| Modalità di saldatura | Causa dell'evento | Misure preventive |
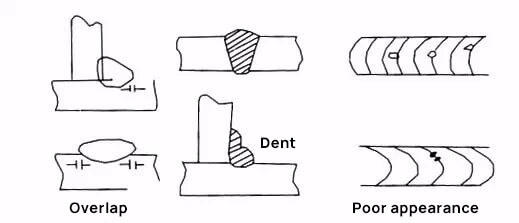
| Sovrapposizione | (1) La corrente è troppo bassa.
(2) La velocità di saldatura è troppo bassa. | (1) Utilizzare una corrente adeguata.
(2) Utilizzare la velocità appropriata. |
| Aspetto e forma scadenti del cordone di saldatura | (1) Bacchetta di saldatura scadente.
(2) Metodo di funzionamento non corretto.
(3) La corrente di saldatura è troppo alta e il diametro dell'elettrodo è troppo spesso.
(4) Surriscaldamento delle saldature.
(5) Nel cordone di saldatura, il metodo di riempimento della fusione è scarso.
(6) L'ugello conduttore è usurato.
(7) La lunghezza di estensione del filo di saldatura rimane invariata. | (1) Devono essere scelti elettrodi a secco di dimensioni adeguate e di buona qualità.
(2) Adottare una velocità e una sequenza di saldatura uniformi e appropriate.
(3) Selezionare la saldatura con corrente e diametro adeguati.
(4) Ridurre la corrente.
(5) Esercitarsi di più.
(6) Sostituire l'ugello conduttivo.
(7) Mantenere la lunghezza fissa e la competenza. |
| Ammaccatura | (1) Uso improprio delle bacchette di saldatura.
(2) La barra di saldatura è bagnata.
(3) Il raffreddamento del metallo base è troppo rapido.
(4) Elettrodo non pulito e segregazione della saldatura.
(5) Il contenuto di carbonio e manganese della saldatura è troppo elevato. | (1) Utilizzare una bacchetta di saldatura appropriata. Se non è possibile eliminarlo, utilizzare una barra di saldatura a basso contenuto di idrogeno.
(2) Utilizzare elettrodi essiccati.
(3) Ridurre la velocità di saldatura ed evitare l'estinzione. È meglio preriscaldare o postriscaldare.
(4) Utilizzare un buon elettrodo a basso contenuto di idrogeno.
(5) Devono essere utilizzati elettrodi con elevata basicità. |
| Deviazione dell'arco | (1) Durante la saldatura in corrente continua, il campo magnetico generato dalla saldatura è irregolare e devia l'arco.
(2) Posizione scorretta del filo di messa a terra.
(3) L'angolo di traino della pistola di saldatura è troppo grande.
(4) La lunghezza di estensione del filo di saldatura è troppo corta.
(5) La tensione è troppo alta e l'arco è troppo lungo.
(6) La corrente è troppo alta.
(7) La velocità di saldatura è troppo elevata. | (1) Posizionare un filo di terra su un lato dell'arco, o saldare sull'altro lato, o usare un arco corto, o correggere il campo magnetico per renderlo uniforme, o usare la saldatura in corrente alternata.
(2) Regolare la posizione del filo di messa a terra.
(3) Ridurre l'angolo di trascinamento della pistola di saldatura.
(4) Aumentare la lunghezza di estensione del filo di saldatura.
(5) Ridurre la tensione e l'arco.
(6) Regolare e utilizzare una corrente adeguata.
(7) Velocità di saldatura ridotta. |
| Bruciare attraverso | (1) In caso di saldatura a fessura, la corrente è troppo elevata.
(2) Il gap di saldatura è troppo grande a causa di un'incisione insufficiente. | (1) Ridurre la corrente.
(2) Ridurre lo spazio di saldatura. |
| Cordone di saldatura irregolare | (1) L'ugello conduttore è usurato e l'uscita del filo di saldatura oscilla.(2) Funzionamento non qualificato della pistola di saldatura. | (1) Sostituire l'ugello di saldatura con uno nuovo.(2) Esercitarsi maggiormente. |
| Strappi di saldatura | (1) La corrente è troppo elevata e la velocità di saldatura è troppo bassa.
(2) L'arco è troppo corto e il cordone di saldatura è troppo alto.
(3) Allineamento non corretto del filo di saldatura. (durante la saldatura a filetto) | (1) Selezionare la corrente e la velocità di saldatura corrette.
(2) Aumentare la lunghezza dell'arco.
(3) Il filo di saldatura non deve essere troppo lontano dall'intersezione. |
| Eccessivo schizzo di scintille | (1) Bacchetta di saldatura scadente.
(2) L'arco è troppo lungo.
(3) La corrente è troppo alta o troppo bassa.
(4) La tensione dell'arco è troppo alta o troppo bassa.
(5) Il filo di saldatura sporge troppo a lungo.
(6) La pistola di saldatura si inclina eccessivamente e l'angolo di trascinamento è troppo grande.
(7) Assorbimento eccessivo di umidità del filo di saldatura.
(8) Il saldatrice è in cattive condizioni. | (1) Utilizzare una bacchetta di saldatura asciutta adatta.
(2) Utilizzare un arco più corto.
(3) Utilizzare una corrente adeguata.
(4) Regolare correttamente.
(5) Seguire le istruzioni dei vari fili di saldatura.
(6) Mantenere la posizione più verticale possibile ed evitare un'inclinazione eccessiva.
(7) Prestare attenzione alle condizioni di stoccaggio del magazzino.
(8) Riparare e prestare attenzione alla manutenzione nei giorni feriali. |
| Il cordone di saldatura è a serpentina. | (1) Il filo di saldatura è troppo lungo.
(2) Il filo di saldatura è attorcigliato.
(3) Scarso funzionamento lineare. | (1) È necessario adottare una lunghezza adeguata, come il filo di saldatura pieno, che si estende per 20 ~ 25 mm in caso di corrente elevata. Nella saldatura autoprotetta, la lunghezza di estensione è di circa 40 ~ 50 mm.
(2) Sostituire il filo di saldatura con uno nuovo o correggere la distorsione.
(3) Quando si opera in linea retta, la pistola di saldatura deve essere mantenuta verticale. |
| Instabilità dell'arco | (1) L'ugello conduttore all'estremità anteriore della pistola di saldatura è molto più grande del diametro dell'anima del filo di saldatura.
(2) L'ugello conduttore è usurato.
(3) Il filo di saldatura si arriccia.
(4) Il convogliatore del filo di saldatura non ruota in modo fluido.
(5) La scanalatura della ruota di trasporto del filo di saldatura è usurata.
(6) La ruota di pressione non è ben premuta.
(7) La resistenza del giunto del condotto è troppo elevata. | (1) Il diametro dell'anima del filo di saldatura deve corrispondere a quello dell'ugello conduttore.
(2) Sostituire l'ugello conduttore.
(3) Arricciare e raddrizzare il filo di saldatura.
(4) Aggiungere olio all'albero del convogliatore per lubrificare la rotazione.
(5) Sostituire la ruota del convogliatore.
(6) La pressione deve essere adeguata; se troppo allentata, l'alimentazione del filo è scarsa; se troppo stretta, il filo di saldatura si danneggia.
(7) Se la guaina è troppo piegata, regolare per ridurre la quantità di piegatura. |
| Arco tra ugello e metallo base | (1) Cortocircuito tra ugello, condotto o ugello conduttore. | (1) Le scintille e gli schizzi eccessivi che si attaccano all'ugello devono essere rimossi, oppure utilizzare il tubo in ceramica con protezione isolante della pistola di saldatura. |
| Surriscaldamento dell'ugello della pistola di saldatura | (1) L'acqua di raffreddamento non può uscire completamente.
(2) Corrente eccessiva. | (1) Il tubo dell'acqua di raffreddamento è bloccato. Se il tubo dell'acqua di raffreddamento è bloccato, è necessario rimuoverlo per far sì che la pressione dell'acqua aumenti e il flusso sia normale.
(2) La pistola di saldatura deve essere utilizzata entro l'intervallo di corrente e il tasso di utilizzo consentiti. |
| Il filo di saldatura si attacca all'ugello conduttore | (1) La distanza tra l'ugello conduttivo e il metallo di base è troppo breve.
(2) Resistenza eccessiva della guaina e scarsa alimentazione del filo.
(3) La corrente è troppo bassa e la tensione è troppo alta. | (1) Utilizzare la distanza appropriata o un po' più lunga per iniziare l'arco, quindi regolare la distanza appropriata.
(2) Liberare l'interno della guaina per consentire un'erogazione agevole.
(3) Regolare il valore di corrente e tensione appropriato. |