Vi siete mai interrogati sull'affascinante mondo della fusione? Questo processo di produzione, antico ma in continua evoluzione, dà forma alla nostra vita quotidiana in innumerevoli modi. In questo post esploreremo i vari tipi di tecniche di fusione utilizzate per creare parti metalliche complesse con precisione ed efficienza. Dalla tradizionale fusione in sabbia alla pressofusione avanzata, ogni metodo offre vantaggi unici per diverse applicazioni. Scoprite insieme a noi le complessità di questo processo produttivo essenziale e come continua a guidare l'innovazione in tutti i settori.
La colata è un processo di produzione fondamentale in cui un materiale liquido viene versato in uno stampo con una cavità della forma desiderata e poi lasciato solidificare. Il pezzo solidificato è noto come colata e viene espulso o rotto dallo stampo per completare il processo.
Esistono diversi tipi di processi di fusione, ciascuno con caratteristiche, vantaggi e svantaggi unici. Si possono classificare a grandi linee in due gruppi principali: Colata in sabbia e Colata speciale.
1. Fusione con stampo in sabbia
La colata in sabbia è uno dei metodi di colata più comuni e versatili. Consiste nel creare uno stampo di sabbia e versare il metallo fuso nella cavità. Esistono tre tipi principali di colata in sabbia:
1.1 Colata in sabbia a umido
Definizione: Utilizza sabbia mescolata con acqua e argilla per formare lo stampo.
Caratteristiche: Lo stampo è umido quando il metallo viene versato.
Vantaggi: Economico, adatto a fusioni di grandi dimensioni e sabbia riutilizzabile.
Svantaggi: Precisione e finitura superficiale limitate, possibilità di difetti dovuti all'umidità.
1.2 Colata in sabbia a secco
Definizione: Utilizza sabbia che viene essiccata prima di versare il metallo fuso.
Caratteristiche: Lo stampo viene cotto per eliminare l'umidità.
Vantaggi: Migliore precisione dimensionale e finitura superficiale rispetto alla colata in sabbia a umido.
Svantaggi: Costi più elevati dovuti al processo di essiccazione, tempi di produzione più lunghi.
1.3 Tempra chimica della colata in sabbia
Definizione: Utilizza sabbia legata chimicamente per formare lo stampo.
Caratteristiche: La sabbia viene mescolata con leganti chimici che induriscono lo stampo.
Vantaggi: Stampi ad alta resistenza, eccellente precisione dimensionale e finitura superficiale.
Svantaggi: Più costoso della tradizionale colata in sabbia, gestione complessa dei prodotti chimici.
2. Colata speciale
I processi di fusione speciali utilizzano materiali e tecniche diverse per creare stampi e fusioni. Possono essere suddivisi in due categorie principali in base al materiale di modellazione:
2.1 Colata a base di sabbia minerale naturale
Colata a iniezione: Utilizza un modello di cera rivestito di materiale refrattario per formare uno stampo. Alta precisione ed eccellente finitura superficiale, ma costosa e lunga.
Colata di argilla: Utilizza l'argilla come materiale primario per lo stampo. Adatto per oggetti artistici e decorativi, ma limitato alla produzione su piccola scala.
Colata di conchiglie: Consente di creare un sottile guscio di sabbia e resina attorno a un modello. Offre una buona finitura superficiale e precisione dimensionale, ma è limitata ai pezzi più piccoli.
Colata a pressione negativa: Utilizza il vuoto per aspirare il metallo fuso nello stampo. Fornisce dettagli eccellenti e riduce la porosità, ma richiede un'attrezzatura specializzata.
Fusione a stampo completo: Utilizza un modello di schiuma che vaporizza quando viene versato il metallo fuso. Semplice ed economico, ma può produrre difetti legati ai gas.
Colata di stampi in ceramica: Utilizza materiali ceramici per creare lo stampo. È adatto per leghe ad alta temperatura e fornisce un'eccellente finitura superficiale, ma è costoso.
2.2 Fusione a base di metallo
Fusione di stampi in metallo: Consiste nell'utilizzo di stampi metallici, noti anche come matrici, per creare getti. Alta precisione e finitura superficiale, ma limitata alla produzione di grandi volumi a causa del costo degli stampi.
Colata a pressione (pressofusione): Il metallo fuso viene forzato in uno stampo ad alta pressione. Eccellente precisione dimensionale e finitura superficiale, ma limitata ai metalli non ferrosi.
Colata continua: Il metallo fuso viene continuamente versato in uno stampo e solidificato. Adatto alla produzione di lunghezze elevate di materiale, ma limitato a forme specifiche.
Colata a bassa pressione: Utilizza una bassa pressione per riempire lo stampo di metallo fuso. Riduce la turbolenza e migliora la qualità, ma richiede un'attrezzatura specializzata.
Colata centrifuga: Utilizza la forza centrifuga per distribuire il metallo fuso nello stampo. È ideale per i pezzi cilindrici e fornisce un'elevata densità di materiale, ma è limitata a geometrie specifiche.
La comprensione dei vari processi di colata è fondamentale per scegliere il metodo più adatto a un'applicazione specifica. Ogni processo presenta caratteristiche, vantaggi e svantaggi unici, che li rendono adatti a diversi tipi di prodotti e scale di produzione. Esplorando questi processi in dettaglio, è possibile prendere decisioni informate per ottimizzare l'efficienza della produzione e la qualità del prodotto.
I diversi tipi di colata spiegati
1. Fusione in sabbia
Che cos'è la colata in sabbia?
La colata in sabbia è un metodo versatile e ampiamente utilizzato per produrre getti di metallo creando uno stampo da una miscela di sabbia. Questo processo è in grado di produrre getti da una varietà di metalli, tra cui acciaio, ferro e la maggior parte delle leghe non ferrose. È particolarmente apprezzato per la sua capacità di creare forme complesse e cavità interne intricate.
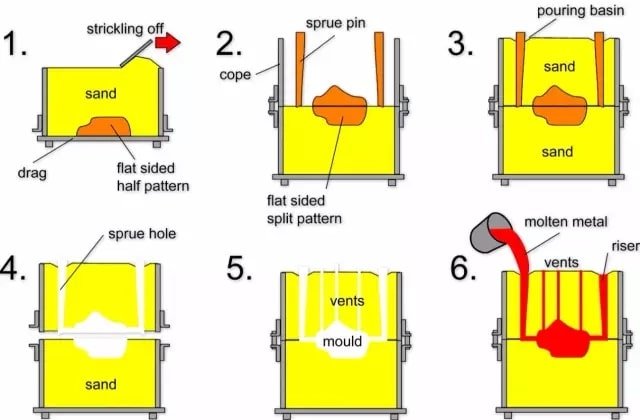
Processo tecnologico
Il processo di colata in sabbia prevede diverse fasi chiave:
Creazione di modelli: Un modello, tipicamente in legno, metallo o plastica, viene creato nella forma del pezzo desiderato.
Costruzione di stampi: Il modello viene posto in un contenitore e riempito di sabbia per formare uno stampo. La sabbia viene mescolata con un legante per aiutarla a mantenere la forma.
Creazione del nucleo: Se la colata richiede cavità interne, all'interno dello stampo vengono inserite delle anime di sabbia.
Assemblaggio dello stampo: Le metà dello stampo vengono assemblate e le anime necessarie vengono posizionate all'interno.
Versamento: Il metallo fuso viene versato nella cavità dello stampo attraverso un sistema di chiusura.
Raffreddamento: Il metallo viene lasciato raffreddare e solidificare all'interno dello stampo.
Scossa: Lo stampo in sabbia viene smontato e la colata viene rimossa.
Pulizia: La colata viene pulita per rimuovere eventuali residui di sabbia, scaglie o metallo in eccesso.
Ispezione: La colata viene ispezionata per verificare la presenza di difetti e l'accuratezza dimensionale.
Processo di fusione in sabbia
Caratteristiche tecniche
La colata in sabbia offre diverse caratteristiche degne di nota:
Forme complesse: È adatto alla produzione di pezzi con geometrie complesse e cavità interne intricate.
Adattabilità: La colata in sabbia può essere utilizzata con un'ampia gamma di metalli e leghe, il che la rende altamente adattabile.
Economicamente vantaggioso: Il processo è relativamente economico, soprattutto per le piccole produzioni o per i pezzi personalizzati.
Flessibilità del materiale: È l'unico processo possibile per produrre pezzi o grezzi da materiali con scarsa plasticità, come la ghisa.
Applicazioni
La colata in sabbia è ampiamente utilizzata in diversi settori industriali grazie alla sua versatilità ed economicità. Le applicazioni più comuni includono:
Industria automobilistica: Blocchi motore, testate e alberi a gomito.
Industria aerospaziale: Componenti strutturali e alloggiamenti.
Macchinari: Riduttori, alloggiamenti di pompe e corpi valvola.
Costruzione: Componenti architettonici e arredi.
In sintesi, la colata in sabbia è un metodo altamente adattabile ed economico per la produzione di getti metallici con forme complesse e dettagli intricati. La sua capacità di lavorare con un'ampia gamma di materiali la rende un processo essenziale in molte applicazioni industriali.
2. Colata a investimento
Che cos'è la microfusione?
La microfusione, nota anche come fusione a cera persa, è un processo di fusione di precisione che prevede la creazione di un modello da un materiale fusibile, in genere la cera. Questo modello viene poi racchiuso in più strati di materiali refrattari per formare uno stampo. Una volta creato lo stampo, il modello viene fuso, lasciando una cavità priva di superfici di separazione. Lo stampo viene quindi cotto ad alte temperature per rimuovere eventuali residui di cera e rafforzare lo stampo. Infine, il metallo fuso viene versato nella cavità per creare la colata finale.
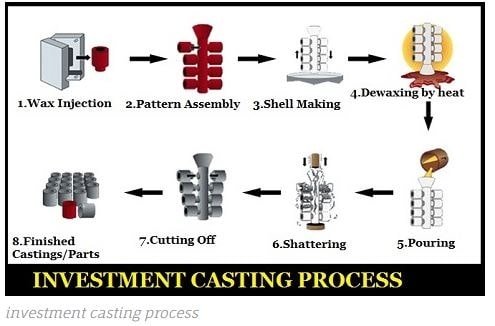
Processo tecnologico
Il processo di microfusione prevede diverse fasi chiave:
Creazione di modelli: Viene realizzato un modello in cera, che è una replica esatta del prodotto finale.
Montaggio: I modelli in cera sono attaccati a una matrice centrale in cera per formare un assemblaggio ad albero.
Edificio a guscio: Il gruppo viene ripetutamente immerso in un impasto ceramico e ricoperto di sabbia fine per formare un guscio spesso e duro.
Deceratura: Il guscio di ceramica viene riscaldato per fondere e far fuoriuscire la cera, lasciando uno stampo cavo.
Preriscaldamento: Lo stampo viene ulteriormente riscaldato per rimuovere eventuali residui di cera e prepararlo alla colata di metallo.
Colata: Il metallo fuso viene versato nello stampo preriscaldato.
Raffreddamento: Lo stampo viene lasciato raffreddare e solidificare.
Rimozione della conchiglia: Il guscio di ceramica viene staccato per rivelare la parte in metallo fuso.
Finitura: Il pezzo fuso viene tagliato dalla materozza e vengono eseguite le operazioni di finitura necessarie, come la rettifica o la lavorazione.
Processo di colata a investimento
Vantaggi
Elevata accuratezza dimensionale e precisione geometrica: La microfusione produce pezzi con tolleranze strette e dettagli intricati.
Eccellente finitura superficiale: Il processo produce pezzi con un'elevata rugosità superficiale, riducendo la necessità di ulteriori finiture.
Forme complesse: Può fondere geometrie complesse che sarebbero difficili o impossibili da ottenere con altri metodi di fusione.
Versatilità dei materiali: È possibile fondere un'ampia gamma di leghe, comprese quelle difficili da lavorare.
Svantaggi
Procedure complicate: Il processo prevede più fasi e richiede un controllo accurato in ogni fase.
Costo elevato: A causa della complessità e dell'intensità di lavoro del processo, la microfusione può essere più costosa di altri metodi di fusione.
Applicazioni
La microfusione è particolarmente indicata per la produzione di piccoli pezzi con forme complesse e requisiti di alta precisione. È ampiamente utilizzata in settori come quello aerospaziale, automobilistico e dei dispositivi medici. Le applicazioni più comuni includono:
Lame di motori a turbina: Questi pezzi richiedono alta precisione e geometrie complesse.
Impianti medici: La microfusione può produrre componenti intricati e biocompatibili.
Gioielli: Il processo è ideale per creare disegni dettagliati e delicati.
Componenti per autoveicoli: Le parti ad alta precisione, come gli ingranaggi e i componenti dei motori, sono spesso fuse per iniezione.
La microfusione rimane un processo vitale nella produzione moderna, che fornisce componenti di alta qualità e precisione per una varietà di applicazioni.
3. Colata di stampi in argilla
La colata in argilla è un processo di colata tradizionale che utilizza l'argilla come materiale primario per creare stampi per la produzione di vari getti. Questo metodo ha un significato storico ed è stato utilizzato per secoli, in particolare in Cina, dove è riconosciuto come una delle prime tecnologie di fusione conosciute.
Materiali e processo
Per garantire che lo stampo in argilla abbia una forte forza coesiva, l'argilla viene mescolata con acqua e vari materiali organici e inorganici. Questi materiali includono:
Paglia di riso e prato di riso: Questi sottoprodotti agricoli contribuiscono a legare l'argilla e a migliorarne l'integrità strutturale.
Sterco di cavallo: La materia organica, come lo sterco di cavallo, contribuisce a creare una struttura porosa all'interno dello stampo.
Cenere di pula: Questo materiale contribuisce alla durezza e alla durata dello stampo.
Una volta mescolata, l'argilla viene sottoposta a processi di essiccazione all'aria o al sole. Questa fase di essiccazione è fondamentale perché solidifica lo stampo, rendendolo duro e resistente. Lo stampo in argilla che ne deriva presenta pori di uscita dell'aria, essenziali per lo sfiato dei gas durante il processo di colata.
Caratteristiche dello stampo
Texture della superficie: La superficie dello stampo in argilla è fine e uniforme, il che aiuta a ottenere una finitura liscia sul prodotto fuso.
Struttura interna: La struttura centrale dello stampo è più grossolana e fornisce la forza e la rigidità necessarie.
Materiali aggiuntivi: Per migliorare le proprietà dello stampo, si possono aggiungere materiali come sabbia, scorie di serbatoi e mattoni rotti. Queste aggiunte contribuiscono a migliorare la resistenza termica e la durata complessiva dello stampo.
Riutilizzabilità
Uno dei vantaggi notevoli della colata in argilla è la riutilizzabilità dello stampo. Lo stampo in argilla può essere utilizzato più volte, classificandosi come uno stampo semipermanente. Questa caratteristica lo rende una scelta economica ed efficiente per i processi di fusione.
Significato storico
La colata in argilla occupa un posto di rilievo nella storia della produzione, in particolare in Cina. Rappresenta l'ingegnosità e l'intraprendenza dei primi metallurgisti che hanno sviluppato questo metodo per produrre una varietà di oggetti metallici.
Applicazioni
Sebbene le moderne tecniche di colata si siano evolute, la colata in argilla è ancora apprezzata per la sua semplicità ed efficacia in alcune applicazioni. È particolarmente utile nella produzione su piccola scala e nelle aree in cui si preferiscono i metodi tradizionali.
La fusione in argilla è una testimonianza dell'eredità duratura delle tecniche di produzione tradizionali. Utilizzando materiali facilmente reperibili e processi semplici, ha fornito per secoli un metodo affidabile per la produzione di getti. La sua importanza storica e i suoi vantaggi pratici continuano a renderlo un metodo di colata prezioso in contesti specifici.
4. Fusione di stampi a conchiglia
La fusione in conchiglia è un processo di fusione di precisione che produce getti di alta qualità utilizzando stampi a conchiglia sottili. Questo metodo è stato inventato da Johannes Croning nel 1943 ed è stato utilizzato per la prima volta in Germania nel 1944. Fin dall'inizio, questa tecnica è stata ampiamente adottata da varie industrie in tutto il mondo grazie alla sua efficienza e alla capacità di produrre fusioni complesse e precise.
Panoramica del processo
Il processo di colata in conchiglia prevede diverse fasi chiave:
Preparazione del modello: Un modello di metallo, tipicamente in ferro o acciaio, viene riscaldato a una temperatura compresa tra 180 e 280°C.
Applicazione della sabbia da stampaggio: La sabbia per stampaggio indurita a caldo, solitamente rivestita di resina fenolica, viene applicata al modello riscaldato. In questo modo si crea uno stampo a guscio sottile con uno spessore generalmente compreso tra 6 e 12 mm.
Cura della muffa: Lo stampo viene ulteriormente riscaldato per solidificare la sabbia rivestita di resina, che conferisce al guscio la necessaria resistenza e rigidità.
Assemblaggio dei gusci dello stampo: I gusci superiori e inferiori dello stampo vengono fissati o incollati insieme con la resina, formando uno stampo completo senza bisogno di una tradizionale scatola di sabbia.
Creazione del nucleo: Anche le anime, se necessario, possono essere realizzate con lo stesso processo di stampaggio dei gusci. Il metodo di soffiaggio è comunemente utilizzato per produrre anime sottili.
Vantaggi della fusione in conchiglia
Precisione e accuratezza: Il processo consente la produzione di getti con dettagli precisi e tolleranze ristrette.
Finitura superficiale: I getti prodotti con stampi a conchiglia hanno in genere una finitura superficiale superiore rispetto a quelli realizzati con i metodi tradizionali di colata in sabbia.
Efficienza: Gli stampi a guscio sottile richiedono meno materiale ed energia, rendendo il processo più efficiente ed economico.
Versatilità: La colata in conchiglia può essere utilizzata per un'ampia gamma di metalli, comprese le leghe ferrose e non ferrose.
Applicazioni
La colata in conchiglia è ampiamente utilizzata nei settori in cui la precisione e le finiture superficiali di alta qualità sono fondamentali. Le applicazioni più comuni includono:
Industria automobilistica: Componenti del motore, parti della trasmissione e altri componenti critici dell'automobile.
Industria aerospaziale: Componenti di precisione che richiedono elevata resistenza e affidabilità.
Industria delle macchine utensili: Pezzi complessi e dettagliati per vari macchinari.
La colata in conchiglia è un metodo di colata altamente efficiente e preciso che ha contribuito a migliorare le capacità produttive in diversi settori. La sua capacità di produrre getti dettagliati e di alta qualità, con eccellenti finiture superficiali, lo rende una scelta preferenziale per molte applicazioni.
5. Colata di stampi in ceramica
La colata in ceramica è un metodo di colata sofisticato che utilizza un impasto ceramico per produrre getti di alta qualità. Questa tecnica è particolarmente apprezzata per la sua capacità di creare forme precise e complesse con eccellenti finiture superficiali. Approfondiamo le specifiche di questo processo di fusione.
Composizione dell'impasto ceramico
L'impasto ceramico utilizzato in questo metodo di colata è composto da:
Idrolizzato di silicato di etile: Agisce come legante.
Sabbie fini refrattarie: Si tratta di materiali come il quarzo fuso, lo zircone e il corindone. Queste sabbie vengono scelte per la loro consistenza pura e l'elevata stabilità termica, che sono fondamentali per mantenere l'integrità dello stampo alle alte temperature.
Catalizzatori per la gelificazione
Per accelerare il processo di gelificazione dell'impasto ceramico, spesso vengono aggiunti catalizzatori come l'idrossido di calcio o l'ossido di magnesio. Questi catalizzatori contribuiscono a far indurire rapidamente l'impasto, rendendo lo stampo pronto per le fasi successive in tempi più brevi.
Panoramica del processo
A causa delle somiglianze nella composizione e nell'aspetto tra i materiali refrattari utilizzati e la ceramica tradizionale, questo processo viene spesso definito "colata di tipo ceramico". La colata in stampo ceramico è una tecnologia avanzata che si è evoluta dalla tradizionale colata in stampo di sabbia, offrendo una maggiore precisione e qualità superficiale.
Tipi di fusione di stampi in ceramica
Esistono due metodi principali di fusione di stampi in ceramica:
1. Produzione di stampi con una scatola di sabbia
Applicazione: L'impasto ceramico viene applicato su una tavola di stampaggio.
Rivestimento: Il contenitore di sabbia viene rivestito con il fango.
Versamento: L'impasto regolato viene versato nella cassetta della sabbia.
Incollaggio e indurimento: Lo stampo viene lasciato aderire e indurire.
Panificazione: Lo stampo viene quindi cotto ad alte temperature per formare lo stampo di colata finale.
Questo metodo è particolarmente utile per creare fusioni dettagliate e intricate.
2. Produzione di stampi con una boccola
Riempimento di spazi vuoti: L'impasto ceramico viene versato nello spazio tra la boccola e il modello.
Materiale della boccola: La boccola può essere in sabbia o in metallo.
Efficienza: Questo metodo è efficiente in quanto consente di risparmiare una quantità significativa di fango ceramico.
Questa tecnica è ampiamente utilizzata nella produzione grazie all'efficienza dei materiali e all'economicità.
Vantaggi della fusione di stampi in ceramica
Precisione: Permette di creare forme complesse e dettagliate.
Finitura superficiale: Produce getti con eccellenti finiture superficiali.
Stabilità termica: L'elevata stabilità termica dei materiali refrattari garantisce l'integrità dello stampo alle alte temperature.
Efficienza del materiale: L'uso di boccole può ridurre significativamente la quantità di impasto ceramico richiesto.
La colata di stampi in ceramica rappresenta un progresso significativo nella tecnologia di colata e offre numerosi vantaggi rispetto ai metodi tradizionali. La capacità di produrre getti di alta precisione e qualità ne fa un processo prezioso in diverse applicazioni industriali. Conoscendo la composizione, i catalizzatori e i metodi coinvolti, i produttori possono utilizzare efficacemente questa tecnologia per ottenere risultati di fusione superiori.
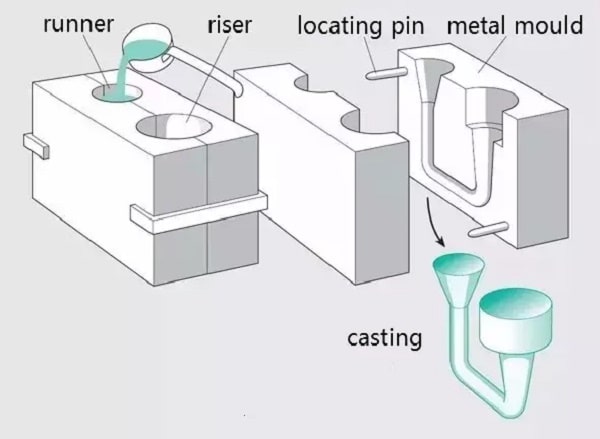
6. Fusione di stampi in metallo
La colata di metalli, nota anche come colata in stampi duri, è un processo altamente efficiente in cui il metallo liquido viene versato in uno stampo metallico per creare getti. Lo stampo, tipicamente in acciaio o ghisa, può essere riutilizzato più volte, spesso da centinaia a migliaia di cicli, il che lo rende un metodo economico per la produzione di massa.
Vantaggi della fusione di stampi in metallo
Riutilizzabilità: Gli stampi in metallo sono durevoli e possono essere utilizzati più volte, riducendo il costo per colata nel tempo.
Precisione: Gli stampi in metallo offrono un'elevata precisione dimensionale e un'eccellente finitura superficiale, riducendo la necessità di ulteriori lavorazioni.
Velocità di produzione: Il processo consente cicli di produzione rapidi, a tutto vantaggio della produzione di grandi volumi.
Limitazioni della fusione di stampi in metallo
Nonostante i suoi vantaggi, la fusione di stampi in metallo presenta alcuni limiti:
Restrizioni del materiale: Mentre i metalli non ferrosi come l'alluminio, il magnesio e lo zinco sono comunemente utilizzati, i metalli ferrosi come la ghisa e l'acciaio possono essere più impegnativi a causa dei loro punti di fusione più elevati e dell'usura che causano sugli stampi.
Complessità delle forme: Il processo è più adatto alle forme più semplici. Le geometrie complesse possono richiedere progetti di stampi più intricati, che possono essere costosi e lunghi da produrre.
Vincoli di peso: Il peso dei getti è generalmente limitato. I getti più pesanti possono causare un'usura eccessiva degli stampi e possono richiedere tecniche speciali di manipolazione e raffreddamento.
Spessore della parete: Lo spessore minimo della parete che si può ottenere è limitato. Le pareti più sottili possono essere difficili da colare in modo uniforme, con conseguenti potenziali difetti e debolezze strutturali.
Costo iniziale: Il costo iniziale della creazione di stampi in metallo è relativamente alto rispetto ad altri metodi di fusione, come la colata in sabbia. Ciò lo rende meno adatto a produzioni di basso volume.
Applicazioni
La fusione di stampi in metallo è ampiamente utilizzata nei settori in cui l'alta precisione e la ripetibilità sono fondamentali. Le applicazioni più comuni includono:
Industria automobilistica: Produzione di componenti del motore, parti della trasmissione e altri componenti critici.
Industria aerospaziale: Produzione di componenti leggeri e ad alta resistenza.
Elettronica di consumo: Produzione di alloggiamenti e componenti strutturali per dispositivi elettronici.
Macchinari industriali: Componenti che richiedono un'elevata durata e precisione.
La fusione di stampi in metallo è un processo di produzione versatile ed efficiente, particolarmente adatto alla produzione in grandi volumi di parti metalliche con un'eccellente precisione dimensionale e finitura superficiale. Tuttavia, i suoi limiti in termini di materiale, complessità della forma e peso devono essere considerati attentamente quando si sceglie questo metodo per applicazioni specifiche.
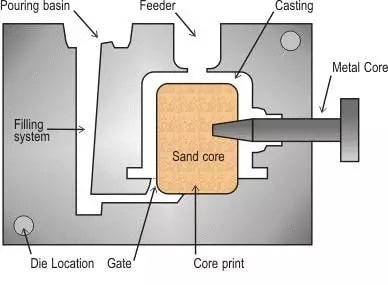
7. La pressofusione
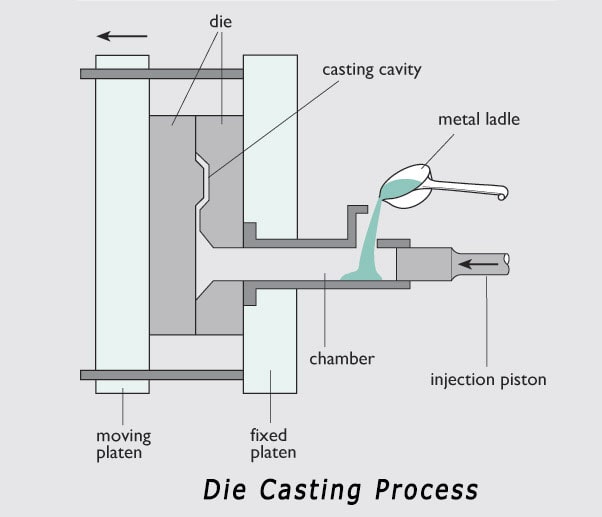
Che cos'è la pressofusione?
La pressofusione è un processo di produzione in cui il metallo fuso viene iniettato in una cavità di uno stampo metallico di precisione ad alta pressione e ad alta velocità. Il metallo si raffredda e si solidifica sotto pressione, formando un getto con dimensioni precise e una finitura superficiale liscia.
Processo tecnologico
Il processo di pressofusione prevede diverse fasi chiave:
Preparazione: Lo stampo viene preparato e rivestito con un lubrificante per facilitare la rimozione della colata.
Iniezione: Il metallo fuso viene iniettato ad alta pressione nella cavità dello stampo.
Raffreddamento: Il metallo viene lasciato raffreddare e solidificare all'interno dello stampo.
Espulsione: Lo stampo viene aperto e la colata solidificata viene espulsa.
Rifilatura: Il materiale in eccesso, come la scoria, viene rimosso dalla colata.
Vantaggi
Alta pressione e velocità di flusso: Il liquido metallico è sottoposto a una pressione elevata e scorre rapidamente durante la pressofusione, garantendo un riempimento rapido e completo dello stampo.
Buona qualità del prodotto: I getti pressofusi hanno dimensioni stabili, buona finitura superficiale ed eccellente intercambiabilità.
Alta efficienza produttiva: Gli stampi di pressofusione possono essere riutilizzati più volte, rendendo il processo adatto alla produzione di grandi volumi.
Vantaggi economici: Il processo è economicamente vantaggioso per la produzione di massa grazie alla sua elevata efficienza e ripetibilità.
Svantaggi
Porosità e ritiro: I getti sono soggetti a sviluppare pori fini e difetti di ritiro, che possono influire sulle loro proprietà meccaniche.
Bassa plasticità: I pezzi pressofusi hanno una bassa plasticità e non sono adatti ad applicazioni che comportano carichi d'urto o vibrazioni.
Vita da muffa: Quando si fondono leghe ad alto punto di fusione, la durata dello stampo si riduce, il che può limitare la scala di produzione e aumentare i costi.
Applicazioni
La pressofusione è stata inizialmente utilizzata nell'industria automobilistica e degli strumenti. Nel tempo, le sue applicazioni si sono estese a vari settori, tra cui:
Macchine agricole
Industria delle macchine utensili
Industria elettronica
Industria della difesa nazionale
Computer
Apparecchiature mediche
Orologi e telecamere
Hardware giornaliero
La pressofusione rimane un processo produttivo versatile e ampiamente utilizzato grazie alla sua capacità di produrre forme complesse con elevata precisione ed eccellente qualità superficiale.
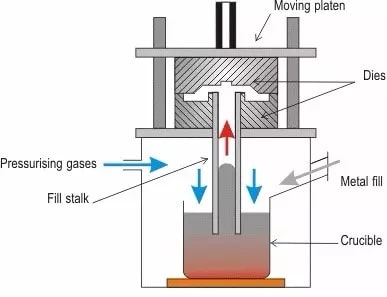
La colata a bassa pressione è un processo di produzione in cui il metallo liquido viene riempito in uno stampo a una bassa pressione, in genere compresa tra 0,02 e 0,06 MPa. Il metallo cristallizza quindi sotto questa pressione per formare una colata. Questo metodo si distingue per la capacità di controllare la pressione e la velocità del metallo durante la colata, rendendolo adatto a una varietà di stampi e leghe.
Processo tecnologico
Preparazione dello stampo: Lo stampo, che può essere in metallo o in sabbia, viene preparato e posizionato.
Fusione del metallo: Il metallo viene fuso in un forno.
Riempire lo stampo: Il metallo fuso viene iniettato nello stampo dal basso a bassa pressione, garantendo un processo di riempimento stabile e controllato.
Solidificazione: Il metallo si solidifica sotto pressione, formando una colata densa e di alta qualità.
Raffreddamento ed espulsione: La colata viene lasciata raffreddare e quindi espulsa dallo stampo.
Caratteristiche tecniche
Pressione e velocità regolabili
Versatilità: La pressione e la velocità di colata possono essere regolate, rendendo il processo adatto a vari stampi di colata, compresi quelli in metallo e in sabbia.
Applicazioni diverse: Può essere utilizzato per la fusione di diverse leghe e per la produzione di getti di varie dimensioni.
Metodo di riempimento a iniezione dal basso
Riempimento stabile: Adottando un metodo di riempimento a iniezione dal basso, il liquido metallico riempie lo stampo in modo stabile senza schizzi.
Prevenzione del gas: Questo metodo aiuta a prevenire la presenza di gas nella colata.
Riduzione dell'erosione: Riduce l'erosione delle pareti e dell'anima dello stampo, migliorando così la velocità di colata.
Getti di alta qualità
Struttura densa: La colata si solidifica sotto pressione, dando origine a una struttura densa.
Contorno netto e superficie liscia: I getti hanno un contorno netto e una superficie liscia.
Elevate proprietà meccaniche: Il processo consente di ottenere getti con elevate proprietà meccaniche, che lo rendono particolarmente vantaggioso per i pezzi di grandi dimensioni e a parete sottile.
Efficienza e automazione
Elevato utilizzo del metallo: Il processo elimina la necessità di riser, aumentando il tasso di utilizzo del metallo a 90-98%.
Bassa intensità di lavoro: È caratterizzata da una bassa intensità di lavoro e da buone condizioni di lavoro.
Attrezzature semplici: L'attrezzatura utilizzata è relativamente semplice.
Meccanizzazione e automazione: Esiste un elevato potenziale di meccanizzazione e automazione, che aumenta la produttività e la coerenza.
Applicazione
La colata a bassa pressione è utilizzata principalmente nella produzione di prodotti tradizionali come:
Teste dei cilindri
Mozzi
Cornici per cilindri
Questi componenti beneficiano delle caratteristiche di alta qualità dei getti a bassa pressione, come la loro struttura densa e le elevate proprietà meccaniche.
La colata a bassa pressione è un metodo versatile ed efficiente per produrre getti metallici di alta qualità. La capacità di controllare la pressione e la velocità durante la colata, unita ai vantaggi del riempimento dal basso e della solidificazione sotto pressione, lo rende adatto a un'ampia gamma di applicazioni. Il processo non solo migliora la qualità dei getti, ma aumenta anche l'utilizzo del metallo e consente una maggiore automazione, rendendolo una tecnica preziosa nella produzione moderna.
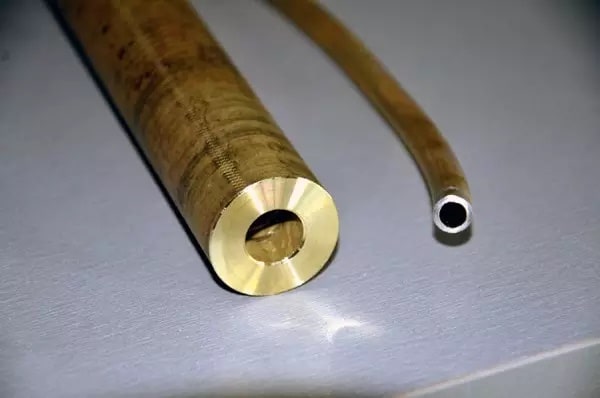
9. Fusione centrifuga
Che cos'è la colata centrifuga?
La colata centrifuga è un metodo di colata in cui il metallo fuso viene versato in uno stampo rotante. La rotazione dello stampo genera una forza centrifuga che aiuta a riempire lo stampo e a solidificare il metallo. Questa tecnica è particolarmente efficace per produrre parti e componenti cilindrici con un alto grado di uniformità e densità.
Processo tecnologico
Preparazione: Lo stampo viene preparato e impostato per ruotare a una velocità specifica.
Versamento: Il metallo fuso viene versato nello stampo rotante.
Solidificazione: La forza centrifuga distribuisce uniformemente il metallo fuso lungo le pareti dello stampo, dove si solidifica.
Raffreddamento: La colata viene lasciata raffreddare e solidificare completamente.
Estrazione: La colata solidificata viene rimossa dallo stampo per la successiva lavorazione.
Vantaggi
Utilizzo efficiente del metallo: Il sistema di colata e il sistema di risalita consumano pochissimo metallo, migliorando la resa del processo.
Produzione coreless: Nella produzione di getti tubolari lunghi, l'assenza di un'anima aumenta notevolmente la capacità di riempimento del metallo.
Alta qualità: La colata risultante presenta un'elevata densità, pochi difetti (come pori e inclusioni di scorie) ed eccellenti proprietà meccaniche.
Getti in composito: La produzione di fusioni metalliche composite di canne e manicotti è relativamente facile.
Svantaggi
Limitazioni di forma: L'impiego nella produzione di getti di forma speciale presenta alcune limitazioni.
Qualità del foro interno: Il diametro del foro interno della colata non è preciso, la superficie del foro interno è ruvida, la qualità è scarsa e il margine di lavorazione è elevato.
Segregazione: La colata è soggetta alla segregazione del peso specifico, che può compromettere l'uniformità del materiale.
Applicazioni
La colata centrifuga è stata inizialmente utilizzata per la produzione di tubi fusi, ma da allora è stata ampiamente adottata in vari settori industriali come la metallurgia, l'industria mineraria, i trasporti, le macchine per l'irrigazione e il drenaggio, l'aviazione, la difesa nazionale e l'industria automobilistica. Questo processo viene utilizzato per produrre getti in acciaio, ferro e leghe di carbonio non ferrose.
Applicazioni comuni
Tubi centrifughi in ghisa: Ampiamente utilizzato in vari sistemi di tubazioni.
Rivestimenti dei cilindri per motori a combustione interna: Indispensabile per i motori di autoveicoli e macchinari pesanti.
Manicotti dell'albero: Utilizzato in vari sistemi meccanici per ridurre l'usura degli alberi rotanti.
La colata centrifuga è un metodo versatile ed efficiente per produrre componenti cilindrici di alta qualità con eccellenti proprietà meccaniche, che la rendono un processo prezioso in molte applicazioni industriali.
10. Pressofusione a gravità
Che cos'è la pressofusione a gravità?
La pressofusione per gravità è un processo di fusione in cui il metallo liquido viene versato in uno stampo metallico sotto l'influenza della gravità. Il metallo viene quindi raffreddato e solidificato per produrre una colata. Questo metodo è ampiamente utilizzato per produrre parti metalliche di alta qualità con dimensioni precise e finiture superficiali eccellenti.
Processo tecnologico
Preparazione dello stampo: Lo stampo metallico viene preriscaldato e rivestito con un agente distaccante per facilitare la rimozione della colata.
Versamento: Il metallo fuso viene versato nella cavità dello stampo sotto l'influenza della gravità.
Raffreddamento e solidificazione: Il metallo si raffredda e si solidifica all'interno dello stampo.
Espulsione: Una volta solidificato, il getto viene rimosso dallo stampo.
Finitura: La colata viene sottoposta a processi di finitura come la rifilatura, la lavorazione e il trattamento superficiale per ottenere le specifiche desiderate.
Vantaggi
Elevata conduttività termica e capacità termica: L'elevata conducibilità termica e la capacità termica dello stampo metallico determinano un rapido raffreddamento, che porta a una struttura di colata densa.
Proprietà meccaniche migliorate: I getti prodotti mediante pressofusione a gravità hanno proprietà meccaniche superiori di circa 15% rispetto a quelli prodotti mediante colata in sabbia.
Precisione dimensionale e finitura superficiale: L'uso di stampi in metallo consente una maggiore precisione dimensionale e una minore rugosità superficiale, migliorando la stabilità della qualità.
Vantaggi ambientali e lavorativi: L'uso minimo o nullo di carote di sabbia migliora le condizioni ambientali riducendo le polveri e i gas nocivi e diminuisce l'intensità della manodopera.
Svantaggi
Stampo non traspirante: Lo stampo metallico non è traspirante e richiede misure per l'evacuazione dell'aria e dei gas generati da eventuali nuclei di sabbia nella cavità.
Rischio di crepe: Lo stampo in metallo non ha alcuna concessione, il che lo rende incline a creparsi durante la solidificazione del getto.
Costo elevato e lungo ciclo di produzione: Gli stampi in metallo hanno un ciclo di produzione più lungo e costi più elevati, che li rendono economicamente vantaggiosi soprattutto per la produzione di massa.
Applicazioni
La pressofusione a gravità è particolarmente adatta alla produzione su larga scala di getti di leghe non ferrose, come leghe di alluminio e magnesio, con forme complesse. Si utilizza anche per la produzione di getti e lingotti in ferro e acciaio. Conoscendo il processo di pressofusione per gravità, i suoi vantaggi e i suoi limiti, i produttori possono decidere meglio quando impiegare questo metodo per produrre componenti metallici di alta qualità.
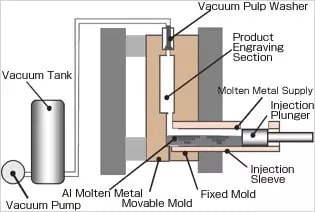
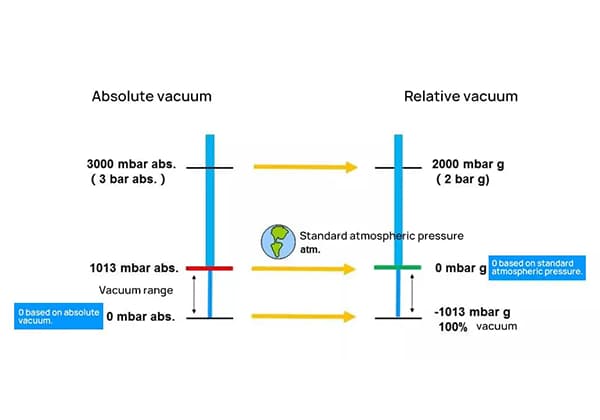
11. Pressofusione sotto vuoto
Che cos'è la pressofusione sotto vuoto?
La pressofusione sotto vuoto è una forma avanzata di pressofusione che migliora le proprietà meccaniche e la finitura superficiale dei pezzi fusi eliminando o riducendo significativamente i pori e i gas disciolti al loro interno. Ciò si ottiene estraendo il gas dalla cavità dello stampo durante il processo di colata, contribuendo a creare getti più densi e robusti con meno difetti.
Processo tecnologico
Il processo di pressofusione sotto vuoto prevede diverse fasi chiave:
Preparazione dello stampo: Lo stampo viene preparato e rivestito con un agente distaccante per facilitare la rimozione del pezzo fuso.
Applicazione del vuoto: Prima di introdurre il metallo fuso, viene applicato il vuoto nella cavità dello stampo per eliminare aria e gas.
Iniezione di metallo: Il metallo fuso viene iniettato nella cavità dello stampo ad alta pressione.
Solidificazione: Il metallo si raffredda e si solidifica nello stampo, formando la forma desiderata.
Espulsione della parte: Lo stampo viene aperto e il pezzo fuso viene espulso.
Vantaggi
Porosità ridotta: La pressofusione sotto vuoto può eliminare o ridurre significativamente i fori d'aria all'interno della pressofusione, con conseguente miglioramento delle proprietà meccaniche e della qualità della superficie.
Migliori prestazioni di placcatura: La riduzione dei pori migliora le prestazioni di placcatura dei pezzi fusi.
Bassa pressione posteriore: Riducendo la contropressione nella cavità, è possibile utilizzare una pressione specifica più bassa e leghe con scarse prestazioni di colata.
Getti più grandi con macchine più piccole: Grazie alle migliori condizioni di riempimento, è possibile pressofondere getti più grandi con macchine più piccole.
Getti più sottili: Il processo consente la fusione di sezioni più sottili, il che può essere vantaggioso per alcune applicazioni.
Svantaggi
Struttura complessa di tenuta dello stampo: La struttura di tenuta dello stampo nella pressofusione sottovuoto è complicata e rende il processo di costruzione e installazione dello stampo difficile e costoso.
Sensibilità del controllo: Se il metodo di pressofusione sottovuoto non è adeguatamente controllato, i vantaggi potrebbero non essere significativi, con conseguenti potenziali difetti e inefficienze.
La pressofusione sotto vuoto è una tecnica sofisticata che offre notevoli vantaggi in termini di riduzione della porosità e di miglioramento delle proprietà meccaniche e della finitura superficiale dei pezzi fusi. Tuttavia, richiede un controllo preciso e una complessa struttura di tenuta dello stampo, che può aumentare i costi e la complessità. Se implementata correttamente, può produrre getti di alta qualità che soddisfano i più severi requisiti di prestazione.
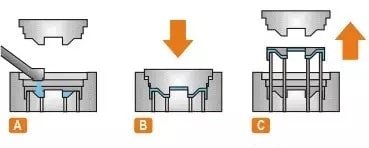
12. Pressofusione a compressione
Che cos'è la pressocolata?
La colata in pressione, nota anche come forgiatura di metallo liquido, è un processo di formatura del metallo che prevede la solidificazione di metallo liquido o semisolido sotto alta pressione per produrre direttamente il prodotto finale o lo spezzone. Questo processo combina i vantaggi della colata e della forgiatura, offrendo diversi vantaggi, tra cui un elevato utilizzo del metallo liquido, un processo semplificato e una qualità costante. Si tratta di una tecnologia di formatura dei metalli efficiente dal punto di vista energetico e molto promettente per le applicazioni future.
Processo tecnologico
Pressofusione a spremitura diretta:
Vernice spray: Applicare un rivestimento sullo stampo per facilitare il rilascio del pezzo fuso.
Lega fusa: Versare la lega fusa o semisolida nello stampo.
Bloccaggio dello stampo: Chiudere e fissare lo stampo.
Pressurizzazione: Applicare una pressione elevata al metallo fuso.
Mantenimento della pressione: Mantenere la pressione per garantire una corretta solidificazione.
Rilievo della pressione: Rilasciare gradualmente la pressione.
Separazione della muffa: Aprire lo stampo.
Demolding vuoto: Rimuovere la parte solidificata dallo stampo.
Azzeramento: Preparare lo stampo per il ciclo successivo.
Pressofusione indiretta a compressione:
Rivestimento a spruzzo: Applicare un rivestimento sullo stampo.
Bloccaggio dello stampo: Chiudere e fissare lo stampo.
Alimentazione: Introdurre il metallo fuso o semisolido nello stampo.
Ripieno: Assicurarsi che lo stampo sia completamente riempito di metallo.
Pressurizzazione: Applicare una pressione elevata.
Mantenimento della pressione: Mantenere la pressione per garantire una corretta solidificazione.
Rilievo della pressione: Rilasciare gradualmente la pressione.
Partenza: Aprire lo stampo.
Demolding vuoto: Rimuovere la parte solidificata dallo stampo.
Azzeramento: Preparare lo stampo per il ciclo successivo.
Caratteristiche tecniche
Eliminazione dei difetti: Può eliminare pori interni, restringimenti e altri difetti.
Qualità della superficie: Produce pezzi con bassa rugosità superficiale ed elevata precisione dimensionale.
Prevenzione delle crepe: Previene l'insorgere di cricche da colata.
Automazione: Facile da realizzare la meccanizzazione e l'automazione, migliorando l'efficienza produttiva.
Applicazioni
La colata in pressione può essere utilizzata per produrre vari tipi di leghe, tra cui:
Lega di alluminio
Lega di zinco
Lega di rame
Ghisa sferoidale
Questa versatilità lo rende adatto a un'ampia gamma di applicazioni industriali, dai componenti automobilistici a quelli aerospaziali.
La colata in pressione è un processo di formatura dei metalli altamente efficiente e versatile che offre numerosi vantaggi rispetto ai metodi tradizionali di colata e forgiatura. La sua capacità di produrre pezzi di alta qualità con difetti minimi e la sua compatibilità con varie leghe lo rendono un'opzione interessante per la produzione moderna.
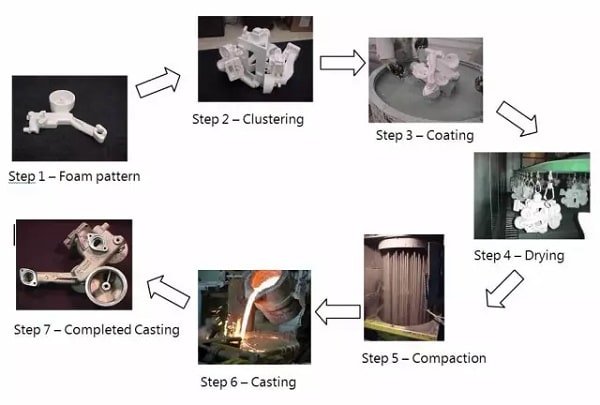
13. Colata di schiuma persa
Che cos'è la fusione a schiuma persa?
La fusione a schiuma persa, nota anche come fusione solida, è una tecnica di fusione moderna e innovativa che utilizza modelli in paraffina o schiuma per replicare il calco desiderato sia nelle dimensioni che nella forma. Questi modelli vengono assemblati in un gruppo per formare una singola unità, che viene poi utilizzata nel processo di fusione.
Processo tecnologico
Pre-schiuma: Il processo inizia con la pre-schiumatura, in cui le perle di polistirene espandibile (EPS) vengono espanse per formare la schiuma.
Stampaggio a schiuma: Le perle di schiuma espansa vengono modellate nella forma della colata desiderata.
Rivestimento per immersione: Il modello in schiuma viene rivestito con un materiale refrattario per creare un guscio.
Asciugatura: Il modello rivestito viene essiccato per garantire che il rivestimento refrattario sia solido e stabile.
Modellazione: Il modello essiccato viene posto in un pallone e circondato da sabbia di quarzo asciutta, che viene compattata mediante vibrazione per sostenere il modello.
Versamento: Il metallo liquido viene versato nello stampo, provocando la vaporizzazione del modello in schiuma e la sostituzione del metallo.
Sabbia che cade: Dopo la solidificazione del metallo, la sabbia viene rimossa.
Pulizia: La colata finale viene pulita per rimuovere eventuali residui di sabbia e materiale refrattario.
Caratteristiche tecniche
Fusione di alta precisione: La colata a schiuma persa produce getti di alta precisione con finiture superficiali raffinate e dettagli intricati.
Nessun nucleo di sabbia: Questo metodo elimina la necessità di un nucleo di sabbia, riducendo i tempi di lavorazione e la complessità.
Nessuna superficie di separazione: L'assenza di una superficie di separazione consente una progettazione più flessibile e un maggior grado di libertà nelle forme di colata.
Produzione pulita: Il processo è ecologico e produce un inquinamento minimo.
Economicamente vantaggioso: Riduce i costi di investimento e di produzione semplificando il processo di fusione e riducendo al minimo gli scarti di materiale.
Applicazioni
La fusione a schiuma persa è molto versatile e può essere utilizzata per produrre un'ampia gamma di getti di precisione con strutture complesse e dimensioni variabili. È adatta a varie leghe e lotti di produzione. Alcune applicazioni comuni includono:
Blocchi motore in ghisa grigia: Utilizzato nell'industria automobilistica per la produzione di componenti del motore.
Gomiti in acciaio ad alto tenore di manganese: Utilizzati nelle industrie che richiedono componenti durevoli e resistenti all'usura.
La colata a schiuma persa è un metodo di colata altamente efficiente e preciso che offre numerosi vantaggi, tra cui un'elevata flessibilità di progettazione, risparmi sui costi e benefici ambientali. La sua capacità di produrre getti complessi e di alta qualità lo rende una tecnica preziosa in diverse applicazioni industriali.
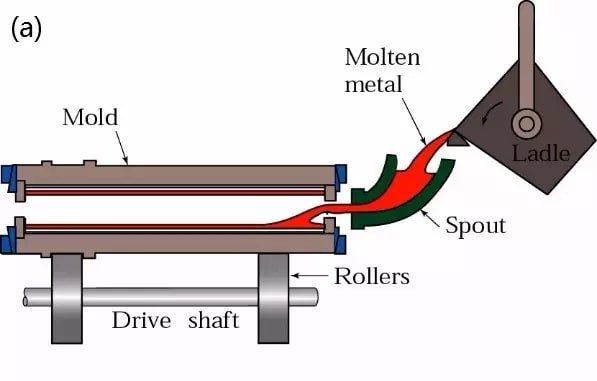
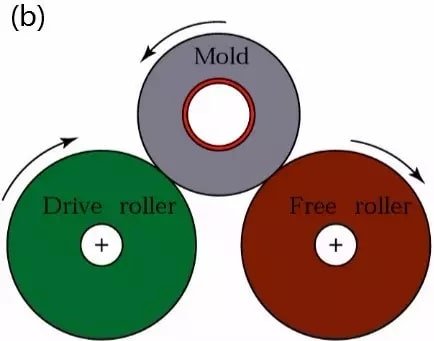
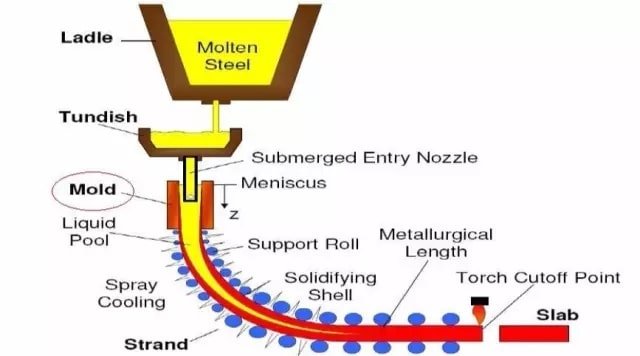
14. Colata continua
Che cos'è la colata continua?
La colata continua è un processo metallurgico avanzato in cui il metallo fuso viene continuamente versato in uno stampo appositamente progettato, chiamato cristallizzatore. Quando il metallo si solidifica, viene continuamente estratto dall'estremità opposta dello stampo. Questo metodo consente di produrre getti di lunghezza indefinita o di lunghezza specifica, rendendolo altamente efficiente per le applicazioni industriali.
Processo tecnologico
Il processo di colata continua prevede diverse fasi chiave:
Colata di metallo fuso: Il metallo fuso viene versato nel cristallizzatore.
Solidificazione: Quando il metallo scorre nello stampo, inizia a solidificarsi.
Estrazione: Il metallo solidificato viene continuamente estratto dallo stampo.
Taglio: La colata continua può essere tagliata nelle lunghezze desiderate secondo le necessità.
Caratteristiche tecniche
La colata continua offre diversi vantaggi tecnici:
Raffreddamento rapido: Il metallo subisce un rapido raffreddamento, con conseguente formazione di strutture cristalline più dense e uniformi.
Migliori proprietà meccaniche: Il processo migliora le proprietà meccaniche del metallo fuso.
Efficienza del materiale: Risparmia metallo e aumenta la resa riducendo al minimo gli scarti.
Procedure semplificate: La colata continua elimina la necessità della modellazione tradizionale e di altre fasi, riducendo l'intensità di lavoro.
Efficienza dello spazio: Il processo richiede uno spazio di produzione notevolmente ridotto.
Automazione: La colata continua è facilmente automatizzabile e consente di aumentare l'efficienza produttiva grazie alla meccanizzazione.
Applicazioni
La colata continua è versatile e può essere utilizzata per fondere diversi metalli e leghe, tra cui:
Acciaio
Ferro
Leghe di rame
Leghe di alluminio
Leghe di magnesio
È particolarmente adatto per la produzione di getti lunghi con forme trasversali costanti, come ad esempio:
Lingotti
Lastre
Billette a stelo
Tubi
La colata continua è un processo altamente efficiente e tecnologicamente avanzato che offre numerosi vantaggi in termini di proprietà dei materiali, efficienza produttiva e risparmio economico. La sua capacità di produrre getti lunghi e uniformi la rende indispensabile nelle moderne industrie metallurgiche.
La fusione è una tecnica di produzione fondamentale e versatile in cui il metallo solido viene fuso, versato in uno stampo e lasciato solidificare in una forma specifica. Questo processo è parte integrante della produzione moderna e offre numerosi vantaggi in termini di costi, tempi ed efficienza dei materiali.
Fasi del processo di fusione
Preparazione dello stampo di colata:
Tipi di muffe: Gli stampi per colata possono essere realizzati con diversi materiali, tra cui sabbia, metallo, ceramica, argilla e grafite. In base alla frequenza d'uso, vengono classificati in stampi unici, stampi semipermanenti e stampi permanenti.
Importanza: La qualità dello stampo di colata è fondamentale in quanto influisce direttamente sulla qualità del prodotto finale.
Fusione e colata del metallo da colata:
Leghe per colata: I metalli di fusione più comuni includono ghisa, acciaio fuso e leghe non ferrose come alluminio, rame e piombo.
Processo: Il metallo viene fuso per soddisfare requisiti specifici e quindi versato nello stampo preparato.
Trattamento e ispezione della colata:
Processi post-casting: Questa operazione comprende la rimozione di corpi estranei, materozze, rialzi, bave e cricche. Altre fasi possono comprendere il trattamento termico, la sagomatura, il trattamento antiruggine e la lavorazione grezza.
Ispezione: Garantire la conformità della colata alle specifiche e agli standard di qualità desiderati.
Materiali utilizzati nella fusione
Metalli: I metalli comunemente utilizzati sono rame, ferro, alluminio, stagno e piombo.
Materiali per stampi: Possono essere in sabbia, metallo o ceramica, a seconda dei requisiti specifici del processo di fusione.
Tipi di stampi per colata
Stampi per colata ordinaria: Realizzato con sabbia grezza, argilla, vetro ad acqua, resina e altri materiali ausiliari.
Stampi per colata speciali: Includono la microfusione, la fusione a schiuma persa, la fusione di stampi metallici e la fusione di stampi in ceramica. I tipi di sabbia grezza possono variare: sabbia di quarzo, sabbia di magnesia, sabbia di zirconio, sabbia di cromite, sabbia di forsterite, sabbia di cianite, sabbia di grafite e sabbia di ferro.
Processo tecnologico
Il processo di fusione può essere riassunto nelle seguenti fasi:
Metallo liquido: Il metallo viene fuso allo stato liquido.
Riempimento: Il metallo liquido viene versato nello stampo.
Solidificazione Restringimento: Il metallo si raffredda e si solidifica, spesso restringendosi leggermente.
Colata: Il metallo solidificato viene rimosso dallo stampo, ottenendo il prodotto finale fuso.
Caratteristiche del processo di fusione
Forme complesse: In grado di produrre pezzi dalle forme intricate e complesse, soprattutto quelli con cavità interne complicate.
Adattabilità: Adatto a un'ampia gamma di leghe e dimensioni di colata.
Efficienza del materiale: Utilizza un'ampia gamma di materiali, compresa la capacità di rifondere gli scarti, con conseguente basso investimento in attrezzature.
Sfide: Il processo può comportare un'elevata percentuale di scarti, una bassa qualità della superficie e condizioni di lavoro sfavorevoli.
Contesto storico
La fusione è uno dei più antichi processi di lavorazione dei metalli, con una storia di circa 6000 anni. Questa lunga storia ne sottolinea l'importanza e la costante rilevanza nella produzione.
La colata rimane una pietra miliare della produzione moderna grazie alla sua versatilità, efficienza e capacità di produrre forme complesse. La comprensione delle complessità del processo di fusione, dalla preparazione dello stampo al trattamento successivo alla fusione, è essenziale per ottimizzare la produzione e garantire prodotti fusi di alta qualità.
Domande frequenti
Di seguito sono riportate le risposte ad alcune domande frequenti:
Quali sono i principali tipi di processi di fusione?
I principali tipi di processi di colata includono la colata in sabbia, la colata ad investimento (colata a cera persa), la colata in stampo, la colata centrifuga (rotofusione), la colata continua, la colata in stampo a gravità, la colata a schiuma persa, la colata in gesso, la colata rotazionale (rotofusione), la colata a compressione e la colata in stampo a conchiglia. Ognuno di questi metodi ha caratteristiche, vantaggi e applicazioni uniche. La colata in sabbia è uno dei metodi più antichi, adatto a forme complesse e pezzi di grandi dimensioni. La microfusione consente un'elevata precisione ed è utilizzata nell'industria aerospaziale e automobilistica. La pressofusione, sia a bassa che ad alta pressione, è ideale per la produzione di massa di geometrie complesse ad alta precisione. La colata centrifuga è utilizzata per i pezzi cilindrici e offre un'elevata densità e minori difetti. La colata continua è efficiente per la produzione di grandi volumi di getti lunghi e continui. La pressofusione a gravità utilizza stampi metallici permanenti e offre una migliore finitura superficiale e precisione dimensionale. La colata a schiuma persa utilizza modelli in schiuma, con conseguente alta precisione e design flessibile. La colata in gesso prevede l'uso di stampi in gesso, adatti a dettagli intricati. La colata rotazionale prevede stampi rotanti per parti cave. Lo Squeeze Casting combina colata e forgiatura per una qualità stabile e un elevato utilizzo del metallo. La colata in conchiglia utilizza uno stampo in sabbia ricoperto di resina, che offre una buona finitura superficiale e precisione. Ogni processo viene scelto in base ai requisiti specifici del prodotto e al volume di produzione.
Quali sono i vantaggi e gli svantaggi della colata in sabbia?
La colata in sabbia è un processo di colata molto diffuso che presenta numerosi vantaggi e svantaggi. Tra i suoi vantaggi, la colata in sabbia vanta un processo produttivo semplice, in cui la sabbia comune viene utilizzata per creare gli stampi, con tempi di produzione relativamente brevi. I costi di attrezzaggio sono bassi, soprattutto per la produzione di bassi volumi, poiché gli stampi possono essere realizzati con materiali poco costosi come legno, plastica o metallo. Questo metodo offre anche una flessibilità dei materiali, potendo accogliere quasi tutte le leghe ferrose e non ferrose, il che lo rende adatto a diversi settori industriali come quello automobilistico e aerospaziale.
Inoltre, la colata in sabbia può produrre un'ampia gamma di dimensioni e pesi, da piccoli pezzi intricati a componenti di grandi dimensioni, e consente di realizzare geometrie complesse. I tempi di realizzazione sono generalmente brevi, il che lo rende ideale per i progetti che richiedono tempi rapidi. Il processo è anche conveniente, soprattutto per la produzione di bassi volumi o prototipi, e la sabbia utilizzata può essere riciclata, rispettando così l'ambiente.
Tuttavia, la colata in sabbia presenta diversi svantaggi. Il processo comporta una minore resistenza meccanica e una maggiore porosità, perché prevede il versamento manuale di materiale fuso senza pressione. La precisione dimensionale è inferiore e i pezzi hanno spesso finiture superficiali ruvide a causa della struttura dello stampo in sabbia. Ciò rende spesso necessari ulteriori processi di finitura, come la lavorazione o la sabbiatura. Si tratta di un processo ad alta intensità di lavoro, che richiede manodopera qualificata e che può far lievitare i costi di manodopera.
Inoltre, gli stampi devono essere ricostruiti per ogni colata e la natura porosa della sabbia richiede rivestimenti protettivi, aumentando la complessità e i costi. La colata in sabbia è anche soggetta a difetti quali ritiro, chiusura a freddo, porosità da gas e inclusioni di sabbia, che possono derivare da una progettazione inadeguata dello stampo o da variazioni dei parametri di colata. Questi svantaggi devono essere soppesati rispetto ai vantaggi quando si sceglie la colata in sabbia per un progetto.
In cosa si differenzia la microfusione dalla pressofusione?
La microfusione, nota anche come fusione a cera persa, prevede la creazione di un modello in cera che viene rivestito con un materiale refrattario per formare uno stampo. La cera viene fusa e il metallo fuso viene versato nella cavità, creando il pezzo finale una volta rotto lo stampo. Questo processo consente di ottenere un'elevata precisione e geometrie complesse, rendendolo adatto sia ai metalli ferrosi che a quelli non ferrosi e ideale per volumi di produzione medio-bassi.
La pressofusione, invece, utilizza stampi in acciaio riutilizzabili in cui il metallo fuso viene iniettato ad alta pressione. Questo processo è più rapido ed efficiente per la produzione di grandi volumi, e spesso produce migliaia di pezzi con una buona precisione dimensionale. La pressofusione è in genere limitata a metalli non ferrosi come alluminio, zinco e magnesio.
In sintesi, la microfusione eccelle nella creazione di pezzi intricati e precisi con eccellenti finiture superficiali, ma è più lunga e costosa per i grandi volumi. La pressofusione è più conveniente per la produzione di grandi volumi, anche se può richiedere una lavorazione aggiuntiva per ottenere la finitura superficiale desiderata ed è limitata ai metalli non ferrosi.
Quali sono le applicazioni più adatte alla colata centrifuga?
La colata centrifuga è particolarmente adatta per le applicazioni che richiedono la produzione di pezzi cilindrici o a simmetria rotazionale con spessore uniforme delle pareti ed elevata resistenza meccanica. Questo processo è ampiamente utilizzato in vari settori industriali grazie alla sua capacità di produrre componenti con un'eccellente precisione dimensionale e proprietà meccaniche superiori.
Nella produzione di tubi, la colata centrifuga è ideale per produrre articoli senza saldatura come pali della luce, tubi per le fognature, linee di approvvigionamento idrico, oleodotti e gasdotti e tubi per caldaie. Il processo garantisce uno spessore uniforme delle pareti e un'elevata durata, rendendolo perfetto per queste applicazioni.
Per gli anelli e le ruote, la colata centrifuga viene utilizzata per creare componenti ad alta resistenza e precisione dimensionale come ingranaggi, cuscinetti, volani, tamburi dei freni e ruote ferroviarie, essenziali nei settori dell'industria e dei trasporti.
Il processo è adatto anche alla produzione di vari pezzi cilindrici, tra cui camicie, alberi, rulli, manicotti e boccole, comunemente utilizzati nell'industria automobilistica, aerospaziale e di ingegneria generale.
Nel settore aerospaziale e della difesa, la colata centrifuga è fondamentale per produrre componenti con dimensioni precise e proprietà meccaniche superiori, come i cuscinetti per i carrelli di atterraggio, gli ugelli dei motori a razzo, i cuscinetti delle torrette e i componenti dei sottomarini.
L'industria petrolifera e del gas trae vantaggio dalla fusione centrifuga per la produzione di componenti durevoli come accumulatori, componenti di valvole a sfera, valvole a saracinesca, misuratori di portata e filtri per fanghi in grado di resistere in ambienti difficili.
Nell'industria navale commerciale, il processo viene utilizzato per produrre giranti, rivestimenti per alberi di eliche e altri componenti marini che devono resistere a condizioni corrosive e ad alte sollecitazioni.
Inoltre, la colata centrifuga viene applicata nell'industria alimentare e farmaceutica per la produzione di componenti puliti e di alta precisione come rulli per stampi, boccole e tubi di estrusione.
Nel settore della produzione di energia, la colata centrifuga viene utilizzata per produrre componenti come le saracinesche, gli ingranaggi e i componenti nucleari, garantendo l'integrità strutturale e le prestazioni.
Inoltre, il processo viene utilizzato nella gioielleria e nella fusione dentale per creare design intricati con uno spreco minimo di materiale e senza la necessità di una post-elaborazione.
Nel complesso, la colata centrifuga è molto adatta per le applicazioni che richiedono uno spessore uniforme delle pareti, un'elevata resistenza meccanica, forme cilindriche, uno scarto minimo di materiale, un'elevata precisione e la resistenza a condizioni difficili.
Quali materiali possono essere utilizzati nella colata continua?
La colata continua è un processo versatile che può essere applicato a una varietà di metalli e leghe metalliche. I materiali comunemente utilizzati nella colata continua sono:
Acciaio: È uno dei materiali più diffusi per la colata continua, in particolare per la produzione di billette di acciaio in volumi elevati. Il processo è stato introdotto negli anni '50 come alternativa più efficiente alle lingottiere.
Leghe di rame: Varie leghe a base di rame, come il bronzo (rame-stagno), il bronzo al piombo (rame-stagno-piombo), il bronzo rosso (rame-stagno-zinco), il bronzo al silicio (rame-zinco-silicio) e il bronzo all'alluminio (rame-alluminio), sono spesso prodotte mediante colata continua. Queste leghe trovano applicazione in settori quali i sistemi di acqua potabile e l'ingegneria meccanica.
Alluminio: Sebbene sia meno comune delle leghe di acciaio e rame, l'alluminio può essere lavorato anche con la colata continua per produrre prodotti in alluminio di alta qualità.
Ghisa: Alcuni tipi di ghisa sono adatti alla colata continua, offrendo vantaggi come l'uniformità e la costanza della qualità.
Piombo: Il processo viene utilizzato per produrre griglie di piombo per batterie, comprese quelle per applicazioni automobilistiche, motociclistiche e industriali, garantendo scarti minimi e una produzione di alta qualità con una struttura dei grani ottimizzata.
Leghe speciali: La colata continua può essere applicata a leghe speciali, in particolare alle leghe di rame senza piombo, se il volume di produzione giustifica i costi di allestimento.
Nel complesso, il processo di colata continua è altamente adattabile, consentendo la produzione di varie forme metalliche come tubi, barre piene, profili rettangolari, esagonali e quadrati, nonché forme specializzate come ingranaggi con denti e geometrie asimmetriche di rotazione. Questa adattabilità rende la colata continua un metodo affidabile per la produzione di semilavorati metallici di alta qualità con strutture coerenti e omogenee.
Come si colloca la pressofusione a gravità rispetto ad altri metodi di colata?
La pressofusione per gravità è un processo di fusione in cui il metallo fuso viene versato in uno stampo permanente sotto l'influenza della gravità. Questo metodo si distingue da altri processi di colata per diversi aspetti fondamentali:
Processo e meccanismo di riempimento: A differenza della pressofusione, che utilizza l'alta pressione per iniettare il metallo negli stampi, la pressofusione per gravità si basa sulla gravità per riempire lo stampo. Questo metodo più semplice riduce il rischio di intrappolamento di aria e consente l'uso di anime di sabbia per creare vuoti interni, cosa che non è possibile con la pressofusione.
Velocità e volume di produzione: La pressofusione a gravità ha in genere tempi di ciclo più lunghi ed è meno adatta a volumi di produzione elevati rispetto alla pressofusione a pressione. Produce circa 30-50 pezzi all'ora, il che la rende ideale per volumi di produzione medio-piccoli. La pressofusione, invece, altamente automatizzata, può produrre oltre 200 pezzi all'ora. La colata in sabbia, un altro metodo, è generalmente più lenta e viene utilizzata per pezzi più grandi e meno complessi o per bassi volumi di produzione.
Qualità e complessità delle fusioni: La pressofusione a gravità fornisce pezzi con una buona finitura superficiale e una moderata precisione dimensionale. Tuttavia, non raggiunge lo stesso livello di precisione e complessità della pressofusione, che è in grado di produrre pezzi con pareti più sottili e disegni più intricati. La colata in sabbia, invece, produce pezzi con finiture più ruvide e una maggiore variazione dimensionale.
Costi di attrezzaggio e materiali: Gli stampi utilizzati per la pressofusione a gravità sono più semplici e meno costosi da produrre rispetto agli stampi in acciaio temprato necessari per la pressofusione. Questo rende la pressofusione a gravità più accessibile per i progetti più piccoli. La colata in sabbia utilizza stampi in sabbia a basso costo, ma offre minore precisione ed efficienza.
Applicazioni e considerazioni economiche: La pressofusione a gravità è adatta alla produzione di pezzi di dimensioni medio-piccole con complessità da semplice a moderata, che la rendono economicamente vantaggiosa per tirature comprese tra 250 e 50.000 unità all'anno. È ideale per applicazioni che puntano sulla resistenza, sulla semplicità e su volumi di produzione ridotti. La pressofusione, con i suoi costi iniziali più elevati ma con costi per pezzo più bassi grazie all'elevata produttività, è migliore per la produzione di volumi elevati di pezzi complessi. La colata in sabbia è spesso utilizzata per pezzi più grandi e non complessi o per bassi volumi di produzione, a causa del costo inferiore ma della precisione meno desiderabile.
In sintesi, la pressofusione a gravità offre un approccio equilibrato per volumi di produzione medio-piccoli, con una buona finitura superficiale e una moderata precisione, che la rendono una scelta economicamente vantaggiosa per alcune applicazioni. Si colloca tra l'alta precisione e il volume della pressofusione e la più economica ma meno accurata colata in sabbia.
Come posso fondere i pezzi a casa?
La fusione di pezzi in casa può essere un modo pratico e gratificante per creare componenti personalizzati. Ecco una guida dettagliata per aiutarvi a iniziare:
Attrezzature e materiali necessari
Forno di fusione
Forno elettrico: Per la produzione su piccola scala, un forno elettrico di piccola capacità è l'ideale. Questi forni sono efficienti e forniscono un controllo preciso della temperatura, rendendoli adatti sia per il ferro che per l'alluminio.
Forno a cherosene: Adatti alla fusione dell'alluminio, i forni a cherosene sono un'alternativa se non è disponibile un forno elettrico.
Nota: Ferro e alluminio non dovrebbero essere fusi nello stesso forno a causa della difficoltà di controllare le proprietà del materiale. Se il controllo preciso del materiale non è fondamentale per il vostro progetto, questo potrebbe non essere un problema significativo.
Stampi
Stampi personalizzati: A seconda delle parti che si desidera fondere, è necessario disporre di stampi personalizzati. Questi possono essere realizzati in vari materiali, tra cui sabbia, metallo o silicone, a seconda della complessità e della precisione richiesta.
Sabbia: Per la colata in sabbia è necessaria una sabbia da fonderia di alta qualità. Questa sabbia deve essere mescolata con un legante per mantenere la forma durante il processo di fusione.
Miscelatore di sabbia: Anche se non è indispensabile, un miscelatore di sabbia può migliorare notevolmente la consistenza e la qualità della miscela di sabbia. La miscelazione manuale è possibile, ma può essere meno efficiente.
Strumenti di modellazione
Modello: Creare un modello della parte che si desidera fondere. Questo modello viene utilizzato per formare la cavità nello stampo in sabbia.
Fiaschetta: Contenitore utilizzato per contenere lo stampo di sabbia. In genere si compone di due parti: il coperchio (in alto) e il trascinatore (in basso).
Colata e colata
Crogiolo: Un contenitore in materiale resistente al calore utilizzato per fondere e versare il metallo.
Pinze: Per maneggiare il crogiolo caldo in modo sicuro.
Dispositivi di protezione: La sicurezza è fondamentale. Indossare guanti resistenti al calore, un grembiule e uno schermo facciale per proteggersi da schizzi e ustioni.
Strumenti post-casting
Strumenti di pulizia: Per rimuovere l'alzata di colata e levigare eventuali bave sulla colata. Si utilizzano comunemente lime, smerigliatrici e scalpelli.
Rullo di granigliatura: Migliora la finitura superficiale della colata rimuovendo eventuali residui di sabbia e levigando la superficie.
Processo passo dopo passo
Preparare lo stampo:
Creare un modello della parte che si desidera fondere.
Posizionare il modello nella beuta e riempire la sabbia intorno ad esso, assicurandosi che sia ben compattato.
Rimuovere il modello, lasciando una cavità nella forma del pezzo.
Fondere il metallo:
Porre il metallo (ferro o alluminio) nel crogiolo e riscaldarlo nel forno fino a raggiungere il punto di fusione.
Utilizzare le pinze per maneggiare il crogiolo e versare il metallo fuso nella cavità dello stampo.
Lasciare raffreddare:
Lasciare raffreddare e solidificare il metallo nello stampo. Il tempo di raffreddamento dipende dalle dimensioni e dalla complessità della colata.
Rimuovere la colata:
Rompere lo stampo di sabbia per scoprire la colata.
Utilizzare gli strumenti di pulizia per rimuovere l'alzata di versamento e il materiale in eccesso.
Finitura:
Levigare eventuali bave o bordi ruvidi con lime o smerigliatrici.
In alternativa, utilizzare un rullo granigliatore per migliorare la finitura della superficie.
Considerazioni sulla sicurezza
Lavorare sempre in un'area ben ventilata per evitare di inalare i fumi.
Tenere un estintore nelle vicinanze in caso di emergenza.
Indossare un equipaggiamento protettivo adeguato per evitare ustioni e lesioni.
Seguendo questi passaggi e utilizzando l'attrezzatura giusta, è possibile fondere con successo i pezzi a casa. Ricordate che la pratica e la pazienza sono fondamentali per padroneggiare l'arte della fusione.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Siete alla ricerca dei migliori produttori di pompe per vuoto? Questo articolo evidenzia i marchi leader del settore per il 2024, come NASH, Edwards, Leybold e Atlas Copco. Ogni azienda è rinomata per...
Attualmente la tecnologia di stampa 3D è ampiamente utilizzata nei settori della produzione automobilistica, aerospaziale e della difesa, dei beni di consumo, dei dispositivi elettrici ed elettronici, delle applicazioni biomediche, della gioielleria culturale e creativa, dell'ingegneria edile e dell'istruzione, tra...
Immaginate di trasformare la polvere di metallo grezzo in parti complesse e ad alte prestazioni senza dover ricorrere ai tradizionali processi di fusione. Questa è la metallurgia delle polveri, una tecnica di produzione versatile che combina le polveri per creare materiali...
Perché alcune fusioni falliscono mentre altre eccellono? La risposta risiede nelle proprietà della lega di colata. Questo articolo analizza l'impatto di fattori quali fluidità, ritiro, ossidabilità e assorbimento di gas...