Il gas di protezione nella saldatura laser: La guida più completa
In che modo il gas di protezione può migliorare significativamente i vostri progetti di saldatura laser? Nella saldatura laser, il gas di protezione svolge un ruolo fondamentale nel migliorare la qualità della saldatura, prevenendo le reazioni con i componenti dell'aria e gestendo gli spruzzi. Questo articolo esplora i diversi tipi di gas di protezione, le loro applicazioni specifiche e i metodi di erogazione per ottimizzare i risultati di saldatura. Scoprite come il giusto gas di protezione può portare a saldature più resistenti e pulite e a una maggiore efficienza nei vostri progetti.
Nella saldatura laser, i gas di protezione svolgono un ruolo cruciale nell'ottimizzazione della qualità della saldatura e nella protezione delle apparecchiature. Questi gas sono classificati in tre categorie distinte: gas ausiliari (gas MDE), gas di protezione e gas a getto, ognuno dei quali svolge funzioni specifiche nel processo di saldatura.
Il gas ausiliario, particolarmente efficace con i laser a granato di ittrio e alluminio (YAG), attenua l'assorbimento del fascio laser da parte del plasma di vapori metallici. Ciò aumenta la penetrazione del fascio e l'efficienza del trasferimento di energia. I gas ausiliari più comuni sono l'elio o le miscele di argon ed elio, scelti per i loro elevati potenziali di ionizzazione.
Il gas di protezione serve a spostare l'aria atmosferica dalla zona di saldatura, evitando reazioni dannose tra il metallo fuso e gli elementi atmosferici come ossigeno e azoto. Ciò consente di migliorare la qualità della saldatura, ridurre l'ossidazione e minimizzare la porosità. I gas di protezione tipici includono argon, elio o miscele specifiche adattate al materiale di base e ai parametri di saldatura.
Il gas a getto, utilizzato nei processi di saldatura ad alta densità energetica soggetti a spruzzi e vapori eccessivi, crea una cortina d'aria protettiva. Questa cortina è diretta con un angolo di 90 gradi verso la testa di lavorazione attraverso un ugello specializzato. Protegge efficacemente l'ottica e il sistema di messa a fuoco dagli spruzzi di saldatura e dalla condensa, garantendo prestazioni costanti e prolungando la durata dell'apparecchiatura. Inoltre, il getto di gas è progettato per funzionare senza interferire con la dinamica del bagno di saldatura o con l'involucro del gas di protezione primario.
2. Qual è il ruolo del gas di schermatura?
Il laser produce un fascio di energia essenziale per il processo di saldatura. Questo fascio ad alta intensità viene indirizzato con precisione verso la posizione del giunto sul pezzo attraverso un sofisticato sistema ottico che comprende specchi di guida, cavi ottici laser e dispositivi di messa a fuoco.
Il posizionamento e la fissazione accurati del pezzo sono fondamentali per guidare con precisione il raggio laser focalizzato. L'elemento ottico di focalizzazione si sposta lungo la posizione della cucitura, dirigendo l'energia laser concentrata sul pezzo con una precisione micrometrica.
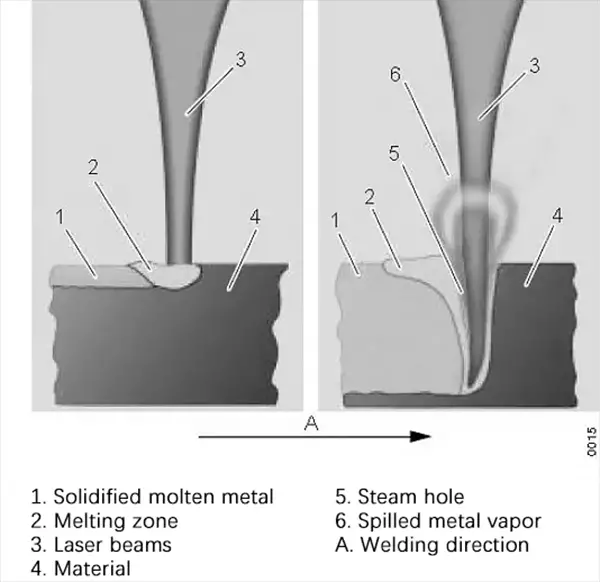
Nel punto focale, l'estrema densità di potenza del raggio laser induce una rapida fusione e una parziale vaporizzazione del materiale. La pressione del vapore metallico risultante è così intensa da creare un canale di penetrazione stretto e profondo, noto come "buco della serratura". Questo foro si estende in genere per diversi millimetri nel materiale, consentendo saldature profonde e strette, caratteristiche della saldatura laser.
Quando la lente di messa a fuoco si sposta rispetto al pezzo, il foro della chiave la segue. Questo processo dinamico consente al metallo fuso di fluire e di aggregarsi dietro il foro della chiave, solidificandosi in un cordone di saldatura stretto e di alta qualità.
Tuttavia, molti metalli sono altamente reattivi allo stato fuso, in particolare con i gas atmosferici come ossigeno e azoto. Queste reazioni possono portare a difetti di saldatura come porosità, ossidazione e infragilimento, compromettendo in modo significativo la qualità della saldatura e le proprietà meccaniche.
Il gas di protezione svolge un ruolo fondamentale nel mitigare questi problemi. Crea un'atmosfera protettiva intorno al bagno di saldatura, sostituendo efficacemente i componenti reattivi dell'aria. In genere si utilizzano gas inerti come l'argon o l'elio, o talvolta gas attivi come la CO2 per applicazioni specifiche. Il gas di protezione non solo previene la contaminazione atmosferica, ma influenza anche diversi parametri chiave della saldatura:
Stabilità del bagno di saldatura: Contribuisce a mantenere stabile il foro della chiave e la dinamica del bagno di saldatura.
Trasferimento di calore: I diversi gas influenzano la distribuzione del calore nella zona di saldatura.
Caratteristiche dell'arco: Nella saldatura ibrida laser-arco, influenza il comportamento dell'arco.
Geometria del cordone di saldatura: Il tipo di gas e la portata possono influenzare il profilo e la penetrazione della saldatura.
Riduzione degli spruzzi: Una schermatura adeguata riduce al minimo gli schizzi di saldatura.
Controllo della velocità di raffreddamento: Può influenzare la velocità di raffreddamento, influenzando la microstruttura della saldatura.
3. Gas di schermatura
Il gas inerte è comunemente usato per i metalli saldatura laser grazie alle sue proprietà di non reagire, o di reagire raramente, con il materiale della matrice. Alcuni gas di schermatura raccomandati sono l'azoto (N2), l'argon (AR) e l'elio (He).
È importante notare che i gas industriali contengono spesso piccole quantità di impurità. La purezza del gas viene indicata con un sistema digitale, in cui il primo numero rappresenta il numero di nove nel valore percentuale e il secondo numero rappresenta l'ultima cifra del valore percentuale. Ad esempio, He 4,6 indica una purezza dell'elio pari a 99,996% (in volume).
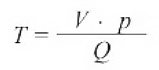
La durata di vita di una bombola di gas può essere facilmente calcolata. Gas di saldatura viene immagazzinato in bombole di gas; una tipica bombola di gas contiene 50 litri di gas a una pressione di 200 bar.
T: Durata di vita
V: Volume della bombola di gas
P: Pressione di gonfiaggio
D: Consumo unitario di gas
Esempio:
V = 50l,p = 200bar,Q =40l/h → T = 50l - 200bar/40l/h = 250 h
Azoto (N2)
L'azoto è un gas inerte incolore e inodore, adatto alla saldatura di acciaio al cromo-nichel. Tuttavia, non è raccomandato per l'uso con leghe di zirconio e di titanio materiali, poiché, pur essendo inattivo, può formare composti con questi materiali.
È importante notare che quando si salda l'acciaio con l'azoto, la presenza dell'azoto può ridurre leggermente la resistenza alla ruggine sciogliendo il cromo e il nichel dall'acciaio.
Raccomandazione
La tabella seguente fornisce una panoramica dei gas di schermatura consigliati.
Ar
Lui
N2
Nota
Alluminio e lega di alluminio
–
+
–
Con l'idrogeno o la miscela di idrogeno si possono formare saldature lisce e lucide.
L'uso dell'idrogeno provoca la formazione di pori nel materiale.
Il gas contenente idrogeno provoca la formazione di pori nel materiale.
La saldatura con anidride carbonica (CO2) o con una miscela di idrogeno e anidride carbonica permette di ottenere saldature di qualità molto elevata. Tuttavia, la scorrevolezza e la brillantezza di queste saldature sono leggermente scarse.
Acciaio al cromo e nichel
+
–
+
Si consiglia di utilizzare l'argon sui dispositivi soggetti a traboccamento di gas perché è più pesante dell'azoto. Se si vuole evitare la corrosione, è necessario utilizzare l'argon perché l'azoto reagisce con il cromo e il nichel presenti nel materiale.
Titanio e leghe di titanio
+
–
+
Il titanio reagisce fortemente con i componenti presenti nell'aria. Finché il temperatura di saldatura dopo che il raffreddamento è ancora a 200 ℃, è necessario coprire completamente il pool di soluzioni con argon (ad esempio, si può utilizzare una scatola a guanti)
Lega di cromo
+
–
–
–
Rame
–
–
–
In genere non è necessario usare il gas di schermatura quando saldatura del rame.
Suggerimenti per il gas di protezione delle materie prime: "+" = sì, "-" = no
Nota: quando si salda su dispositivi stretti, si verifica un'autoprotezione poiché il vapore metallico spinge fuori l'ossigeno presente nell'ambiente circostante. In questo caso, l'uso di un gas di protezione non è necessario.
4. Ingresso gas di schermatura
Le modalità di immissione del gas di schermatura nella posizione di lavorazione sono le seguenti:
Ugelli passanti
Serraggio dispositivo attraverso il banco di lavoro
I seguenti parametri devono essere impostati in modo ottimale per l'uso:
Tipo di gas, gas puro o misto
Angolo incidente
Portata dell'incidente
flusso d'aria
Geometria dell'ugello.
La quantità di gas di schermatura immessa deve essere regolata in base alla tipo di laser (continuo o pulsato), la velocità di saldatura e la saldatura. TRUMPF fornisce alcuni ugelli standard, che verranno descritti più avanti.
Alimentazione lineare del gas
L'ugello lineare è una versione avanzata del tubo composto, in cui ogni tubo viene assemblato singolarmente.
L'ugello lineare presenta i seguenti vantaggi:
Migliore qualità della saldatura.
La struttura è più compatta, con conseguente minore interferenza con il contorno.
Può essere utilizzato anche se l'ugello è lontano dal pezzo.
prerequisito:
Laser CW
Lunghezze focali dell'obiettivo f = 150 mm, f = 200 mm, f = 250 mm e F = 300 mm.
Alimentazione lineare del gas con ugello MDE laterale
Utilizzando questo ugello, il gas di schermatura può essere diretto in linea retta e l'influenza del vapore metallico può essere ridotta grazie all'uso di un ugello MDE laterale.
prerequisito:
Laser CW
Lunghezze focali dell'obiettivo f = 150 mm, f = 200 mm, f = 250 mm e F = 300 mm.
Applicazione di saldatura:
L'ugello lineare è adatto alla saldatura lineare:
Saldatura di testa.
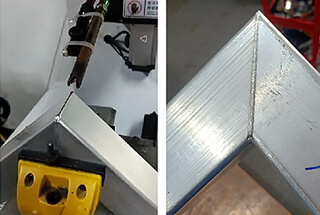
Saldatura a filetto.
Alimentazione del gas dell'ugello di gorgogliamento
L'ugello conico è dotato di un regolatore a raggiera che assicura un flusso laminare e una distribuzione uniforme del gas di schermatura.
Gli ugelli a gorgogliamento possono essere utilizzati quando sono soddisfatte le seguenti condizioni preliminari:
Laser CW
Laser pulsato.
Lunghezze focali dell'obiettivo f = 150 mm, f = 200 mm, f = 250 mm e F = 300 mm.
Applicazione di saldatura:
L'ugello a gorgogliamento è in grado di fornire un'alimentazione di gas laminare ad ampia area quando la potenza del fascio e la velocità di saldatura sono bassi. D'altra parte, gli ugelli conici offrono una distribuzione uniforme del gas di schermatura, soprattutto nelle aree difficili da raggiungere.
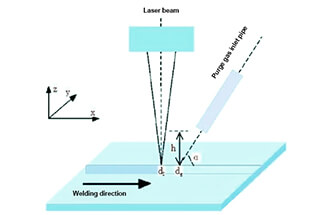
Si consiglia di mantenere una distanza di 8-12 mm e un angolo di 30-50° dal pezzo, a seconda dell'applicazione.
Altri metodi
Nelle situazioni in cui è necessario garantire una copertura completa e uniforme del materiale con il gas di protezione, si raccomanda l'uso di scatole a guanti. La scatola a guanti racchiude completamente l'area di lavoro e impedisce la fuoriuscita del gas di protezione.
Poiché la scatola dei guanti è interamente riempita di gas di protezione, non è necessario un ugello separato per il gas di protezione.
5. Disposizione dell'ugello del gas di protezione
Esistono due diversi processi di saldatura per la saldatura laser:
Nella saldatura a conducibilità termica, solo la superficie del materiale fonde, ottenendo una saldatura profonda solo pochi decimi di millimetro. Questo processo di saldatura viene utilizzato principalmente con i laser Nd:YAG pulsati.
La saldatura a penetrazione profonda, invece, crea saldature profonde e strette. Questo processo viene eseguito con un laser Nd:YAG in modalità di funzionamento a onda continua.
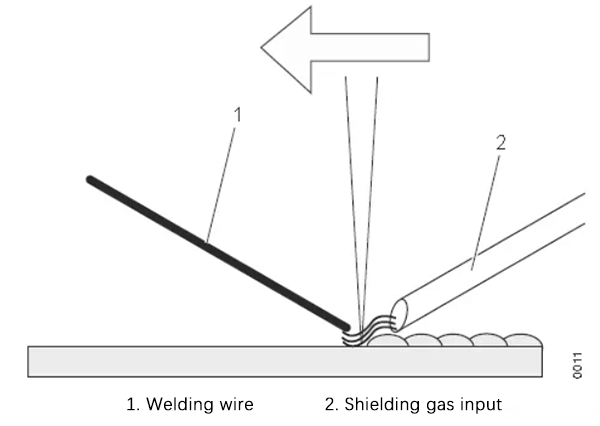
Laser pulsato
Per ottenere i migliori risultati quando si salda con un laser a impulsi, il filo di saldatura (se utilizzato) viene solitamente inserito lentamente. La direzione di immissione del gas di protezione può essere scelta liberamente.
Laser CW
Per ottenere risultati ottimali durante la saldatura con un laser a onda continua, è necessario immettere il gas di protezione in avanti e rallentare l'inserimento del filo di saldatura (se utilizzato).
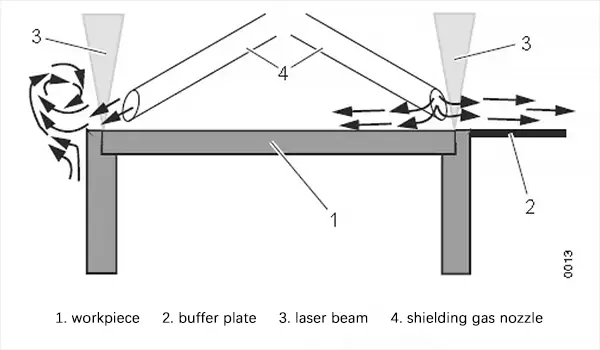
Saldatura sui bordi
L'ugello di ingresso del gas di protezione deve essere disposto in modo da produrre un flusso d'aria regolare e uniforme. Quando si salda lungo il bordo, si può creare un vortice che porta l'ossigeno dall'ambiente circostante all'area di saldatura.
Se il contenuto di ossigeno supera 0,5%, il materiale può reagire con l'ossigeno. Per evitare il vortice del flusso d'aria lungo i bordi durante la saldatura, è possibile installare delle piastre tampone.
6. Misurazione del gas di protezione
La misurazione accurata del gas di protezione è fondamentale per ottenere risultati di saldatura ottimali. Idealmente, al di sopra del punto di lavorazione dovrebbe essere presente un flusso d'aria laminare regolare e uniforme.
Se la quantità di gas di protezione immessa è troppo bassa, potrebbe non fornire una protezione adeguata, permettendo all'umidità del gas o all'aria di entrare nella saldatura. D'altra parte, se si utilizza una quantità eccessiva di gas di protezione, si possono creare vortici che portano aria nell'area di saldatura.
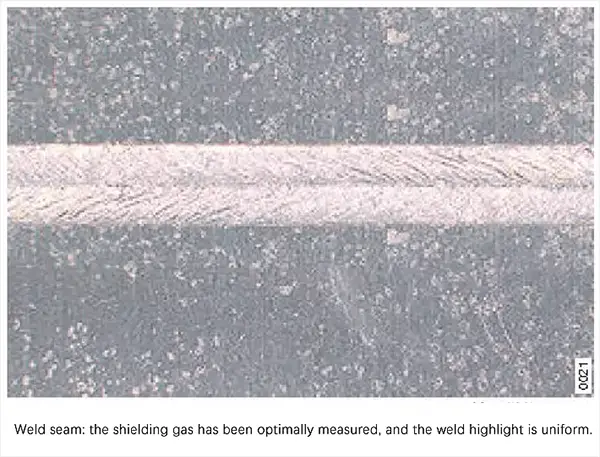
Il colore della saldatura può fornire indicazioni sulla quantità di gas di protezione utilizzato durante la saldatura. Se la saldatura appare grigia, significa che non è stato utilizzato alcun gas di protezione. Se la saldatura appare gialla, è necessario ottimizzare la misurazione del gas di protezione.
Se la misurazione del gas di protezione è ottimizzata, si otterrà una saldatura lucida.
Un ugello per gas di protezione con un regolatore a raggiera può garantire un flusso uniforme di gas di protezione. Lo stesso risultato può essere ottenuto utilizzando lana d'acciaio nell'ugello.
Barriera d'aria trasversale:
Le barriere antivento sono utili per applicazioni di saldatura che generano una quantità significativa di spruzzi e vapore. La barriera d'aria deve essere regolata in modo che il flusso della barriera d'aria non interferisca con il gas di schermatura.
Suggerimento:
Un semplice test può determinare se il gas del getto è stato regolato in modo ottimale. Posizionare un foglio di carta sopra il pezzo da lavorare e regolare la pressione dell'aria del getto in modo che la carta non venga spinta verso il basso o attirata dal getto.
7. Ruolo del gas di schermatura
I diversi gas di protezione possono produrre risultati diversi, influenzando la forma della saldatura e creando una superficie di saldatura più liscia e lucida. La scelta del gas di protezione può anche influire sulla formazione di pori nella saldatura e di spruzzi e ostacolare l'accoppiamento del raggio laser.
Ar
Lui
N2
Nessun gas di protezione
Forma della saldatura
b = larghezza
T = profondità
Superficie di saldatura
++
+
+
–
Schizzi
+
+
0
–
Stoma
++
+
+
–
Accoppiamento del raggio laser
–
–
–
+
Costo
–
–
0
Meno
Per ottimizzare l'effetto del gas di protezione, è necessario aprire brevemente il gas di protezione prima e dopo la saldatura. Dopo l'apertura del gas di protezione, c'è un intervallo di tempo prima che il gas raggiunga il pezzo. Anche la fusione ancora fredda dopo la saldatura richiede una breve copertura con il gas di protezione.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti cosa rende una saldatura perfetta? Nella saldatura laser, il segreto sta nell'uso del gas di protezione. Questo articolo analizza come diversi gas, come azoto, argon,...
E se fosse possibile migliorare l'efficienza della saldatura laser semplicemente regolando il flusso di gas? Questo articolo approfondisce il modo in cui il gas di soffiaggio laterale influisce sul plasma nella saldatura laser, rivelando il suo impatto sulla...
Come garantire saldature prive di difetti nelle leghe di alluminio? Questo articolo analizza tre consigli di esperti per ridurre al minimo la porosità nella saldatura laser dell'alluminio. Esplorando metodi come il trattamento superficiale, l'ottimizzazione...
Vi siete mai chiesti come la saldatura laser trasformi la lavorazione dei metalli? Questo articolo svela i segreti della saldatura laser, concentrandosi sui parametri cruciali che garantiscono precisione e resistenza. Dalla regolazione della potenza del laser alla...
Immaginate di saldare il metallo con un fascio di luce, preciso, veloce e quasi magico. Questa è la saldatura laser, una tecnologia che sta rivoluzionando la produzione. In questo articolo esploreremo i principi fondamentali della...
Immaginate un metodo di saldatura così preciso e potente da poter unire i materiali con una distorsione minima e una resistenza senza pari. Questa è la promessa della saldatura laser a penetrazione profonda. In questo...
Nel mondo della saldatura, la scelta del metodo giusto può avere un impatto significativo sull'efficienza e sulla qualità. La saldatura laser e la saldatura TIG (ad arco di argon) offrono ciascuna vantaggi e svantaggi unici. La saldatura laser...
Immaginate una tecnica di saldatura che offra precisione, distorsione termica minima e lavorazione ad alta velocità. La saldatura laser offre questi vantaggi, rivoluzionando l'industria manifatturiera. Questo articolo approfondisce...
La saldatura laser può unire una notevole varietà di materiali, ma quali sono quelli che eccellono veramente? Questo articolo esplora le caratteristiche specifiche, dai metalli più comuni, come l'acciaio al carbonio e l'alluminio, alla...