I. Che cos'è la smussatura?
La smussatura è un processo di lavorazione di precisione dei metalli che prevede la creazione di una superficie angolata o smussata sul bordo o sull'angolo di un pezzo. Questa tecnica è ampiamente utilizzata nella produzione per modificare la transizione tra due superfici, in genere con un angolo di 45 gradi, anche se è possibile utilizzare altri angoli in base a requisiti di progettazione specifici.
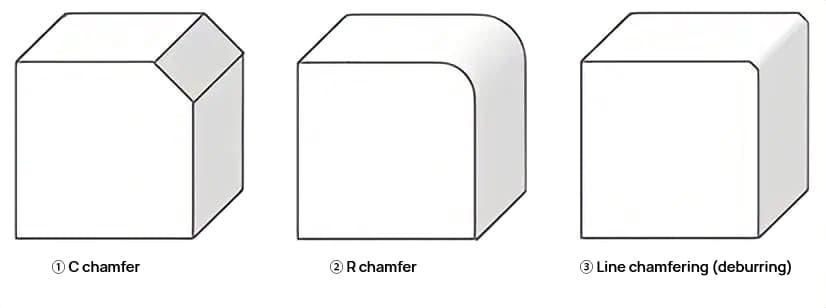
In sostanza, la smussatura consiste nella rimozione del materiale per trasformare gli spigoli vivi in piani angolati o profili arrotondati. Lo smusso risultante può assumere varie forme, tra cui:
- Faccia a C (quadrata): Una superficie piatta e angolata che crea uno smusso simmetrico.
- R-face (rotondo): Una transizione curva che fonde dolcemente due superfici.
- Sporgenze a forma di R: Sporgenze arrotondate che fuoriescono dal pezzo.
Il processo di smussatura ha molteplici funzioni nella lavorazione dei metalli:
- Miglioramento della sicurezza grazie all'eliminazione dei bordi taglienti che potrebbero causare lesioni
- Migliora l'assemblaggio e l'adattamento dei pezzi facilitando l'inserimento.
- Riduzione della concentrazione delle sollecitazioni agli angoli, con conseguente miglioramento dell'integrità strutturale.
- Preparazione dei bordi per la saldatura o altri processi di giunzione
- Raggiungere specifici requisiti estetici o funzionali del progetto
Gli smussi possono essere prodotti con diversi metodi di fabbricazione, tra cui la lavorazione, la rettifica, la limatura o strumenti di smussatura specializzati, a seconda del materiale, dei requisiti di precisione e del volume di produzione.
II. Tipi di smussatura
- C Smussatura
La smussatura si riferisce alla lavorazione di una superficie angolata specifica sull'angolo di un materiale. Il termine smussatura si riferisce spesso alla smussatura di tipo C.
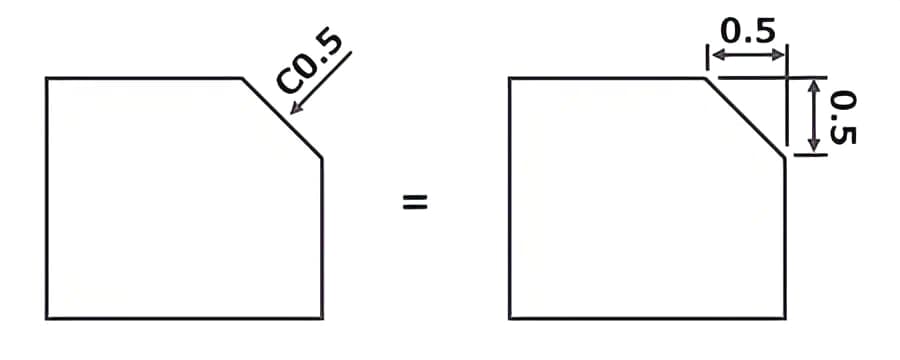
Nei disegni, è indicato come ←C0,5 nella posizione del bordo, o "faccia non specificata C0,5", ecc.
Qui, C0,5 si riferisce a una superficie inclinata di 0,5 mm lavorata a 45° dal bordo. Si noti che non si riferisce alla lunghezza della pendenza.
- R Smussatura
La smussatura R si riferisce alla lavorazione dell'angolo di un materiale a forma di arco. Sul disegno, è specificato come "dovrebbe eseguire la smussatura R", ecc.
La "smussatura R" è talvolta indicata anche come "lavorazione R" o "lavorazione rotonda".
- Smussatura delle linee (sbavatura)
La smussatura delle linee si riferisce alla lavorazione di una superficie sullo spigolo di un materiale invisibile a occhio nudo.
La smussatura delle linee è generalmente considerata di circa C0,2~0,3, ma a differenza della smussatura a C e della smussatura a R, non esistono norme chiare sulla forma e sulle dimensioni della smussatura.
Nei disegni è spesso indicata come "smussatura di un angolo non specificato" o "ogni bordo deve essere privo di bave".
III. Scopo della smussatura
Migliorare la sicurezza
La lavorazione meccanica spesso produce spigoli vivi e bave sui bordi dei materiali. Questi possono rappresentare un rischio significativo per la sicurezza, causando potenzialmente lacerazioni se maneggiati senza un'adeguata protezione. La smussatura elimina efficacemente questi rischi creando un bordo smussato, riducendo notevolmente il rischio di lesioni durante i processi di manipolazione e assemblaggio.
Miglioramento della qualità
La presenza di spigoli o bave può causare diversi problemi di qualità. Quando i componenti interagiscono, queste imperfezioni possono causare graffi superficiali, compromettendo sia l'estetica che la funzionalità. Inoltre, le bave allentate possono staccarsi durante il funzionamento, causando potenzialmente contaminazioni o guasti meccanici nei sistemi di precisione.
Durante le operazioni di taglio e stampaggio, i bordi dei pezzi spesso subiscono deformazioni plastiche, con conseguente deformazione o distorsione dei bordi. Questo può portare a tolleranze di accoppiamento insufficienti o a danni ai componenti durante l'assemblaggio forzato. La smussatura riduce questi rischi creando un profilo uniforme e controllato dei bordi, garantendo una migliore compatibilità dei pezzi e riducendo la probabilità di difetti legati all'assemblaggio.
Miglioramento delle prestazioni dell'assemblaggio
I bordi smussati migliorano notevolmente l'efficienza e la precisione dell'assemblaggio. Creando un ingresso rastremato, gli smussi fungono da guida, facilitando l'accoppiamento dei componenti e riducendo il rischio di disallineamento durante l'assemblaggio.
Nelle applicazioni in cui i componenti cilindrici vengono inseriti nei fori, anche piccole discrepanze tra il diametro interno del foro e il diametro esterno del componente possono impedire un inserimento agevole, soprattutto in presenza di un leggero disallineamento o di una deviazione angolare. La smussatura sia dell'ingresso del foro che dell'estremità del componente crea un effetto a imbuto, facilitando l'innesto iniziale e l'autocentraggio durante l'inserimento. Questa tolleranza per il disallineamento all'interno dell'intervallo di smussatura migliora notevolmente la velocità di assemblaggio e riduce il rischio di danni al componente dovuti all'inserimento forzato.
IV. Metodi di lavorazione della smussatura
La smussatura può essere eseguita in vari modi, come la fresatura, la tornitura, il lavoro manuale, ecc. Qui presentiamo il metodo di lavorazione della smussatura attraverso la fresatura.
La fresatura è un processo che prevede la pressione di una fresa rotante su un pezzo fissato su una tavola di scorrimento.
Utilizzando una fresa per smussare progettata in base alla forma del pezzo, è possibile ottenere facilmente la smussatura.
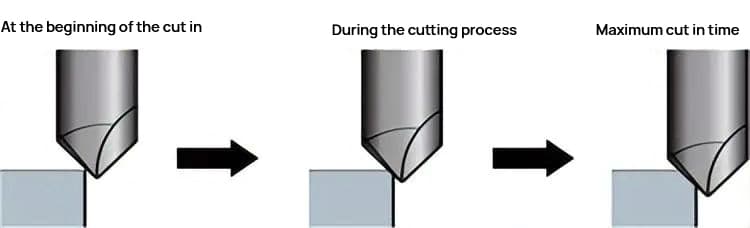
Nel caso della smussatura a C, la smussatura può essere realizzata anche inclinando l'utensile o il pezzo in lavorazione e utilizzando una generica fresa piatta.
I punti chiave della lavorazione sono i due seguenti.
- È necessario considerare la lavorazione in condizioni di massima profondità di taglio.
- Se la quantità di taglio è elevata, si consiglia di tagliare in più fasi.
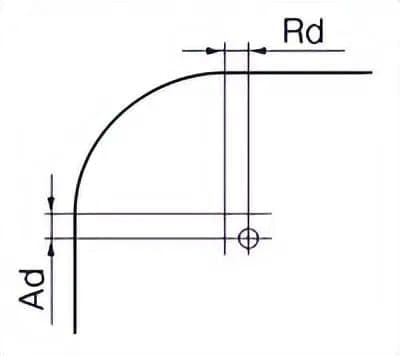
Per la smussatura R, fare riferimento a quanto segue.
Idealmente, la quantità di taglio nelle direzioni Ad e Rd dovrebbe essere all'incirca la stessa.
Per la sgrossatura e la finitura si devono utilizzare profondità di taglio diverse.
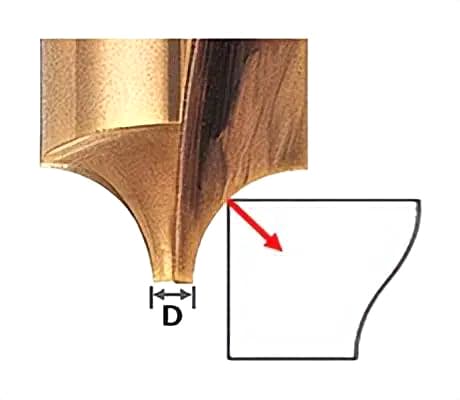
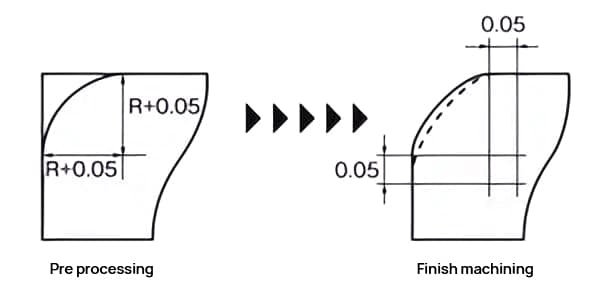
- Sgrossatura: la profondità di taglio per Rd e Ad deve essere inferiore a 0,2D (D è il diametro del tagliente) in una sola volta. Il processo deve essere completato in più fasi. Lasciare un margine di finitura di 0,05 mm.
- Finitura: la profondità di taglio per Rd e Ad deve essere di 0,05 mm.
V. Tecniche di smussatura
Tornitura Smussatura
La smussatura per tornitura utilizza un tornio per creare smussi precisi su pezzi cilindrici. Questa tecnica è particolarmente utile per i pezzi che necessitano di smussi precisi e simmetrici sui bordi.
Strumenti e processo
- Macchina per tornio: L'utensile principale utilizzato per la smussatura in tornitura.
- Utensile per smussare: Un utensile da taglio specializzato collegato al tornio.
- Processo: Il pezzo ruota ad alta velocità mentre l'utensile di smussatura viene alimentato con un angolo specifico per creare lo smusso.
Fresatura Smussatura
La fresatura degli smussi utilizza le fresatrici per creare smussi su superfici piane e irregolari.
Strumenti e processo
- Fresatrice: Queste macchine possono avere mandrini verticali o orizzontali.
- Fresa per smussare: Una fresa a candela progettata specificamente per la smussatura.
- Processo: La fresa per smussi viene posizionata all'angolo desiderato e si sposta lungo il bordo per tagliare lo smusso.
Rettifica Smussatura
La molatura a smusso è utilizzata per la finitura dei bordi con elevata precisione e levigatezza, spesso applicata a materiali temprati.
Strumenti e processo
- Rettificatrice: In genere utilizza una smerigliatrice da banco o una smerigliatrice angolare.
- Mole per smerigliare: Selezionato in base al materiale e alla finitura desiderata.
- Processo: Il bordo del pezzo viene rettificato con l'angolo desiderato per formare lo smusso.
Smussatura laser
La smussatura laser utilizza un raggio laser focalizzato per ottenere smussi precisi con una distorsione termica minima.
Strumenti e processo
- Taglierina laser: Apparecchiatura di alta precisione che dirige un raggio laser sul pezzo.
- Processo: Il raggio laser segue il bordo, fondendo e vaporizzando il materiale per creare uno smusso pulito.
Smussatura a getto d'acqua
La smussatura a getto d'acqua utilizza acqua ad alta pressione mescolata a particelle abrasive per tagliare gli smussi senza calore.
Strumenti e processo
- Taglierina a getto d'acqua: Utilizza acqua ad alta pressione e materiali abrasivi.
- Processo: Il getto d'acqua segue il bordo, erodendo il materiale per formare lo smusso.
Smussatura al plasma
La smussatura al plasma utilizza una torcia al plasma per tagliare smussi su materiali conduttivi, ideale per metalli spessi e ad alta lega.
Strumenti e processo
- Taglierina al plasma: Utilizza un gas elettricamente conduttivo per produrre un arco di plasma.
- Processo: L'arco di plasma viene diretto sul bordo, fondendo e soffiando via il materiale per creare lo smusso.
Smussatura a mano
La smussatura a mano utilizza strumenti manuali per lavori di piccole dimensioni o di precisione in cui la smussatura a macchina non è praticabile.
Strumenti e processo
- Strumenti manuali: Include lime, piani di smussatura o strumenti di sbavatura.
- Processo: L'artigiano rimuove manualmente il materiale dal bordo con l'angolo desiderato.
Smussatura automatizzata
La smussatura automatizzata viene utilizzata in ambienti di produzione ad alto volume, integrando la smussatura in processi di lavorazione automatizzati.
Strumenti e processo
- Bracci robotici e macchine CNC: Dotato di utensili di smussatura.
- Processo: Il sistema segue percorsi programmati per creare smussi in modo coerente su più pezzi.
Utilizzando queste diverse tecniche di smussatura, i macchinisti possono scegliere il metodo più appropriato in base al materiale, alla precisione desiderata e al volume di produzione, garantendo smussi di alta qualità per diverse applicazioni.
VI. Annotazioni di smusso
Nei componenti rappresentati nelle cianografie sono presenti diversi tipi di smussature, tra cui smussatura dei bordi, smussatura dei fori, smussatura dell'estremità dell'albero e rimozione di bordi taglienti e bave.
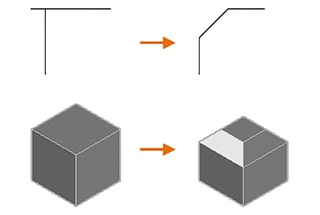
1. Smusso del bordo:
Conosciuto anche come smusso dello spigolo esterno. Ad esempio, un cubo ha 12 spigoli esterni. Se il progetto indica uno smusso di C0,5, tutti i 12 spigoli devono essere elaborati con uno smusso di 0,5*45°.
2. Smusso del foro:
Questo include fori circolari e fori irregolari. Se il progetto indica uno smusso del foro di C0,5, tutti i fori del componente devono essere lavorati con uno smusso di 0,5*45°. Se è richiesta solo una parte specifica, questa deve essere chiaramente indicata.
3. Smussatura dell'estremità dell'albero:
Si riferisce allo smusso alle due estremità di un albero. Per gli alberi a gradini, se deve essere specificato nel testo, deve essere etichettato come smusso della spalla dell'albero. Supponiamo che il progettista di un albero a gradini richieda che tutte le spalle dell'albero ed entrambe le estremità dell'albero abbiano uno smusso di 0,5*45°, che può essere scritto come smusso delle estremità e delle spalle dell'albero C0,5.
Nota: se è scritto solo "smusso di estremità dell'albero C0,5", l'assenza di uno smusso di spalla non costituisce un difetto da restituire. Se è scritto solo "smusso spalla albero C0,5", l'assenza di uno smusso di estremità non costituisce un difetto da restituire.
4. Smussatura di parti a forma di disco:
Lo smusso delle parti a forma di disco non può essere scritto come smusso dell'estremità dell'albero. Deve essere disegnato ed etichettato sul diagramma.
5. Smussatura dei fori filettati e delle estremità delle viti:
Si concorda di smussare la profondità della filettatura e non è necessario spiegarlo sul disegno. Se ci sono circostanze particolari, devono essere specificate.
6. Sbavatura:
Questo è anche un modo per descrivere la smussatura, utilizzata specificamente nel processo di lamiera parti. Ad esempio, non è appropriato parlare di smussatura di una lastra sottile 1 mm. Ora, è stato stabilito che il processo di smussatura per le lastre di spessore inferiore a 3 mm, utilizzato per esigenze di levigatezza al tatto, si chiama sbavatura.
7. Utilizzato per limare gli angoli:
Il processo utilizzato per la limatura degli angoli deve essere scritto come R<... (Nota: dal punto di vista del processo, si consiglia di assumere un valore R il più grande possibile) o per creare un foro libero.
Nota: la smussatura di un angolo C è più economica della smussatura di un angolo R (per i contorni esterni).
Le seguenti affermazioni sono corrette:
1. I disegni indicano uno smusso non specificato di C1, ma in nessun punto dei disegni è disegnato o raffigurato esplicitamente uno smusso, il che rende la menzione di uno smusso non specificato priva di significato. (Questo punto deve essere preso in seria considerazione).
2. I bordi dei fori e i bordi diritti dei fori quadrati nei pezzi non sono considerati smussi di testo.
3. A seconda delle condizioni effettive dei pezzi, il numero di smussi sopra menzionati supera talvolta i 12. Ad esempio, quando una scanalatura viene tagliata in una piastra, i due bordi della scanalatura sono smussi esterni aggiuntivi e lo smusso originale è diviso in più smussi esterni dalla scanalatura, mentre gli smussi sul fondo della scanalatura o della rientranza non contano come smussi esterni.
4. Gli smussi sul fondo dell'incavo non sono considerati smussi esterni.
5. La smussatura viene utilizzata solo per gli smussi esterni.
6. Se i disegni indicano un certo numero di smussi, non è necessario rappresentare nei disegni le forme di tali bordi esterni smussati. Questo vale anche per gli smussi sui bordi dei fori o delle estremità degli alberi e per gli smussi delle spalle.
7. Gli angoli acuti o ottusi non devono essere segnati sulla cianografia, in quanto i bordi sono tipicamente angoli retti (i 90° non devono essere indicati come angoli acuti).
8. Gli smussi comprendono anche bordi esterni con angoli acuti.
9. Per garantire l'univocità del progetto, spesso si disegna una vista supplementare, anche se non vi sono segnate le dimensioni.
VII. Smussare vs. svasare vs. sbavare
Smussare, svasare e sbavare: Comprendere i principali processi di lavorazione
Uno smusso è un bordo smussato che collega due superfici con un angolo, di solito di circa 45 gradi. Viene utilizzato per eliminare gli spigoli vivi, rendendo i pezzi più sicuri da maneggiare e più facili da assemblare, oltre a migliorarne l'aspetto. Gli smussi sono comuni in molti settori industriali per far combaciare più facilmente i pezzi, ridurre le sollecitazioni e migliorare l'aspetto del prodotto.
Una svasatura crea un foro conico in un materiale, consentendo alla testa di una vite o di un bullone di posizionarsi a filo o sotto la superficie. Gli angoli più comuni per le svasature sono 82, 90, 100 o 120 gradi. Le svasature sono essenziali per le applicazioni in cui gli elementi di fissaggio devono essere a filo con la superficie per motivi sia funzionali che estetici.
La sbavatura rimuove i piccoli bordi ruvidi lasciati su un pezzo dopo operazioni di lavorazione come la foratura, la fresatura o il taglio. Può essere eseguita manualmente o automaticamente. L'obiettivo principale è migliorare la finitura del pezzo, rimuovere gli spigoli vivi e garantire la conformità agli standard di sicurezza e funzionalità.
Differenze chiave
- Smusso vs. svasatura: Gli smussi smussano gli spigoli e facilitano l'assemblaggio, di solito con un angolo di 45 gradi, mentre le svasature creano fori conici per le teste degli elementi di fissaggio con angoli specifici.
- Smussare vs. Sbavare: La smussatura crea bordi smussati, mentre la sbavatura rimuove bordi ruvidi e bave.
- Svasatura vs. sbavatura: La svasatura consente di realizzare i fori per gli elementi di fissaggio a filo, mentre la sbavatura assicura che i pezzi siano privi di spigoli vivi.
Misurazione e strumenti
- Calibri per smussi: Misurano l'angolo e la larghezza dei bordi smussati.
- Smerigliatrici: Misurano l'angolo e il diametro dei fori di svasatura.
- Strumenti di sbavatura: Si va dagli utensili manuali agli strumenti di lavorazione CNC come le frese per smussare.
Sintesi
Conoscere le differenze tra smussatura, svasatura e sbavatura aiuta a scegliere la tecnica e gli strumenti giusti per la produzione e l'assemblaggio, garantendo prodotti di alta qualità, sicuri e funzionali.
Domande frequenti
Di seguito sono riportate le risposte ad alcune domande frequenti:
Quali sono i diversi tipi di forme di smusso e le loro applicazioni?
Le forme di smusso variano in base all'angolo, alla dimensione della filettatura e al tipo di scanalatura, ognuna delle quali serve per applicazioni specifiche. La forma A, con una dimensione del filetto di 6-8 e un angolo di 5°, utilizza scanalature diritte ed è ideale per fori passanti corti. La forma B, con una dimensione del filetto di 3,5-6 e un angolo di 8°, utilizza anch'essa scanalature diritte con una punta a spirale, adatta a fori passanti in materiali a scheggiatura media o lunga. La forma C, con una dimensione del filetto di 2-3 e un angolo di 15°, utilizza scanalature diritte o a spirale, perfette per fori ciechi o passanti in materiali corti da scheggiare. La forma D, con filettatura da 3,5 a 5 e angolo di 8°, utilizza scanalature diritte o a spirale per fori ciechi con uscita del filo o fori passanti. Infine, la forma E, con una dimensione del filetto di 1,5-2 e un angolo di 23°, utilizza scanalature diritte o a spirale, adatte a fori ciechi con uscita del filetto corta. Queste forme di smusso sono fondamentali nella lavorazione per facilitare gli spigoli, migliorare la sicurezza e facilitare l'assemblaggio.
Come si esegue la smussatura utilizzando tecniche diverse come la tornitura e la fresatura?
Per eseguire la smussatura con tecniche come la tornitura e la fresatura, è necessario seguire procedure specifiche per ciascun metodo.
Per la tornitura, la smussatura interna prevede l'utilizzo di un utensile di diametro interno per lavorare il bordo interno di un foro, posizionando l'utensile per tagliare con l'angolo desiderato. La smussatura esterna viene eseguita con un utensile esterno per tagliare il bordo esterno di un pezzo, in genere impostato su un angolo di 45 gradi.
Per la fresatura, la fresatura a smusso utilizza strumenti specializzati come le frese a smusso, le frese frontali e le frese a candela. Le frese per smussare creano vari profili di bordi ruotando la fresa a bassa velocità e inserendola nel pezzo in lavorazione a velocità moderata. Le frese per spianatura possono smussare bordi di diverse dimensioni e forme, mentre le frese a candela sono inclinate all'angolo desiderato mentre attraversano il pezzo. L'uso di frese per smussare o di utensili per smussare a testa piena sostituibili garantisce angoli precisi per la smussatura interna ed esterna. Le tecniche di lavorazione a gradini o di sosta aiutano a gestire la frammentazione dei trucioli durante la fresatura.
Una smussatura accurata richiede una corretta impostazione della macchina, compreso l'azzeramento dell'utensile e l'uso di parallele sedute o l'inclinazione della testa della fresa. Operando a basse velocità e con avanzamenti moderati si evita il surriscaldamento e si mantiene il controllo. Anche l'allineamento dell'utensile e l'utilizzo di metodi di raffreddamento appropriati sono essenziali per mantenere l'integrità dell'utensile e ottenere risultati costanti.
Quali sono gli strumenti migliori per la smussatura e come si differenziano tra loro?
I migliori strumenti per la smussatura comprendono le frese per smussare, gli utensili manuali per smussare e gli utensili per la sbavatura esterna e interna. Le frese per smussare, soprattutto quelle in metallo duro, sono ideali per lavori di precisione su materiali duri come l'acciaio per utensili, e offrono durata ed efficienza di taglio. Gli utensili manuali, come gli smussatori pneumatici e le punte in carburo delle frese, sono preferibili per le operazioni manuali e sono adatti a creare smussi precisi su vari materiali, compreso l'alluminio. Gli utensili per smussare esterni e interni, come quelli di ORX PLUS, sono versatili e possono essere collegati a trapani elettrici per un funzionamento facile ed efficiente, rendendoli adatti a un'ampia gamma di materiali. La scelta dell'utensile dipende dal materiale da smussare, dalla precisione richiesta, dalla durata, dal costo e dalle caratteristiche di sicurezza.
Perché gli smussi sono importanti per la sicurezza e il montaggio?
Gli smussi sono fondamentali per la sicurezza e l'assemblaggio in vari settori. Eliminano gli spigoli vivi, riducendo in modo significativo il rischio di lesioni durante la manipolazione o l'uso dei componenti, il che è fondamentale per i prodotti di consumo come mobili e utensili. Inoltre, gli smussi prevengono l'affaticamento dei materiali distribuendo le sollecitazioni in modo più uniforme, migliorando la durata e la longevità dei prodotti. Nell'assemblaggio, gli smussi facilitano l'allineamento e l'inserimento dei pezzi, assicurando un montaggio preciso e regolare, essenziale per le applicazioni meccaniche e industriali. Inoltre, gli smussi forniscono il gioco per i raggi interni, evitando problemi di interferenza durante l'assemblaggio. Questi vantaggi rendono gli smussi un elemento essenziale nei processi di produzione e progettazione.
Qual è la differenza tra uno smusso, una svasatura e una sbavatura?
Uno smusso è un bordo smussato che passa tra due facce di un oggetto, in genere ad angolo, spesso utilizzato per eliminare gli spigoli vivi, facilitare l'assemblaggio e migliorare l'estetica. La svasatura è un tipo specifico di smusso applicato ai fori rotondi, progettato per consentire alla testa di un elemento di fissaggio di posizionarsi a filo con la superficie, e presenta tolleranze più critiche. La sbavatura, invece, è il processo di rimozione dei bordi taglienti o delle sbavature risultanti dalle operazioni di lavorazione, principalmente per garantire la sicurezza e la fluidità del funzionamento, piuttosto che una caratteristica di progettazione intenzionale.
Come si sceglie l'angolo di smussatura giusto per la propria applicazione?
La scelta dell'angolo di smusso giusto per la vostra applicazione richiede la comprensione dei requisiti specifici del vostro progetto e del processo di produzione. Iniziate a considerare gli angoli standard utilizzati nel vostro settore; ad esempio, uno smusso di 45 gradi è comune per scopi generali grazie al suo equilibrio tra resistenza e facilità di lavorazione. Se si lavora con tubi o tubature, un angolo di 37,5 gradi potrebbe essere più adatto, mentre le applicazioni aerospaziali utilizzano spesso angoli di 100-110 gradi per i rivetti.
Inoltre, è bene considerare il materiale con cui si lavora e la funzionalità dello smusso. Ad esempio, un angolo più acuto potrebbe essere necessario per motivi estetici o per ridurre le concentrazioni di stress, mentre un angolo più ampio potrebbe facilitare l'assemblaggio o la saldatura. Assicuratevi di utilizzare strumenti di misura appropriati, come i calibri per smussi, per verificare l'angolo e mantenere la precisione. Considerando attentamente questi fattori, è possibile scegliere l'angolo di smussatura più adatto alle esigenze della propria applicazione.