibbia inversa o dadi tondi per rivetti con dentellatura. Il morso tra la fibbia o la dentellatura inversa e la lamiera aumenta la coppia che il dado per rivetti a espansione può sopportare. Il processo di rigonfiamento del dado per rivetti è illustrato nella Figura 9-3.
Figura 9-3: Il processo di imbutitura di un dado a spirale
a) Stato iniziale
b) Deformazione da sollevamento a freddo
c) Completamento dell'imbutitura
(4) Dado per rivetti
Conosciuto anche come dado rivettato o tappo, è comunemente utilizzato per il fissaggio di varie parti in lamiera. La rivettatura si riferisce al processo in cui il dado rivettato, sotto l'influenza di una forza di trazione esterna, subisce localmente una deformazione plastica di espansione (di solito in punti appositamente progettati) per bloccare la lamiera, ottenendo così un collegamento affidabile.
Il metodo di rivettatura prevede l'uso di una pistola specializzata. La pistola di rivettatura fa ruotare il bullone nella sua testa attraverso l'innesto con la filettatura interna del dado di rivettatura, provocando il corrispondente movimento lineare del dado di rivettatura e facendo espandere e deformare l'area a pareti sottili del dado di rivettatura fino a bloccare la lamiera.
Da serraggio il dado del rivetto può resistere a una grande forza di spinta e a una certa coppia di serraggio. A volte, per garantire la capacità di sopportare una coppia elevata, si possono utilizzare dadi a rivetto esagonali o dentellati. Il vantaggio dei dadi a rivetto è la costruzione su un solo lato, non influenzata dalla chiusura del prodotto. Il processo di rivettatura del dado a rivetto è illustrato nella Figura 9-4.
Figura 9-4: Processo di rivettatura del dado del rivetto
a) Stato iniziale
b) Deformazione sotto sforzo
c) Completamento della rivettatura
1) I materiali comuni per i dadi a rivetto includono acciaio, lega di alluminio e acciaio inossidabile. Le varietà comprendono dadi per rivetti a testa piatta (GB/T17880.1-1999), dadi per rivetti a testa svasata (GB/T17880.2-1999), dadi per rivetti a testa svasata piccola (GB/T17880.3-1999), dadi per rivetti a testa svasata piccola a 120° (GB/T17880.4-1999) e dadi per rivetti a testa piatta esagonale (GB/T17880.5-1999).
2) L'uso di dadi per rivetti: se un prodotto richiede che il dado sia montato esternamente mentre lo spazio interno è stretto, impedendo alla testa della rivettatrice di entrare per la rivettatura, e metodi quali flangiatura e la maschiatura non sono in grado di soddisfare i requisiti di resistenza, allora né la rivettatura a pressione né quella a espansione funzioneranno, rendendo necessario l'uso della rivettatura a strappo. I dadi a rivetto sono adatti per collegare parti di lamiera con uno spessore compreso tra 0,5 e 6 m.
(5) Dadi per rivetti flottanti
Prodotti in lamiera come le custodie e gli armadietti dei computer sono tipicamente composti da molte parti. Alcune parti o componenti in lamiera, a causa della complessa struttura complessiva dei case o dei cabinet e dei grandi errori cumulativi di dimensione dell'assemblaggio, comportano deviazioni significative nella posizione di assemblaggio dei dadi dei rivetti, rendendo difficile e, in alcuni casi, impossibile l'assemblaggio di altre parti.
Pertanto, l'utilizzo di dadi per rivetti flottanti in determinate posizioni al posto di altri tipi di dadi per rivetti può migliorare significativamente questa situazione. Il processo di rivettatura del dado a rivetto flottante è illustrato nella Figura 9-5. Attualmente non esistono standard nazionali per i dadi a rivetto flottante, ma solo standard industriali. Quando si sceglie di utilizzarli, la dimensione del foro e lo spazio di installazione predefiniti devono essere determinati in base ai campioni di prodotto del produttore.
Figura 9-5 Processo di rivettatura a pressione per i dadi a rivetto flottante
a) Stato iniziale
b) Processo di deformazione
c) Completamento della rivettatura a pressa
(6) Dimensioni del foro inferiore della parte rivettata e spessore della lamiera applicabile.
1) Per il diametro del foro inferiore del pilastro del dado rivettato, fare riferimento alla Tabella 9-1.
Tabella 9-1 Diametro del foro inferiore della colonna del dado rivettato a pressione (unità: mm)
Specifiche della filettatura
Nome in codice
Diametro d del foro di base
M3×0.5
(B)S0(0)(S)-M3-H
φ4.2
M3×0.5
(B)S0(0)(S)-3,5M3-H
φ5.4
M4×0.7
(B)S0(0)(S)-M4-H)
φ6.0
M4×0.7
(B)S0(0)(S)-3,5M4-H
φ7.2
M5 ×0.8
(B)S0(0)(S)-M5-H)
φ7.2
M6×1.0
(B)S0(0)(S)-M6-H)
φ8.7
Nota: S0 S0S indica le colonne di dadi per rivetti a pressione non filettati con foro passante; S00 S00S indica le colonne di dadi per rivetti a pressione filettati con foro passante. L'aggiunta di una B prima del termine indica un foro cieco; l'aggiunta di una S alla fine indica che il materiale è acciaio inossidabile, mentre senza S è acciaio. H indica l'altezza della colonna di dadi.
2) Fare riferimento alla Tabella 9-2 per il diametro del foro inferiore del dado rivettato a pressione.
Tabella 9-2: Diametro del foro inferiore del dado rivettato a pressione (unità: mm)
Specifiche della filettatura
Nome in codice
Diametro d del foro di base
M2x0,4
S(CLS)-M2-A(0,1,2)
φ4.2
M2. 5 ×0.45
S(CLS)-M2.5-A(0,1,2)
φ4.2
M3x0,5
S(CLS)-M3-A(0,1,2)
φ4.2
M4x0,7
S(CLS)-M4-A(0,1,2)
φ5.4
M5×0.8
S(CLS)-M5-A(0,1,2)
φ6.4
M6×1.0
S(CLS)-M6-A(0,1,2)
φ8.7
Post: CLS indica un dado per rivetti in acciaio inox; S rappresenta un dado per rivetti in acciaio; A (codice maniglia) indica il codice di spessore applicabile al dado per rivetti (0 indica uno spessore di 0,8-1,2 mm, 1 indica uno spessore di 1-1,5 mm, 2 indica uno spessore di 1,5~2,5 mm).
3) Fare riferimento alla Tabella 9-3 per il diametro del foro inferiore del dado incassato.
Tabella 9-3 Diametro del foro inferiore per il dado incassato (unità: mm)
Specifiche della filettatura
Nome in codice
Diametro d del foro di base
M2x0,4
F(S)-M2-A
φ4.3
M2.5×0.45
F(S)-M2.5-A
φ4.3
M3x0,5
F(S)-M3-A
φ4.3
M4x0,7
F(S)-M4-A
φ$7.4
M5x0,8
F(S)-M5-A
φ7.9
M6x1.0
F(S)-M6-A
φ8.7
Nota: "F" indica un dado a pressione; "S" indica che il materiale è bronzo; "A" (codice maniglia) rappresenta il codice dello spessore della piastra applicabile per il dado a pressione.
4) Fare riferimento alla Tabella 9-4 per lo spessore della piastra adatto per il dado a pressione.
Tabella 9-4: Spessore della piastra applicabile per il dado a pressione (unità: mm)
Maniglia Codice A
Specifiche della filettatura
M2
M2.5
M3
M4
M5
M6
1
1.5-2.3
1.5~2.3
1.5-2.3
1.5-2.3
1.5-2.3
2
2.3-3.2
2.3-3.2
2.3-3.2
2.3-3.2
2.3-3.2
3
3.2-3.9
4
4~4.7
5
>4.7
5) Per il diametro del foro inferiore del dado di serraggio, fare riferimento alla Tabella 9-5.
Tabella 9-5: Diametro del foro inferiore del dado di serraggio (unità: mm)
Specifiche della filettatura
Nome in codice
Diametro d del foro di base
M2.5×0.45
Z-(S)-M2.5-A
φ5.0/Controforatura φ5.5×90°
M3x0,5
Z-(S)-M3-A
5.0/Controforatura φ5.5×90°
M4x0,7
Z-(S)-M4-A
φ6.0/Controforatura φ7.0×90°
M5×0.8
Z-(S)-M5-A
φ8.0/Controforatura φ9.0×90°
M6x1.0
Z-(S)-M6-A
φ9.0/Contornatura φ10×90°
M8×1.25
Z-(S)-M8-A
φ11/Scontornatura φ12×90°
Nota: l'aggiunta di "S" indica che il materiale è acciaio inossidabile, mentre l'assenza di "S" indica che il materiale è acciaio. 'A' (codice della maniglia) rappresenta il codice dello spessore della lamiera applicabile al dado del rivetto.
6) Lo spessore della lamiera applicabile per i dadi a espansione tondi è indicato nella tabella 9-6.
Tabella 9-6: Spessore della lamiera applicabile per i rivetti a espansione tondi (unità: mm)
Maniglia Codice A
Specifiche della filettatura
M3
M4
M5
M6
M8
M10
1.2
1.2
1.2
1.5
1.5
1.5
2.0
2.0
2.0
2.0
2.0
2.0
2.0
3.0
3.0
3.0
3.0
3.0
7) Lo spessore della lamiera applicabile per i dadi esagonali a rivetto è indicato nella Tabella 9-7.
Tabella 9-7 Dado esagonale per rivetti applicabile allo spessore della lamiera (unità: mm)
Maniglia Codice A
Specifiche della filettatura
M3
M4
M5
M6
M8
M10
1.5
1.5
1.5
2.0
2.0
2.0
2.0
3.0
3.0
3.0
3.0
3.0
4.0
4.0
4.0
4.0
4.0
5.0
5.0
5.0
5.0
6.0
6.0
6.0
Nota: i dadi esagonali a rivetto sono utilizzati principalmente per i collegamenti con piastre di base in rame.
8) Il diametro del foro inferiore della vite di rivettatura a pressione è riportato nella Tabella 9-8.
Tabella 9-8: Diametro del foro inferiore della vite di rivettatura a pressione
(Unità: mm)
Specifiche della filettatura
Nome in codice
Diametro d del foro di base
M2.5×0.45
FH(S)-2,5-L
φ2.5
M3x0,5
FH(S)-M3-L
φ3
M3x0,5
NFH(S)-M3-L
φ4.8
M4x0,7
FH(S)-M4-L
Φ4
M4x0,7
NFH(S)-M4-L
φ4.8
M5 x0. 8
FH(S)-M5-L
φ5
M5 x0,8
NFH(S)-M5-L
φ6.8
M6 ×1.0
FH(S)-M6-L
φ6
M6 ×1.0
NFH(S)-M6-L
φ6.8
Nota: "S" indica che il materiale è rame inossidabile, mentre nessuna "S" indica che il materiale è acciaio. FH" indica una testa rotonda, "NFH" una testa esagonale e "L" indica la lunghezza totale della vite.
9) Per il diametro del foro inferiore del dado per rivetti a strappo e lo spessore della piastra applicabile, fare riferimento agli standard nazionali: Dado per rivetti a testa piatta (GB/T17880.1-1999), Dado per rivetti a testa svasata (CB/T17880.2-1999), Dado per rivetti a testa svasata piccola (GB/T17880.3-199), Dado per rivetti a testa svasata piccola a 120° (GB/T17880.4-1999), Dado per rivetti esagonali a testa piatta (GB/T17880.5-1999).
(7) La distanza minima dal centro del foro inferiore della parte rivettata al bordo della piastra di base.
1) La distanza minima consigliata dal centro del foro inferiore del dado del rivetto a pressione comunemente usato al bordo della piastra di base è quella indicata nella Tabella 9-9.
Tabella 9-9 Distanza minima raccomandata dal centro del foro inferiore del dado del rivetto a pressione comunemente usato al bordo della piastra di base (unità: mm).
Specifiche della filettatura
Nome in codice
Distanza minima consigliata dal centro del foro inferiore al bordo della piastra di base.
M3x0,5
(B)S0(0)(S)-3,5M3-H
6.8
M4x0,7
(B)S0(0)(S)-M4-H)
8.0
M5x0,8
(B)S0(0)(S)-M5-H)
8.0
M6x1.0
(B)S0(0)(S)-M6-H)
10
2) La distanza minima raccomandata dal centro del foro inferiore del dado per rivetti comunemente utilizzato al bordo della piastra di base è indicata nella Tabella 9-10.
Tabella 9-10 Altezza minima consigliata dal centro del foro inferiore del dado per rivetti comunemente usato al bordo della piastra di base (unità: mm)
Specifiche della filettatura
Nome in codice
Distanza minima consigliata dal centro del foro inferiore al bordo della piastra di base.
M3x0,5
S(CLS)-M3-A(0,1,2)
4.8
M4x0,7
S(CLS)-M4-A(1,2)
6.9
M5x0,8
S(CLS)-M5-A(1,2)
7.1
M6x1.0
S(CLS)-M6-A(1,2)
8.6
M8×1.0
S(CLS)-M8-2
9.7
M10 x1. 5
S(CLS)-M10-2
13.5
3) La distanza minima raccomandata dal centro del foro inferiore del dado incassato, comunemente utilizzato, al bordo della piastra di base è indicata nella Tabella 9-11.
Tabella 9-11 Distanza minima consigliata dal centro del foro inferiore del dado incassato comunemente utilizzato al bordo della piastra di base (unità: mm)
Specifiche della filettatura
Nome in codice
Distanza minima consigliata dal centro del foro inferiore al bordo della piastra di base.
M3x0,5
F(S)-M3-1.5
6
M4x0,7
F(S)-M4-2.5
6
M5x0,8
F(S)-M5-2.5
7.2
4) La distanza minima consigliata dal centro del foro inferiore del dado del rivetto a espansione rotondo comunemente usato al bordo della piastra di base è indicata nella Tabella 9-12.
Tabella 9-12 Distanza minima consigliata dal centro del foro inferiore del dado del rivetto a espansione rotondo comunemente usato al bordo della piastra di base (unità: mm)
Maniglia Codice A
Specifiche della filettatura
M3
M4
M5
M6
M8
1.2
4.8
6.9
1.5
4.8
6.9
2.0
4.8
6.9
7.1
8.6
9.7
3.0
7.1
8.6
9.7
5) La distanza minima raccomandata dal centro del foro di base del dado esagonale comunemente utilizzato per i rivetti a espansione al bordo del substrato è riportata nella Tabella 9-13.
Tabella 9-13 Distanza minima raccomandata dal centro del foro di base del dado esagonale comunemente usato per i rivetti a espansione al bordo del substrato (Unità: mm)
Maniglia Codice A
Specifiche della filettatura
M4
M5
M6
M8
M10
M12
1.5
6.9
2.0
6.9
7.1
3.0
6.9
7.1
8.6
9.7
4.0
7.1
8.6
9.7
13.5
15
5.0
8.6
9.7
13.5
15
6.0
9.7
13.5
15
6) La distanza minima raccomandata dal centro del foro inferiore della vite a rivetto comune al bordo della piastra di base è indicata nella Tabella 9-14.
Tabella 9-14 Distanza minima consigliata dal centro del foro inferiore della vite a rivetto comune al bordo della piastra di base (unità: mm)
Specifiche della filettatura
Nome del codice
Distanza minima consigliata dal centro del foro inferiore (a testa tonda) al bordo della piastra di base.
M3 x0,5
FH(S)-M3-L
5.6
M4x0,7
FH(S)-M4-L
7.2
M5x0,8
FH(S)-M5-L
7.2
M6x1.0
FH(S)-M6-L
7.9
(8) Fattori che influenzano la qualità dell'assemblaggio dei rivetti
La qualità dell'assemblaggio dei rivetti è influenzata da diversi fattori, tra cui le proprietà del materiale di base, il diametro del foro inferiore e il metodo di rivettatura.
1) Base Proprietà del materiale: Quando la durezza del materiale di base è adeguata, la qualità della rivettatura e la capacità di carico delle parti rivettate sono ottimali.
2) Diametro del foro inferiore: La dimensione del foro inferiore influisce direttamente sulla qualità dell'assemblaggio rivettato. Un foro inferiore più grande comporta un maggiore spazio tra il materiale di base e le parti rivettate. Gli effetti di questa distanza sui diversi metodi di rivettatura sono i seguenti:
i) Impatto sulla rivettatura a compressione: Il materiale di base non può deformarsi a sufficienza per riempire la scanalatura sulla parte rivettata, con il risultato di una forza di taglio insufficiente che influisce direttamente sulla resistenza alla spinta del dado (o del rivetto) del rivetto a compressione.
ii) Impatto sulla rivettatura a espansione: Se il foro inferiore è troppo grande, la forza di compressione generata dalla deformazione plastica durante la rivettatura diminuisce, influenzando direttamente la resistenza alla spinta e alla torsione del rivetto a espansione.
iii) Impatto sulla rivettatura a strappo: Se il foro inferiore è troppo grande, l'attrito effettivo tra le due parti diminuisce dopo la deformazione plastica, compromettendo la qualità della rivettatura.
Sebbene un foro più piccolo possa aumentare in qualche misura la capacità di carico del rivetto, può comportare una scarsa qualità estetica, un'elevata forza di rivettatura, disagi nell'installazione, deformazioni della piastra di base e una riduzione dell'efficienza produttiva e della qualità della rivettatura.
3) Distanza dal centro del foro inferiore al bordo del materiale di base: Se questa distanza è troppo breve, può causare la deformazione del materiale di base e compromettere la qualità della rivettatura.
(9) Principi del processo di assemblaggio dei rivetti
Quando si preparano le schede di processo per le parti in lamiera con componenti rivettati, occorre prestare particolare attenzione non solo alla disposizione razionale del processo di rivettatura, ma anche alla posizione della vite o del dado del rivetto.
Posizioni diverse sopportano carichi diversi e hanno requisiti di processo diversi. Pertanto, la struttura delle parti rivettate e il processo di rivettatura devono essere adattati alla posizione di rivettatura. Una scelta errata può ridurre il campo di carico della vite o del dado rivettato, causando il fallimento della rivettatura. I principi generali per la rivettatura di viti e dadi per rivetti sono i seguenti:
1) Non rivettare le viti e i dadi dei rivetti in acciaio o in acciaio inossidabile prima dell'anodizzazione o del trattamento superficiale. piastre in alluminio.
2) Il numero di viti o dadi per rivetti a compressione rivettati sulla stessa linea deve essere ragionevole. Se il numero è eccessivo, il materiale compresso non ha modo di fluire e può causare grandi sollecitazioni, piegando il pezzo in un arco.
3) È preferibile rivestire la superficie dei pezzi prima di rivettare le viti e i dadi a rivetto.
4) Dopo la rivettatura, i dadi per rivetti M5, M6, M8 e M10 devono essere generalmente saldati a punti per aumentarne la resistenza. I dadi più grandi richiedono una maggiore resistenza e possono essere saldati ad arco. Per i rivetti M4 (incluso M4) e inferiori, è meglio utilizzare dadi a espansione.
5) Quando si rivettano i dadi su un bordo di curvatura, per garantire la qualità della rivettatura dei dadi, tenere presente quanto segue:
① La distanza tra il bordo del foro del rivetto e il bordo della piega deve superare la zona di deformazione della piega.
② La distanza L dal centro del dado rivettato al lato interno del bordo di piegatura deve essere maggiore della somma del raggio del cilindro esterno del dado rivettato e del raggio del cilindro interno. raggio di curvaturacioè L>D/2+r.
6) Per substrati inferiori a 1 mm, l'affidabilità della rivettatura a pressione è scarsa e quindi non è raccomandata. In caso di esigenze particolari, si può passare alla rivettatura a rigonfiamento e 2-3 punti devono essere rinforzati con saldatura ad arco di argon. saldatura a punti (o punzonatura di 2-3 punti) su una superficie che non influisca sulla filettatura.
3. Dadi di saldatura a proiezione
Saldatura a proiezione I dadi, noti anche come dadi per saldatura a punti, sono ampiamente utilizzati nei prodotti in lamiera. Tuttavia, durante l'applicazione reale, spesso si verificano problemi dovuti a un diametro del foro non correttamente progettato, con conseguente impossibilità di posizionare con precisione il dado per saldatura a proiezione.
Gli standard nazionali prevedono due tipi di dadi a saldare a proiezione: dadi a saldare quadrati (GB13680-1992) e dadi a saldare esagonali (GB13681-1992). I dadi a saldare quadrati hanno un posizionamento approssimativo, che non solo comporta notevoli errori di posizionamento, ma spesso richiede una filettatura di rincalzo dopo la saldatura.
I dadi esagonali, invece, hanno una struttura autoposizionante che offre una maggiore precisione e operazioni di saldatura più agevoli. Pertanto, è consigliabile utilizzare dadi esagonali per saldatura.
La Figura 9-6 mostra un diagramma schematico della saldatura di un dado esagonale a una piastra di base. I valori raccomandati per il diametro del foro della piastra di base D e lo spessore della piastra t sono riportati nella Tabella 9-15.
Figura 9-6: Schema del dado esagonale saldato alla piastra di base
Tabella 9-15: Valori consigliati per il diametro dei fori della piastra di base D e lo spessore della piastra t
(Unità: mm)
Specifiche della filettatura
D
t
M4
6+0.075
0.75~3
M5
7+0.09
0.9~3.5
M6
8+0.09
0.9~4
M8
M8×1
10.5+0.11
1-4.5
M10
M10×1
M10x1,25
12.5+0.11
1.25-5
M12
M12x1,5
M12×1.25
14.8+0.11
1.5-5
M14
M14 x1,5
16.8+0.11
2~6
M16
M16×1.5
18.8+0.13
2~6
4. Flangiatura e maschiatura
La flangiatura e la maschiatura, note anche come foratura e maschiatura, sono utilizzate principalmente su parti in lamiera per stabilire connessioni tra di esse. Poiché la base del pezzo in lamiera è sottile, la maschiatura diretta produrrebbe una filettatura troppo corta, che potrebbe scivolare facilmente.
Pertanto, sul pezzo in lamiera viene prima praticato un foro inferiore (determinato dalle specifiche del filetto). Quindi, utilizzando uno stampo di flangiatura dedicato su una pressa, viene estratto un bordo verticale (l'altezza di estrazione è determinata dalle specifiche del filetto e dallo spessore della lamiera). Infine, la filettatura viene maschiata, ottenendo lo scopo di aumentare l'efficacia della filettatura. lunghezza della filettatura.
5. Confronto delle prestazioni dei rivetti gonfiati, dei rivetti pressati, dei rivetti tirati e dei rivetti flangiati e maschiati.
I dadi per rivetti gonfiati, i dadi per rivetti pressati, i dadi per rivetti a strappo e la flangiatura e maschiatura presentano ciascuno vantaggi e svantaggi. La tabella 9-16 mostra un confronto delle prestazioni.
Tabella 9-16 Confronto delle prestazioni dei rivetti gonfiati, dei rivetti pressati, dei rivetti a strappo e della flangiatura e maschiatura
Metodo di connessione
Dado di serraggio
Dado a pressione.
Dado rivettato
Flangiatura e filettatura
Lavorabilità
Buono
Buono
Buono
Media
Materiale del substrato
I rivetti in acciaio inox tendono a staccarsi facilmente
La rivettatura dell'acciaio inox è scarsa e richiede l'uso di dadi a pressione appositamente realizzati e la saldatura a punti.
Buono
Piastre sottili e rame morbido e materiali in alluminio sono soggetti a slittamento della filettatura.
Precisione
Buono
Buono
Buono
Media
Durata
Buono
Buono
Buono
La qualità di rame e alluminio è inferiore alla media e sono preferibili altri materiali con più di tre fili.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di trasformare un foglio di metallo piatto in un pezzo tridimensionale complesso con precisione ed efficienza. L'arte e la scienza della fabbricazione della lamiera comportano una serie di processi meticolosi,...
Vi siete mai chiesti come si uniscono le parti in lamiera per creare strutture complesse? In questo post esploreremo l'affascinante mondo delle tecniche di giunzione della lamiera. Come...
Come si fa a garantire che le parti in lamiera rimangano saldamente collegate senza saldatura o viti? Questo articolo esplora il processo di rivettatura, una tecnica fondamentale nella fabbricazione dei metalli. Imparerete a conoscere...
Vi siete mai chiesti come migliorare l'efficienza e la qualità dei vostri progetti di lamiera? In questo articolo approfondiamo i consigli essenziali per la progettazione della lamiera, esplorando le tecniche...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro gli eleganti involucri metallici dei vostri gadget preferiti? In questo post ci immergeremo nell'affascinante mondo delle lamiere...