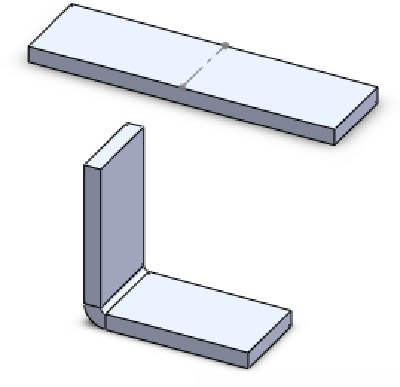
1. Piega a L
In base all'angolo, si possono dividere in due categorie: Curve a 90 gradi e curve non a 90 gradi.
In base al metodo di lavorazione, può essere suddiviso in due categorie: lavorazione generale (L > V/2) e lavorazione speciale (L < V/2).
- La scelta dello stampo deve basarsi sul materiale, sullo spessore della piastra e sull'angolo di formatura.
- Principio di inclinazione:
(1) Basato sul principio dei due arretramenti e del posizionamento in base alla forma del pezzo.
(2) Quando si utilizza un calibro posteriore, è importante considerare la deflessione e assicurarsi che sia allineata con la linea centrale della dimensione di piegatura del pezzo.
(3) Per le curve piccole, è più efficiente lavorarle in posizione inversa.
(4) Si consiglia di posizionare il calibro posteriore sotto il centro per evitare che si sollevi quando ci si appoggia.
(5) È meglio che sia posizionato vicino al calibro posteriore.
(6) Si consiglia di appoggiarsi al lato lungo del pezzo.
(7) Le dime possono essere utilizzate per facilitare il posizionamento irregolare e l'inclinazione dell'ipotenusa.
- Precauzioni:
Durante la lavorazione, prestare attenzione al metodo di posizionamento e al movimento del meccanismo antiritorno nei vari metodi di posizionamento.
Quando si installa lo stampo, questo deve essere piegato e il meccanismo antiritorno deve essere retratto per evitare la deformazione del pezzo durante la piegatura.
Quando si piegano internamente pezzi di grandi dimensioni, può essere difficile posizionare il pezzo o evitare danni a causa della forma più grande e dell'area di piegatura più piccola. Per evitare ciò, durante la lavorazione è possibile aggiungere un punto di posizionamento in direzione longitudinale. Questo metodo di lavorazione in due direzioni facilita il posizionamento, migliora la sicurezza, previene i danni al pezzo e aumenta l'efficienza della produzione.
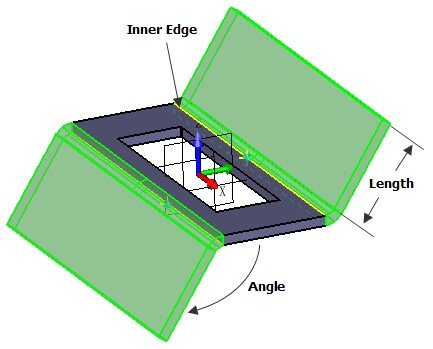
2. Curva N
Le curve a N devono utilizzare metodi di lavorazione diversi in base alla forma. Durante la piegatura, le dimensioni interne devono essere superiori a 4 mm e la dimensione X è limitata dalla forma dello stampo. Se le dimensioni del materiale sono inferiori a 4 mm, è necessario utilizzare metodi di lavorazione speciali.
- Scegliere lo stampo in base allo spessore del materiale, alle dimensioni, al materiale e al tipo di materiale. angolo di curvatura.
- Principio di inclinazione:
(1) Assicurarsi che il pezzo in lavorazione non interferisca con gli utensili.
(2) Assicurarsi che l'angolo di inclinazione sia leggermente inferiore a 90 gradi.
(3) È preferibile utilizzare due meccanismi antiritorno per l'appoggio, tranne in casi particolari.
- Precauzioni:
(1) Dopo la piegatura a L, l'angolo deve essere di 90 gradi o leggermente inferiore a 90 gradi per facilitare la lavorazione e il posizionamento.
(2) Durante la lavorazione della seconda piega, il pezzo deve essere posizionato al centro della superficie di lavorazione.
La piegatura a Z, nota anche come piegatura sfalsata, si riferisce alla piegatura in direzione opposta. L'angolo viene suddiviso in base alla differenza tra l'ipotenusa e il bordo dritto. La dimensione minima del processo di piegatura è limitata dallo stampo e la dimensione massima è determinata dalla forma della macchina di lavorazione. In generale, quando la dimensione interna della piegatura a Z è inferiore a 3,5 volte lo spessore (T), si utilizza uno stampo offset. Quando è superiore a 3,5T, si applica il normale metodo di lavorazione.
- Principio di inclinazione:
(1) Comoda posizione di appoggio e buona stabilità.
(2) La posizione di appoggio è generalmente la stessa della piegatura a L.
(3) Durante il secondo appoggio, il pezzo da lavorare deve essere a filo della stampo inferiore.
- Precauzioni:
(1) L'angolo di lavorazione della piegatura a L deve essere in posizione e il requisito generale è di 89,5-90 gradi.
(2) Prestare attenzione alla deformazione del pezzo durante il rientro.
(3) L'ordine di elaborazione deve essere corretto.
(4) Per lavorazioni speciali, è possibile utilizzare i seguenti metodi:
- Metodo di separazione degli assi (lavorazione eccentrica)
- Lavorazione a V piccola (è necessario un fattore di piegatura maggiore)
- Facile formatura dello stampo
- Rettifica dello stampo inferiore.
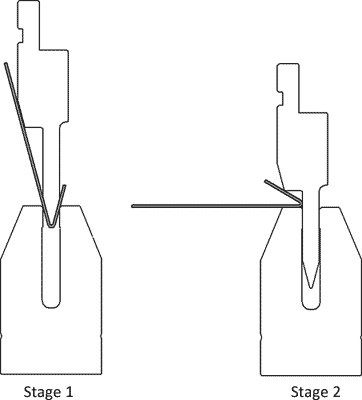
4. Piegatura acuta e orlatura
Le fasi di lavorazione per la piegatura e l'orlatura acuta sono:
- Per prima cosa, piegare il materiale a una profondità di circa 35 gradi.
- Quindi, utilizzare un Fustella per orlatura per appiattirlo in posizione piatta e chiusa.
- Selezione dello stampo:
Sulla base di uno spessore del materiale da 5 a 6 volte superiore, selezionare il Scanalatura a V larghezza della matrice inferiore con una profondità di 30 gradi. Scegliere la matrice superiore in base alle condizioni specifiche del bordo di spianatura.
- Precauzioni:
Il lato di appiattimento deve prestare attenzione al parallelismo di entrambi i lati. Per i bordi di appiattimento più lunghi, si consiglia di piegare prima e appiattire poi. Per i bordi di appiattimento più corti, è possibile utilizzare la lavorazione di imbottitura.
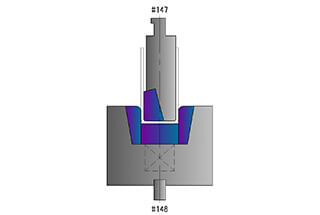
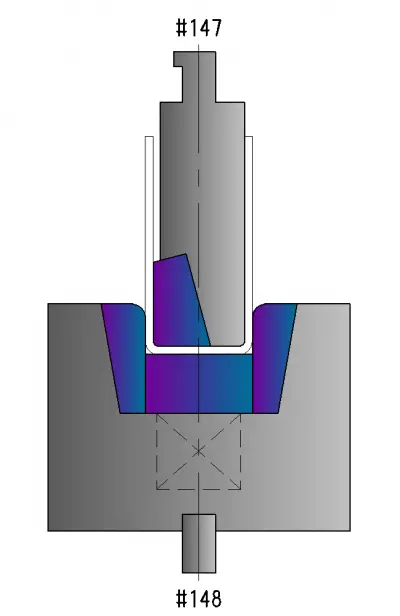
5. Premere Hardware
L'uso di un pressa piegatrice per rivettare a pressione la ferramenta richiede solitamente l'uso di stampi concavi, attrezzature e altri strumenti ausiliari per la lavorazione degli stampi. Gli articoli di ferramenta più comuni includono dadi a crimpare, prigionieri, viti e altri.
Precauzioni:
Quando è necessario proteggere la forma del pezzo, è necessario eseguire una lavorazione di evitamento.
Dopo la lavorazione, controllare la coppia di serraggio, verificare che la spinta sia conforme allo standard e assicurarsi che la ferramenta e il pezzo siano piatti e vicini.
Quando si pressa la ferramenta accanto alla macchina dopo la piegatura e la rivettatura, prestare attenzione a evitare la lavorazione e a mantenere il parallelismo tra lo stampo e il pezzo.
In caso di rigonfiamento, verificare che non vi siano crepe sul bordo rigonfiato e che il bordo rigonfiato non sia più alto della superficie del pezzo.
La lavorazione della formatura generale di stampi speciali comprende:
Piccoli offset, ganci, ponti, sacchetti, zucche e alcune forme irregolari.
Gli stampi speciali vengono generalmente posizionati utilizzando le dita del calibro posteriore o l'autoposizionamento.
L'aspetto più importante della lavorazione con stampi speciali è garantire che le loro funzioni e i requisiti di assemblaggio non vengano compromessi e che il loro aspetto sia normale.