Tipi di laser decodificati: 4 semplici metodi di classificazione
Vi siete mai chiesti come vengono classificati i laser, una meraviglia della tecnologia moderna? Questo articolo esplora quattro metodi chiave per classificare i laser in base alla loro sostanza di lavoro, alla forma d'onda dell'energia in uscita, alla lunghezza d'onda e alla potenza. Imparerete a conoscere i diversi tipi di laser, come quelli a gas, a stato solido e a semiconduttore, e capirete le loro applicazioni uniche in settori che vanno dalle comunicazioni alla lavorazione dei materiali. Immergetevi per scoprire come questi potenti fasci di luce vengono adattati alle varie esigenze tecnologiche.
Il laser è considerato una delle quattro grandi invenzioni del XX secolo. A differenza della luce naturale, la luce laser è un'invenzione umana basata sulla teoria quantistica.
Ciò che distingue la luce laser dalla luce naturale sono le sue caratteristiche uniche e il processo con cui viene generata. Il laser viene spesso definito "il coltello più veloce, la luce più brillante e il righello più preciso".
Rispetto alla luce naturale, la luce laser è altamente intensa, altamente monocromatica, altamente coerente e altamente direzionale.
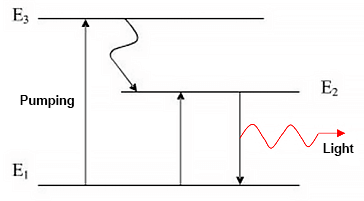
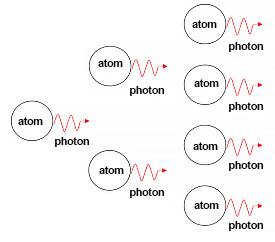
La luce laser è il risultato di una radiazione atomica stimolata. Quando gli atomi sono eccitati dall'energia della sorgente di pompa, possono passare a uno stato ad alta energia. Se incontrano un fotone esterno con una frequenza specifica, rilasciano un fotone identico. Questo processo provoca la transizione di altri atomi che producono lo stesso fotone, dando luogo alla radiazione stimolata e alla produzione di luce laser.
La frequenza, la fase, la direzione di propagazione e lo stato di polarizzazione dei fotoni prodotti dalla radiazione stimolata e dai fotoni esterni sono esattamente gli stessi, per questo la luce laser ha le caratteristiche uniche di alta intensità, alta monocromaticità, alta coerenza e alta direzionalità.
Schema della transizione del livello energetico atomico
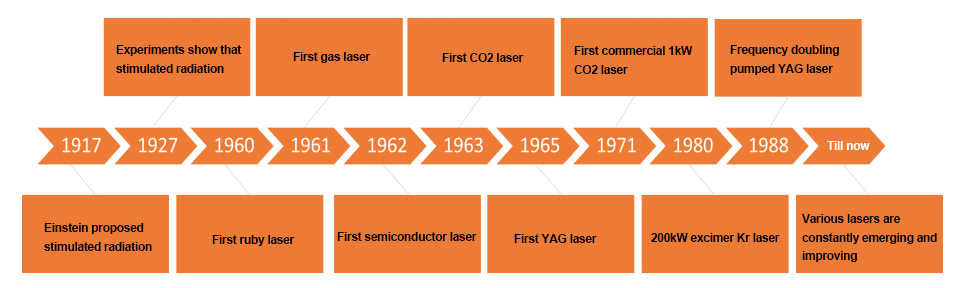
L'uso commerciale della tecnologia laser è iniziato negli anni '70 e da allora si è sviluppato rapidamente. Nel 1917, Einstein propose per la prima volta il concetto di radiazione stimolata. Il primo rubino al mondo laser a stato solido è stato introdotto nel 1960.
Negli anni '70 la tecnologia laser è entrata nell'era commerciale e da allora ha continuato a crescere ed espandersi. Dopo aver studiato l'interazione tra i raggi laser e la materia, l'applicazione della tecnologia laser si è ampliata e diffusa, soprattutto nel settore industriale. Negli anni '90, applicazioni industriali del laser La tecnologia è entrata in una fase di sviluppo ad alta velocità.
Storia dello sviluppo della tecnologia laser
Due applicazionedi laser
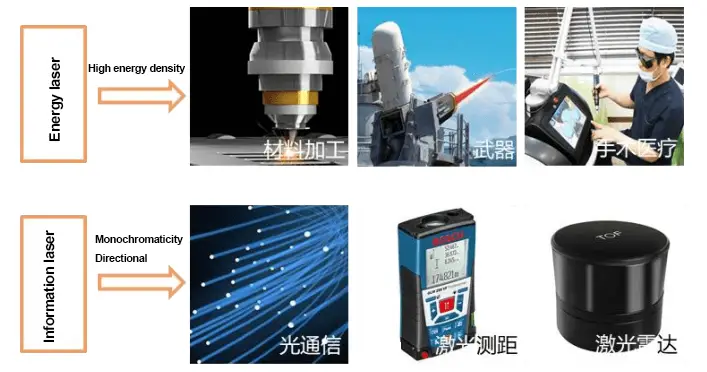
L'elevata intensità, la buona monocromaticità, la buona coerenza e la buona direttività della luce laser determinano i suoi due principali scenari applicativi: il laser energetico e il laser informativo.
Laser a energia:
La tecnologia laser è nota per la sua elevata densità di energia, che la rende ideale per varie applicazioni come la lavorazione dei materiali, le armi, il trattamento medico e altre.
Laser informativo:
La buona monocromaticità e la direttività del laser lo rendono adatto alla trasmissione di informazioni (comunicazione ottica) e alla misurazione della distanza (misurazione ottica). La comunicazione ottica presenta numerosi vantaggi rispetto alla comunicazione elettrica tradizionale, come l'elevata capacità, la capacità di trasmissione a lunga distanza, la maggiore riservatezza e la leggerezza.
Apparecchiature per il trattamento laser
Elaborazione laser è un ottimo esempio di tecnologia di lavorazione di precisione, la cui crescita è in gran parte dovuta alla sostituzione dei metodi di lavorazione tradizionali.
Rispetto ad altri metodi di lavorazione, la lavorazione laser offre diversi vantaggi, tra cui l'elevata efficienza, l'alta precisione, il basso consumo energetico, la minima deformazione del materiale e la facilità di controllo.
Questi vantaggi possono essere attribuiti a due fattori chiave caratteristiche del laser lavorazione: lavorazione senza contatto e alta densità di energia.
Lavorazione senza contatto:
Nella lavorazione laser, il calore generato dall'interazione tra il laser e il materiale completa la lavorazione, senza alcun contatto fisico tra l'utensile di lavorazione e il materiale. In questo modo si eliminano gli effetti della forza sul materiale lavorato e si ottengono risultati relativamente bassi. sollecitazione residua. Inoltre, il diametro ridotto del raggio laser consente un'elevata precisione.
Alta densità energetica:
La densità di potenza della lavorazione laser può raggiungere oltre 107W/cm^2, un valore migliaia o addirittura decine di migliaia di volte superiore a quello di altri metodi di lavorazione come la fiamma e l'arco. Questa maggiore densità di potenza consente al laser di lavorare una piccola area del materiale senza influenzare l'area circostante, con conseguente maggiore precisione ed efficienza della lavorazione.
Il laser è un componente cruciale per la generazione della luce laser ed è il cuore delle apparecchiature laser.
Il valore del laser rappresenta in genere il 20-40% del valore totale di un set completo di apparecchiature di lavorazione laser e, in alcuni casi, può essere anche superiore.
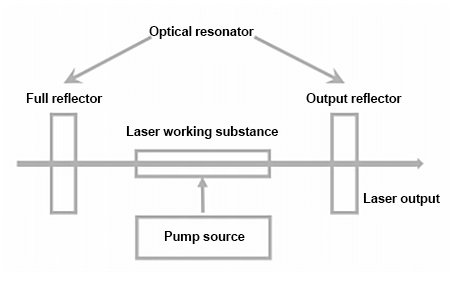
Il laser è il luogo in cui avvengono i processi di pompaggio e di radiazione stimolata. Un tipico laser è composto da diverse parti, tra cui il materiale di lavoro del laser (che emette energia), la sorgente di pompaggio (che fornisce energia) e il risonatore ottico (che facilita la propagazione dell'energia).
Schema della struttura di base del laser
Tipi di laser
Esistono diversi metodi per classificare i laser, ma quattro sono i più utilizzati:
Sostanza di lavoro:
I laser possono essere classificati in base al tipo di sostanza di lavoro che utilizzano: laser a gas, laser solidi, laser liquidi (coloranti), laser a semiconduttore, laser a eccimeri e altri.
I laser a gas utilizzano il gas come materiale di lavoro. Esempi di laser a gas comuni sono quelli a CO2 laser, laser He-Ne, laser a ioni di argon, laser He-Cd, laser a vapori di rame e vari laser a eccimeri. I LASER A CO2 I laser sono particolarmente utilizzati nell'industria.
CO2 laser
Laser a stato solido:
Nei laser a stato solido, gli ioni metallici in grado di produrre un'emissione stimolata vengono drogati in un cristallo e utilizzati come materiale di lavoro. I cristalli comunemente utilizzati sono il rubino, il corindone, il granato di alluminio (comunemente noto come YAG), il tungstato di calcio, il fluoruro di calcio, l'alluminato di ittrio e il berillato di lantanio. Attualmente, lo YAG è il cristallo più utilizzato nei laser a stato solido.
Laser a stato solido
Laser liquido:
Nei laser a liquido, la sostanza di lavoro è una soluzione formata dalla dissoluzione di coloranti organici in liquidi come etanolo, metanolo o acqua.
Laser a semiconduttore:
I laser a semiconduttore, noti anche come diodi laser, utilizzano materiali semiconduttori come l'arseniuro di gallio (GaAs), il solfuro di cadmio (CDS), il fosfuro di indio (INP) e il solfuro di zinco (ZnS).
Laser a semiconduttore
Laser a fibra:
Il laser a fibra utilizza come materiale di lavoro una fibra di vetro drogata con elementi di terre rare. I laser a fibra sono laser che utilizzano la fibra come mezzo per la generazione della luce laser.
Laser a fibra
Il laser a fibra è noto come "laser di terza generazione" per le sue eccezionali prestazioni:
(1) Il volume ridotto, la flessibilità, il basso rapporto volume/area e l'elevato tasso di conversione fotoelettrica della fibra consentono di ottenere un laser a fibra miniaturizzato, intensificato e altamente efficiente in termini di dissipazione del calore e conversione fotoelettrica.
(2) L'uscita laser di un laser a fibra può essere ottenuta direttamente dalla fibra, rendendo il laser a fibra altamente adattabile alle applicazioni di elaborazione in qualsiasi spazio.
(3) La struttura del laser a fibra, che non prevede lenti ottiche nella cavità risonante, offre vantaggi quali la facilità d'uso, la bassa manutenzione e l'elevata stabilità.
(4) Anche la qualità del fascio di un laser a fibra è eccezionale.
Tipi di laser
Tipo tipico
Lunghezza d'onda del laser
Potenza di uscita massima
Efficienza di conversione dell'energia
Caratteristiche
Laser a gas
CO2 laser
Circa 10,6um a infrarossi
1-20kw
8%~10%
Buona monocromaticità ed elevata efficienza di conversione energetica
Laser liquido
Laser a coloranti 6G
Da UV a IR
–
5%~20%
La lunghezza d'onda in uscita è regolabile in continuo, la potenza di conversione dell'energia è elevata, facile da preparare ed economica.
Laser a stato solido
Laser YAG / rubino
Dal visibile al vicino infrarosso
0,5-5kw
0,5%~1%
Bassa potenza di uscita, basso tasso di conversione dell'energia e buona monocromaticità.
Laser a semiconduttore
Laser a diodi GaAs
100nm-1,65um
0,5-20kw, array bidimensionale in grado di raggiungere 350kW
20% - 40%, laboratorio 70%
Elevato potere di conversione dell'energia, volume ridotto, peso leggero, struttura semplice, lunga durata e scarsa monocromaticità.
Laser a fibra
Laser a fibra pulsato / CW
1,46um-1,65um
0,5-20kw
30%-40%
Miniaturizzazione, intensificazione, alta efficienza di conversione, elevata energia in uscita, alta qualità del fascio, nessuna collimazione ottica e minore manutenzione.
Forma d'onda dell'energia in uscita (modalità di lavoro):
I laser possono essere classificati in tre tipi: laser continuo, laser pulsato e laser quasi continuo.
I laser pulsati possono essere ulteriormente classificati in base all'ampiezza dell'impulso: laser al millisecondo, laser al microsecondo, laser al nanosecondo, laser a picosecondi, laser a femtosecondi e laser ad attosecondi.
Laser continuo:
Questo tipo di laser emette una forma d'onda energetica stabile e continua durante l'uso, con una potenza elevata. È adatto alla lavorazione di materiali di grande volume e ad alto punto di fusione, come le lastre di metallo.
Laser pulsato:
I laser a impulsi possono essere ulteriormente suddivisi in laser a millisecondi, laser a microsecondi, laser a nanosecondi, laser a picosecondi, laser a femtosecondi e laser ad attosecondi, a seconda della larghezza dell'impulso. I laser a femtosecondi e ad attosecondi sono comunemente chiamati laser ultraveloci.
Sebbene la potenza dei laser pulsati sia inferiore rispetto a quella dei laser continui, la precisione di lavorazione è maggiore. In linea di massima, quanto più stretta è l'ampiezza dell'impulso, tanto maggiore è la precisione di lavorazione.
Laser quasi-continuo:
Questo tipo di laser è una via di mezzo tra un laser continuo e un laser pulsato, in cui il laser ad alta energia può essere emesso ripetutamente entro un certo periodo.
Metodo di classificazione
Categoria laser
Caratteristiche
Classificazione per modalità di lavoro
Laser CW
L'eccitazione del materiale di lavoro e la corrispondente emissione laser possono essere effettuate in modo continuo in un lungo intervallo di tempo.
Laser pulsato
Si riferisce a un laser con una singola larghezza di impulso laser inferiore a 0,25 secondi e che funziona solo una volta a un certo intervallo. Ha una grande potenza di picco in uscita ed è adatto per la marcatura, il taglio e la misurazione laser.
Classificazione in base all'ampiezza dell'impulso
Laser al millisecondo (MS)
10-3S
Laser a microsecondi (US)
10-6S
Laser a nanosecondi (NS)
10-9S
Laser a picosecondi (PS)
10-12S
Laser a femtosecondi (FS)
10-15S
Lunghezza d'onda di uscita (colore):
I laser possono essere classificati in diversi tipi in base alla loro lunghezza d'onda: Laser a raggi X, laser ultravioletti, laser infrarossi, laser visibili, ecc.
Potenza:
I laser possono essere suddivisi in tre categorie in base alla loro potenza: laser a bassa potenza (1500W).
Classificazione dei laser
Fornitore di laser
Tra i principali fornitori di laser sul mercato figurano Coherent, IPG Photonics, n-Light, Newport Corporation, TRUMPF, Rofin (ora una filiale di Coherent), DILAS, SPI Lasers (ora di proprietà di TRUMPF), Mitsubishi Electric, Kawasaki Heavy Industries, MAX Photonics, JPT Optoelectronics, Raycus Laser a fibre, laser Fei Bo, laser Guoke, laser Anpin e laser HFB.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Perché la qualità del taglio laser varia a parità di attrezzature e parametri? Questo articolo analizza come la composizione delle lastre di acciaio al carbonio influisca sui risultati di taglio. Esplorando la...
Vi siete mai chiesti come fanno i laser a tagliare l'acciaio con precisione millimetrica? In questo articolo sveliamo i segreti del taglio laser. Dalle modalità laser alle regolazioni degli ugelli, scopriamo come ogni...
Perché il taglio laser di lamiere d'acciaio zincato è così impegnativo ma cruciale nella produzione moderna? Questo articolo esplora le difficoltà che si incontrano nel taglio laser dell'acciaio zincato ed esamina le soluzioni che...
Vi siete mai chiesti come si ottiene la precisione nel taglio laser? Questo articolo esplora i fattori cruciali che influenzano la qualità del taglio laser, come le condizioni dell'ugello, la posizione della messa a fuoco e la pressione del gas ausiliario. Per...
Immaginate di trasformare le industrie con un semplice raggio di luce. La tecnologia laser blu sta rivoluzionando campi che vanno dalla produzione automobilistica ai trattamenti medici. Questo articolo esplora cinque entusiasmanti applicazioni, tra cui il miglioramento della saldatura...
Vi siete mai chiesti come si tagliano con tanta precisione disegni intricati su vari materiali? Questo articolo svela l'affascinante mondo del taglio laser, esplorandone le tecniche e le applicazioni. Da...
Avete mai notato delle macchie nere sulla vostra lente di taglio o saldatura laser? Queste macchie possono disturbare gravemente le operazioni, compromettendo la qualità e la precisione del lavoro. In questo articolo,...
Vi siete mai chiesti perché una semplice lente può fare o distruggere un'operazione di taglio laser? Questo articolo rivela il ruolo critico delle lenti protettive di alta qualità nelle teste di taglio laser. Imparerete...
State decidendo tra la punzonatura a torretta e il taglio laser per il vostro prossimo progetto? Comprendere i loro vantaggi e limiti è fondamentale. Questo articolo approfondisce le capacità di entrambe le tecniche,...