Taglio a getto d'acqua: La guida definitiva per i principianti
Nel mondo della produzione, in rapida evoluzione, la riduzione dei costi la fa da padrone. Le turbine idrauliche sono emerse come un vero e proprio cambiamento, offrendo una versatilità e un'efficienza senza pari. Ma come si può sfruttare tutto il loro potenziale per minimizzare i costi e massimizzare i profitti? In questo articolo, un ingegnere meccanico esperto condivide consigli e intuizioni di esperti per aiutarvi a padroneggiare l'arte del taglio a getto d'acqua. Scoprite i segreti per ottimizzare le vostre operazioni e rimanere davanti alla concorrenza.
Ingegneri e produttori si sforzano costantemente di trovare modi per ridurre i costi e i getti d'acqua si sono dimostrati molto efficaci per raggiungere questo obiettivo e aumentare i profitti.
Per trarre il massimo vantaggio da questa tecnologia di risparmio, è fondamentale comprendere a fondo come applicare efficacemente i metodi di taglio a getto d'acqua per minimizzare i costi e massimizzare i profitti.
Il settore del taglio a getto d'acqua è considerato uno dei più versatili e in rapida crescita in termini di riduzione dei costi.
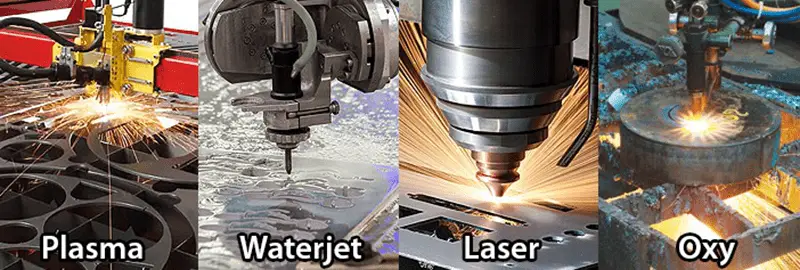
Inoltre, la fresa a getto d'acqua è tra le macchine più efficienti a livello globale. Supera altre tecnologie di taglio come il taglio alla fiamma, la lavorazione al plasma, la lavorazione al laser, l'elettroerosione, la tornitura, la fresatura e la piallatura.
Inoltre, il taglio a getto d'acqua è un processo versatile, efficiente ed ecologico, in quanto non produce gas o liquidi nocivi e non genera calore sulla superficie del pezzo.
Questo metodo di taglio offre capacità uniche che non possono essere ottenute con altri semplici processi. Ad esempio, può tagliare fori in titanio e produrre disegni intricati su pietra o vetro.
Inoltre, il processo di taglio a getto d'acqua è veramente freddo, poiché non genera calore durante il taglio dei materiali.
Le frecce d'acqua supersoniche prodotte durante il processo di taglio producono risultati eccellenti quando sono dirette sulla superficie del materiale da tagliare, e la combinazione di acqua e sabbia ne aumenta ulteriormente la potenza di taglio.
Definizione di getto d'acqua
Il taglio a getto d'acqua, noto anche come "acqua come coltello", è una tecnologia di lavorazione avanzata che utilizza acqua ad altissima pressione per tagli di precisione. Questa tecnica innovativa è nata negli Stati Uniti, trovando inizialmente applicazione nell'industria aerospaziale e militare grazie alle sue capacità uniche.
Il vantaggio fondamentale del taglio a getto d'acqua risiede nella sua natura di taglio a freddo, che preserva le proprietà fisiche e chimiche del materiale da lavorare. Questa caratteristica è particolarmente importante per i materiali sensibili alle alterazioni indotte dal calore.
I progressi tecnologici hanno migliorato notevolmente le capacità di taglio dei sistemi a getto d'acqua. L'introduzione di materiali abrasivi, come particelle di granato o diamante, nel flusso d'acqua ad alta pressione ha migliorato notevolmente la velocità di taglio e la capacità di spessore del materiale. Questa evoluzione ha ampliato l'applicazione della tecnologia in diversi settori, tra cui ceramica, pietra, vetro, metalli e materiali compositi.
In Cina, i più moderni sistemi a getto d'acqua operano oggi con pressioni fino a 420 MPa. I principali produttori hanno sviluppato sofisticate macchine a getto d'acqua a 3 e 4 assi, mentre i sistemi a 5 assi rappresentano la punta di diamante di questa tecnologia, offrendo maggiore precisione e flessibilità nelle operazioni di taglio complesse.
Le macchine da taglio a getto d'acqua utilizzano sistemi controllati da computer per ottenere tagli di alta precisione, in gran parte indipendenti dalle proprietà del materiale. Questa versatilità, unita a costi operativi relativamente bassi e a un'elevata resa del materiale, ha fatto sì che il taglio a getto d'acqua diventasse il metodo preferito nella moderna produzione industriale.
Uno dei vantaggi più significativi del taglio a getto d'acqua è la sua capacità di lavorare praticamente qualsiasi materiale in qualsiasi forma in un'unica operazione. Questa applicabilità universale lo distingue da altri metodi di taglio, spesso limitati da vincoli di materiale.
Il processo è intrinsecamente freddo: il calore minimo generato viene immediatamente dissipato dal flusso d'acqua ad alta velocità. Questa caratteristica, unita all'assenza di emissioni nocive, rende il taglio a getto d'acqua un processo produttivo sicuro e rispettoso dell'ambiente. Inoltre, questa tecnologia spesso elimina la necessità di lavorazioni secondarie, offrendo capacità di taglio flessibili e versatili per ottenere geometrie complesse.
Il taglio ad acqua ad altissima pressione (UHP), un sottoinsieme della tecnologia a getto d'acqua, impiega acqua pressurizzata a circa 380 MPa attraverso sistemi di intensificazione a più stadi. L'acqua pressurizzata viene quindi spinta attraverso un orifizio in rubino di precisione (in genere di diametro 0,1-0,35 mm) a velocità prossime ai 1.000 metri al secondo. Il flusso d'acqua ad alta energia che ne deriva funge da mezzo di taglio estremamente efficiente, in grado di eseguire lavorazioni di precisione su un'ampia gamma di materiali e spessori.
Classificazione del getto d'acqua
Il waterjet può essere suddiviso in waterjet puro e waterjet abrasivo.
Il getto d'acqua puro è stato il primo metodo di taglio ad acqua, con la sua prima applicazione commerciale a partire dalla metà degli anni '70 per il taglio del cartone ondulato.
Le applicazioni più importanti per i waterjet ad acqua pura sono il taglio dei pannolini usa e getta, della carta di cotone e della tappezzeria automobilistica.
Per la carta di cotone e i pannolini usa e getta, la tecnologia a getto d'acqua offre la minor quantità di residui d'acqua rispetto ad altre tecnologie.
Caratteristiche del getto d'acqua ad acqua pura:
Flusso d'acqua molto fine (diametro comune: da 0,004 a 0,010 pollici)
Geometria estremamente dettagliata
Perdita minima di materiale da tagliare
Nessun calore generato durante il taglio
Può tagliare materiali molto grandi o molto sottili
Velocità di taglio elevata
Capacità di tagliare materiali morbidi e leggeri (come l'isolamento in fibra di vetro fino a 24 pollici di spessore)
Forza di taglio ridotta
Apparecchio semplice
Funzionamento continuo per 24 ore.
I getti d'acqua abrasivi differiscono dai getti d'acqua puri solo per alcuni aspetti. Nel getto d'acqua puro, il materiale viene eroso dal flusso supersonico dell'acqua, mentre nel getto d'acqua abrasivo le particelle di materiale abrasivo vengono accelerate dai getti d'acqua, erodendo il materiale.
I getti d'acqua abrasivi sono centinaia o migliaia di volte più potenti dei getti d'acqua puri e vengono utilizzati per tagliare materiali duri come l'acciaio, la pietra, i materiali compositi e la ceramica.
Con parametri standard, i getti d'acqua abrasivi possono tagliare materiali con una durezza pari o leggermente superiore a quella della ceramica di allumina (spesso indicata come AD 99,9).
Caratteristiche del getto d'acqua abrasivo
Flusso d'acqua fine (diametro da 0,020 a 0,050 pollici).
È possibile tagliare geometrie molto complesse.
Taglio di materiali sottili con spessore di 10 pollici, tagli sovrapposti, perdita di materiale molto ridotta.
Semplicità di fissaggio, basse forze di taglio (meno di 1 libbra durante il taglio) e un'unica impostazione per quasi tutti i lavori a getto d'acqua abrasivo.
Passare facilmente da una testa di taglio singola a una multipla.
Passare rapidamente dal getto d'acqua puro al getto d'acqua abrasivo, riducendo le operazioni ausiliarie.
Poche o nessuna sbavatura.
Classificazione del taglio a getto d'acqua
Il taglio a getto d'acqua può essere classificato in base a diversi parametri chiave e caratteristiche operative:
Contenuto abrasivo:
Taglio a getto d'acqua pura: Utilizza solo acqua ad alta pressione
Taglio a getto d'acqua abrasivo: Incorpora particelle abrasive per una maggiore potenza di taglio.
Scala del sistema:
Sistemi a getto d'acqua su larga scala: Progettati per applicazioni industriali e pezzi di grandi dimensioni
Sistemi a getto d'acqua su piccola scala: Adatti per lavori di precisione e componenti di piccole dimensioni
Intervallo di pressione:
Sistemi a bassa pressione: Funzionamento al di sotto di 100 MPa
Sistemi ad alta pressione: Funzionanti a 100 MPa o oltre
Sistemi ad altissima pressione: Oltre 200 MPa
Metodo di miscelazione dell'abrasivo:
Getto in sospensione (premiscelato): Abrasivi miscelati con acqua prima della pressurizzazione.
Getto di iniezione (post-miscelato): Abrasivi aggiunti al flusso d'acqua dopo la pressurizzazione.
Configurazione della macchina:
Design a sbalzo: Offre flessibilità per percorsi di taglio complessi
Design a portale: Offre stabilità per aree di taglio più ampie
Classificazione di sicurezza:
Sistemi di taglio standard: Adatti per applicazioni produttive generiche
Sistemi di taglio con classificazione di sicurezza: Progettati specificamente per ambienti pericolosi (ad esempio, industrie chimiche, petrolifere e minerarie).
Soglie di pressione per materiali sensibili: Recenti ricerche hanno stabilito soglie di sicurezza critiche per il taglio a getto d'acqua in ambienti sensibili:
Sistemi a bassa pressione (≤100 MPa): Generalmente sicuri per l'uso con materiali pericolosi
Sistemi ad alta pressione (>100 MPa): Richiedono un'attenta considerazione nelle applicazioni sensibili
Sistemi ad altissima pressione (>200 MPa): Principalmente limitati alla produzione standard a causa dei rischi potenziali.
È stata determinata sperimentalmente una soglia di sicurezza significativa di circa 237,6 MPa. Al di sopra di questa pressione, anche i getti d'acqua pura possono potenzialmente innescare la detonazione di alcune sostanze chimiche sensibili. Inoltre, l'energia cinetica e le forze d'impatto generate dai getti d'acqua abrasivi possono causare instabilità in composti chimici specializzati.
Di conseguenza, i sistemi a getto d'acqua che operano al di sopra dei 200 MPa sono utilizzati prevalentemente nelle industrie di lavorazione e produzione convenzionali, dove questi problemi di sicurezza non sono applicabili.
Tabella delle velocità di taglio a getto d'acqua
Tabella1 Velocità di taglio del getto d'acqua per materiali comuni
Materiale
Spessore di taglio
Pressione dell'acqua MPa
Apertura dell'ugello acqua abrasiva mm
Velocità di taglio m/min
Acciaio al carbonio
12 , 50
350
0.25/0.76
0.4, 0.1
Acciaio inox
13, 25
350
0.25/0.76
0.4, 0.2
Titanio
3.2, 6.4
350
0.25/0.76
0.8, 0.6
Alluminio
12 , 100
350
0.25/0.76
0.6, 0.12
Ferro duttile
15
350
0.25/0.76
0.4
Carta laminata
12
309
0.25
3.5
Pannello di gesso
15
294
0.15
20
Gomma
15
377
0.17
12
Gomma siliconica
12
377
0.12
3
Gomma dura
19
309
0.25
6
Tessuto
20
309
0.18
3
Tessuto in fibra
20
377
0.20
6
Pelle
1
343
0.15
30
Origine del taglio dell'acqua
Il Dr. Norman Franz è ampiamente riconosciuto come il padre della tecnologia a getto d'acqua.
È stato il primo a ricercare il getto d'acqua ad altissima pressione (UHP). utensili da taglioche sono definiti come superiori a 30.000 psi. In qualità di ingegnere forestale, il Dr. Franz mirava a trovare un nuovo metodo per tagliare grandi tronchi d'albero in legname.
Nel 1950 utilizzò per la prima volta dei pesi pesanti per applicare una pressione a una colonna d'acqua, facendola passare attraverso un piccolo ugello e producendo un breve getto ad alta pressione in grado di tagliare il legno e altri materiali.
Nonostante le difficoltà incontrate per ottenere un flusso continuo ad alta pressione e la durata limitata dei componenti dell'epoca, ha dimostrato che il flusso d'acqua convergente ad alta velocità ha un enorme potere di taglio.
Oggi il taglio del legno è una delle applicazioni meno significative della tecnologia UHP, ma la scoperta del Dr. Franz ha applicazioni di vasta portata, al di là di quanto potesse immaginare.
Nel 1979, il Dr. Mohamed Hashish di Flow Research ha iniziato a studiare il modo per migliorare la potenza di taglio dei getti d'acqua per tagliare metalli e altri materiali duri.
Mohamed Hashish è considerato il padre del getto d'acqua abrasivo, avendo sviluppato il metodo di aggiungere abrasivi, come il granato, a un normale getto d'acqua, consentendogli di tagliare quasi tutti i materiali.
Nel 1980, i getti d'acqua abrasivi sono stati utilizzati per la prima volta per tagliare metallo, vetro e cemento. Nel 1983 è stato introdotto il primo sistema di taglio a getto d'acqua abrasivo disponibile in commercio, inizialmente utilizzato per tagliare il vetro delle automobili.
L'industria aerospaziale è stata una delle prime utilizzatrici di questa tecnologia, riconoscendone i vantaggi per taglio dell'acciaio inossidabile, titanio, compositi leggeri ad alta resistenza utilizzati negli aerei militari e compositi in fibra di carbonio negli aerei civili.
Nel corso del tempo, i getti d'acqua abrasivi sono stati adottati da molti altri settori industriali, come i fabbricanti, la pietra e le piastrelle, il vetro, i motori a reazione, l'edilizia, il nucleare, i cantieri navali e altri ancora.
Lo sviluppo del taglio ad acqua può essere grossolanamente suddiviso in diverse fasi: la fase esplorativa e sperimentale dei primi anni '60, utilizzata principalmente nell'estrazione mineraria a getto d'acqua a bassa pressione e nella pulizia degli oleodotti; la fase di sviluppo e ricerca delle attrezzature di base tra la fine degli anni '60 e l'inizio degli anni '70, incentrata sullo sviluppo di pompe ad alta pressione, booster e raccordi per tubi ad alta pressione e sulla promozione della tecnologia di pulizia a getto d'acqua ad alta pressione; la fase di sperimentazione e applicazione industriale tra i primi anni '70 e i primi anni '80, caratterizzata dalla nascita di un gran numero di macchine a getto d'acqua ad alta pressione per l'estrazione del carbone, macchine per il taglio e macchine per la pulizia; il rapido sviluppo dei getti d'acqua ad alta pressione a partire dagli anni '80, caratterizzato da ulteriori progressi nella ricerca sui getti d'acqua ad alta pressione e dal rapido sviluppo di nuove tecnologie come il getto d'acqua abrasivo, il getto abrasivo, il getto a cavitazione e il getto ad urto autoeccitato.
Sviluppo del taglio a getto d'acqua
La tecnologia del taglio a getto d'acqua si è evoluta in un processo produttivo sofisticato e versatile, con progressi significativi guidati dalla ricerca globale e dalle applicazioni industriali. Oltre 40 Paesi, tra cui leader tecnologici come Stati Uniti, Germania, Giappone e Svizzera e innovatori emergenti come la Corea del Sud e l'India, contribuiscono attivamente al progresso del settore.
La versatilità di questa tecnologia ha portato alla sua adozione diffusa in diversi settori. Nel taglio industriale, i getti d'acqua eccellono nella lavorazione di precisione di materiali che vanno dalle plastiche morbide agli acciai temprati, offrendo vantaggi quali la riduzione delle zone colpite dal calore e la capacità di tagliare geometrie complesse. I settori minerario ed edile sfruttano i getti d'acqua ad alta pressione per scavi e perforazioni efficienti, in particolare in formazioni rocciose dure dove i metodi tradizionali possono essere meno efficaci.
Nella lavorazione dei materiali, i sistemi a getto d'acqua vengono impiegati per la preparazione delle superfici, la pulizia e la sbavatura, fornendo un'alternativa non abrasiva ai metodi convenzionali. Questa tecnologia ha trovato applicazione anche in settori specializzati come l'aerospaziale per il taglio di materiali compositi, l'industria automobilistica per la fabbricazione di finiture e componenti interni e persino nella lavorazione degli alimenti per il taglio igienico di prodotti e prodotti da forno.
Le recenti innovazioni si concentrano sul miglioramento della precisione di taglio, sull'aumento dell'efficienza operativa e sull'ampliamento della gamma di materiali lavorabili. Questi sviluppi includono:
Taglio a getto d'acqua abrasivo, che incorpora particelle abrasive fini per aumentare la potenza di taglio dei materiali più duri.
Sistemi multiasse e robot per operazioni di taglio 3D complesse.
Sistemi di controllo avanzati per applicazioni di microlavorazione, con tolleranze fino a ±0,025 mm.
Integrazione con il software CAD/CAM per ottimizzare i flussi di lavoro di produzione.
Sistemi di riciclaggio ecologici che filtrano e riutilizzano l'acqua e gli abrasivi, riducendo l'impatto ambientale.
Con il proseguire della ricerca, la tecnologia a getto d'acqua è destinata a svolgere un ruolo sempre più critico nei processi produttivi avanzati, offrendo una combinazione di precisione, versatilità e sostenibilità ambientale che pochi altri metodi di taglio possono eguagliare.
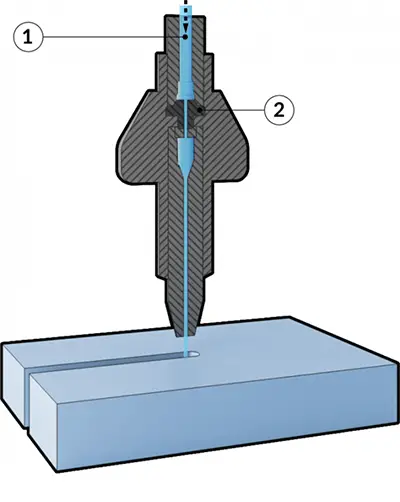
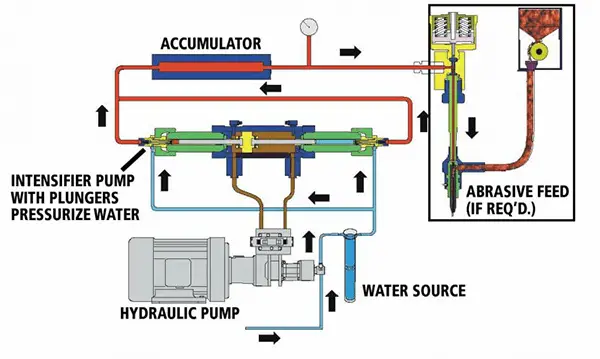
Come viene generata l'acqua ad alta pressione
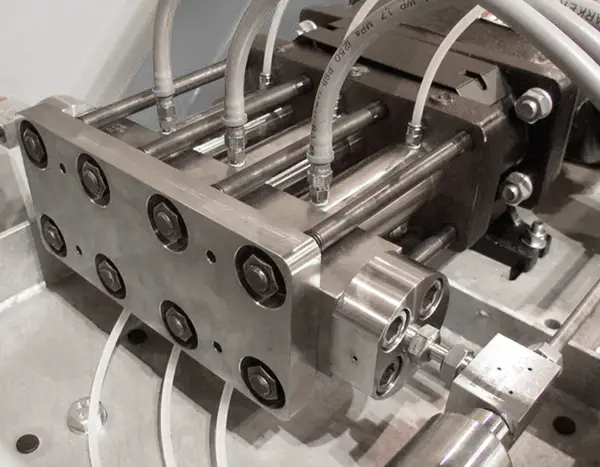
Il principio fondamentale di una taglierina a getto d'acqua combina la semplicità del concetto con la complessità dell'esecuzione. Il processo inizia con una pompa intensificatrice ad alta pressione che spinge l'acqua in un sistema di tubi ad alta pressione appositamente progettato, culminando in un ugello di taglio di precisione.
Sebbene la spiegazione di base sembri semplice, il design della fresa è una meraviglia di intricatezza e precisione ingegneristica. I sistemi moderni sono in grado di generare pressioni fino a 94.000 PSI (6.480 bar), con 60.000 PSI (4.137 bar) comuni nelle applicazioni industriali. Questa pressione estrema si ottiene grazie a una serie di intensificatori idraulici che amplificano la pressione iniziale della pompa.
La criticità dell'integrità del sistema non può essere sopravvalutata. Anche una minima perdita può portare a danni catastrofici da erosione a causa delle estreme velocità in gioco. Di conseguenza, i produttori e gli ingegneri impiegano materiali specializzati come il polietilene ad altissimo peso molecolare (UHMWPE) per le guarnizioni e utilizzano tecniche di assemblaggio avanzate, tra cui l'autofrettage, per garantire l'affidabilità del sistema. Sebbene il funzionamento possa sembrare semplice per gli utenti finali, la tecnologia sottostante richiede una rigorosa esperienza nella fluidodinamica ad alta pressione e nella scienza dei materiali.
Il taglio a getto d'acqua abrasivo ha rivoluzionato diversi settori industriali da quando è stato introdotto sul mercato nel 1982, con sistemi prototipo nati già nel 1970. La tecnologia ha registrato continui progressi nella precisione di taglio, con sistemi moderni che raggiungono precisioni di posizionamento di ±0,025 mm e ripetibilità di ±0,015 mm.
Le frese abrasive di ultima generazione possono operare a pressioni che raggiungono i 94.000 PSI (6.480 bar), spingendo l'acqua attraverso un orifizio di zaffiro, rubino o diamante del diametro di soli 0,1 mm. Il risultato è una velocità del getto d'acqua fino a 1.000 m/s, quasi tre volte la velocità del suono.
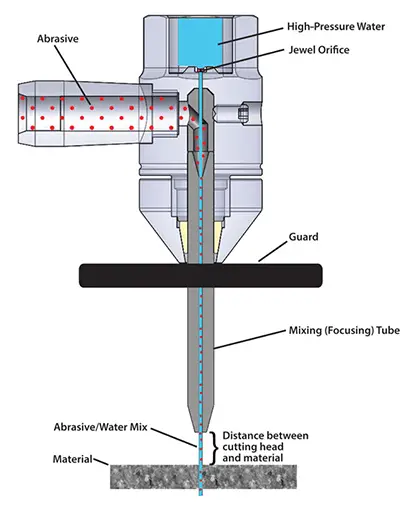
L'integrazione di particelle abrasive, tipicamente granato con maglie di dimensioni comprese tra 50 e 220, trasforma il getto d'acqua ad alta velocità in un potente strumento erosivo. Questo flusso carico di abrasivo esce dal tubo di focalizzazione a velocità di circa 300-400 m/s, creando un processo di smerigliatura e taglio altamente efficiente. L'acqua funge sia da propellente che da refrigerante, dirigendo le particelle abrasive sul pezzo con precisione e prevenendo le zone colpite dal calore tipiche dei metodi di taglio termico.
Principio di base del getto d'acqua
In sostanza, la fresa a getto d'acqua funziona trasformando l'energia meccanica di un motore primo (in genere un motore elettrico o un'unità di potenza idraulica) in energia di pressione attraverso un intensificatore specializzato o una pompa ad alta pressione. Questo processo può generare pressioni d'acqua che vanno da 60.000 a 90.000 psi (da 414 a 620 MPa) per applicazioni industriali.
L'acqua pressurizzata viene quindi spinta attraverso un orifizio, tipicamente in zaffiro, rubino o diamante, con un diametro compreso tra 0,1 e 0,4 mm. Questo orifizio converte l'energia di pressione in energia cinetica, producendo un flusso supersonico di acqua con velocità fino a 1.000 m/s (3.280 ft/s). Il getto ad alta velocità che ne deriva possiede una notevole potenza di taglio, in grado di tagliare con precisione un'ampia gamma di materiali.
Per migliorare le prestazioni di taglio, soprattutto sui materiali più duri, le particelle abrasive (comunemente granato) possono essere convogliate nel flusso d'acqua dopo l'orifizio, creando un getto d'acqua abrasivo. Questo flusso carico di abrasivo aumenta notevolmente la capacità di taglio, consentendo una lavorazione efficiente di materiali come metalli, compositi e ceramiche.
Forme di taglio dell'acqua
Il taglio ad acqua ad altissima pressione (UHP) può essere classificato in due forme principali in base al mezzo di taglio: il taglio a getto d'acqua puro e il taglio a getto d'acqua abrasivo. Il taglio a getto d'acqua puro utilizza solo acqua ad alta pressione e produce in genere una larghezza di taglio compresa tra 0,1 e 1,1 mm. Questo metodo è ideale per materiali morbidi come la gomma, la schiuma e alcune materie plastiche. Il taglio a getto d'acqua abrasivo, invece, incorpora particelle abrasive (solitamente granato) nel flusso d'acqua, consentendo il taglio di materiali più duri come metalli e ceramiche. Nel taglio abrasivo la larghezza del taglio è generalmente maggiore, da 0,8 a 1,8 mm, a causa dell'aggiunta di particelle abrasive.
La configurazione strutturale dei sistemi di taglio ad acqua UHP varia in base ai requisiti dell'applicazione e alla geometria del pezzo. Le configurazioni più comuni includono:
Struttura a portale: Una rigida trave aerea supporta la testa di taglio, consentendo il movimento degli assi X, Y e Z. Questa configurazione è ideale per pezzi grandi e piatti e offre stabilità e precisione eccellenti.
Struttura a sbalzo: La testa di taglio è montata su un braccio a sbalzo, che offre flessibilità nella progettazione dello spazio di lavoro. Questa configurazione è adatta a pezzi di medie dimensioni e offre una buona accessibilità.
Sia le strutture a portale che quelle a sbalzo incorporano in genere due o tre assi controllati da CNC, il che le rende adatte a tagliare lastre e fogli piatti con elevata precisione.
Per le operazioni di taglio tridimensionale più complesse, si utilizzano sistemi a getto d'acqua robotizzati. Questi sistemi sono dotati di bracci robotici articolati con cinque o sei assi controllati da CNC, che consentono percorsi di taglio complessi e operazioni multipiano. Questa configurazione è particolarmente vantaggiosa nell'industria automobilistica, dove è ampiamente utilizzata per il taglio e la rifinitura di componenti interni come cruscotti, pannelli delle porte e headliner. La flessibilità dei sistemi a getto d'acqua robotizzati consente loro di gestire contorni complessi e spessori variabili del materiale, rendendoli indispensabili nei moderni processi di produzione automobilistica.
Caratteristiche del taglio a getto d'acqua
Ampia versatilità dei materiali: Le macchine da taglio a getto d'acqua eccellono nella lavorazione di una vasta gamma di materiali, tra cui metalli (ad esempio, acciaio, alluminio, titanio), pietra (marmo, granito), compositi, ceramica e persino materiali sensibili al calore come plastica e schiuma.
Qualità di taglio superiore: Il processo produce tagli eccezionalmente lisci, con una conicità minima e praticamente senza zona termicamente alterata (HAZ). Ciò si traduce in bordi puliti che spesso non richiedono finiture secondarie, riducendo i tempi e i costi di produzione complessivi.
Tecnologia di taglio a freddo: Utilizzando acqua ad alta pressione mescolata a particelle abrasive, questo metodo genera un calore trascurabile durante il taglio. È quindi ideale per i materiali sensibili al calore ed elimina la distorsione termica, preservando le proprietà intrinseche del materiale.
Funzionamento ecologico: Il processo utilizza principalmente acqua e abrasivo naturale (tipicamente granato). Non produce fumi tossici o sottoprodotti pericolosi, in linea con le pratiche di produzione ecologiche. L'abrasivo usato può spesso essere riciclato o smaltito in modo sicuro.
Utensili versatili: Un singolo ugello può lavorare diversi materiali e geometrie complesse senza cambiare utensile, riducendo significativamente i tempi di allestimento e migliorando la flessibilità operativa. Questa versatilità è particolarmente vantaggiosa per le officine con esigenze di taglio diverse.
Formazione minima di bave: Il processo di taglio a getto d'acqua abrasivo genera bave minime, riducendo o eliminando la necessità di operazioni secondarie di sbavatura. Questa caratteristica è particolarmente vantaggiosa per i componenti di precisione e i progetti intricati.
Programmazione semplificata: I moderni sistemi a getto d'acqua si integrano perfettamente con i software CAD/CAM, supportando l'importazione diretta di DXF, IGES e altri formati di file standard. Gli algoritmi avanzati di nesting ottimizzano l'utilizzo del materiale, riducendo al minimo gli scarti e i costi.
Funzionamento facile da usare: Sofisticati sistemi di controllo automatizzano molti aspetti del processo di taglio. Gli operatori possono semplicemente inserire il tipo e lo spessore del materiale e il software della macchina ottimizzerà i parametri di taglio come la pressione, la portata dell'abrasivo e la velocità di taglio per ottenere prestazioni ottimali.
Capacità di integrazione: La tecnologia di taglio a getto d'acqua può essere integrata con altri processi produttivi, come la foratura o la fresatura, per creare celle di lavoro multifunzionali. Questa integrazione migliora l'efficienza della produzione ed espande le capacità produttive.
Fissaggio minimo del pezzo: Il processo di taglio esercita forze laterali minime sul pezzo, consentendo metodi di fissaggio semplici. Ciò riduce la complessità e i tempi di impostazione, con particolare vantaggio per i pezzi di grandi dimensioni o di forma irregolare.
Vantaggi e svantaggi della lavorazione a getto d'acqua
Vantaggi e svantaggi della lavorazione a getto d'acqua
Vantaggi:
Elevata efficienza di lavorazione, soprattutto per geometrie complesse e materiali multistrato
Assenza di zone termicamente alterate, per preservare l'integrità e le proprietà del materiale.
Eccezionale precisione di lavorazione, con tolleranze fino a ±0,1 mm.
Nessuna alterazione delle proprietà meccaniche o chimiche del materiale lavorato
Versatilità nella lavorazione dei materiali, in grado di tagliare praticamente qualsiasi materiale, compresi metalli, compositi, ceramica e pietra.
Processo rispettoso dell'ambiente, con scarti minimi e assenza di emissioni pericolose
Capacità di eseguire tagli complessi e creare modelli dettagliati
Riduzione dello scarto di materiale grazie alla larghezza ridotta del taglio
Svantaggi:
Elevato consumo di energia, con conseguente aumento dei costi operativi
Rapida usura dei componenti critici, in particolare degli ugelli di focalizzazione e dei tubi di miscelazione
Potenziale qualità superficiale incoerente, soprattutto ad alte velocità di taglio o con spessori variabili di materiale
Efficacia limitata per la lavorazione di pezzi grandi e spessi a causa della divergenza del jet stream
Sfide nel taglio di materiali estremamente morbidi o altamente elastici a causa della deformazione
I getti d'acqua pura sono inefficaci per il taglio di materiali duri come l'acciaio temprato o la ceramica; sono necessari getti d'acqua abrasivi, ma devono affrontare problemi di usura accelerata degli ugelli e costi di taglio più elevati.
Significativo investimento iniziale in attrezzature rispetto ai metodi di taglio convenzionali
Velocità di avanzamento inferiori e accuratezza ridotta rispetto ad alcune tecnologie di taglio di precisione come il laser o l'elettroerosione a filo, in particolare per i materiali sottili
Complessa interazione di parametri (pressione dell'acqua, portata dell'abrasivo, velocità di traslazione, ecc.) che influiscono sulla qualità del taglio, con possibili stratificazioni o striature nella superficie di taglio
L'esposizione all'acqua può richiedere l'asciugatura immediata o misure di protezione per alcuni materiali.
I livelli di rumore durante il funzionamento possono essere elevati e richiedono un'adeguata protezione dell'udito.
Concetto di tecnologia di lavorazione a getto d'acqua
Lavorazione a getto d'acqua ad alta pressione
La lavorazione a getto d'acqua ad alta pressione è un processo di lavorazione avanzato e non tradizionale che utilizza un flusso d'acqua altamente pressurizzato o carico di abrasivi per tagliare, modellare o pulire i materiali. Il processo inizia con l'acqua o con un fluido da taglio specializzato che viene pressurizzato a livelli estremi, in genere da 30.000 a 90.000 psi (da 2.000 a 6.200 bar), da una pompa intensificatrice ad alta pressione.
Il liquido pressurizzato viene poi convogliato attraverso un accumulatore di liquidi, che contribuisce a mantenere costanti la pressione e il flusso. Infine, viene forzato attraverso un minuscolo orifizio in un ugello gioiello, tipicamente in zaffiro, rubino o diamante, con un diametro compreso tra 0,1 e 0,4 mm. In questo modo si crea un getto supersonico con velocità comprese tra 300 e 900 metri al secondo (da 980 a 2.950 piedi/s).
Quando questo getto ad alta velocità colpisce la superficie del pezzo, genera sollecitazioni localizzate che superano la resistenza del materiale, provocando microerosioni e una precisa rimozione del materiale. Per i materiali più duri, le particelle abrasive come il granato o l'ossido di alluminio possono essere intrappolate nel flusso d'acqua, migliorando notevolmente le capacità di taglio.
Questa tecnologia versatile offre numerosi vantaggi, tra cui l'assenza di zone termicamente alterate, la capacità di tagliare un'ampia gamma di materiali e il minimo scarto di materiale. È particolarmente efficace per il taglio di forme complesse in materiali come i compositi, le ceramiche e le leghe sensibili al calore, dove i metodi di lavorazione convenzionali possono avere difficoltà.
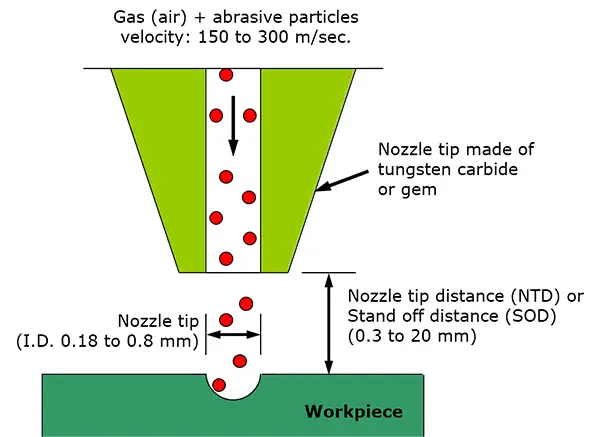
Lavorazione a getto abrasivo
La lavorazione a getto abrasivo (AJM) è un processo di lavorazione non tradizionale che utilizza un flusso ad alta velocità di particelle abrasive sospese in un gas vettore per rimuovere materiale dalla superficie di un pezzo. Questa tecnica di precisione impiega microabrasivi, di dimensioni tipicamente comprese tra 10 e 50 micron, spinti da aria compressa o gas inerte a pressioni comprese tra 2 e 10 bar.
Il meccanismo di rimozione del materiale nell'AJM si ottiene principalmente attraverso il trasferimento di energia cinetica e l'azione di microtaglio delle particelle abrasive che impattano sulla superficie del pezzo a velocità di 150-300 m/s. Ciò determina un'erosione controllata e una modifica della superficie a livello micro, consentendo la lavorazione di materiali sia duttili che fragili con effetti termici minimi.
I parametri chiave del processo che influenzano le prestazioni di AJM includono il tipo di abrasivo (ad esempio, ossido di alluminio, carburo di silicio), la dimensione e la forma delle particelle, la pressione del gas di trasporto, la geometria dell'ugello (tipicamente di 0,2-0,8 mm di diametro) e la distanza di distanziamento. Controllando con precisione queste variabili, l'AJM può raggiungere tassi di rimozione del materiale di 0,15-20 mm³/min con finiture superficiali di 0,5-1,25 μm Ra, rendendolo particolarmente adatto ad applicazioni che richiedono un'elevata precisione e una lavorazione delicata del materiale.
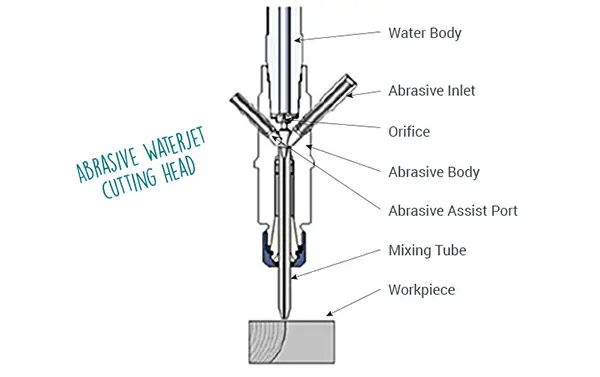
Lavorazione a getto d'acqua abrasivo
La lavorazione a getto d'acqua abrasivo (AWJ) è un processo avanzato di rimozione del materiale che sfrutta la potenza dell'acqua ad alta pressione miscelata con particelle abrasive. Questa tecnica utilizza una pompa specializzata ad alta pressione per generare pressioni d'acqua che vanno in genere da 30.000 a 90.000 psi (da 207 a 620 MPa).
Il processo inizia con la creazione di un getto d'acqua ad alta velocità, che viene poi combinato con particelle abrasive fini (generalmente granato o ossido di alluminio) in una precisa camera di miscelazione. Questa miscela viene poi focalizzata attraverso un orifizio stretto, in genere di diametro compreso tra 0,010 e 0,020 pollici (0,25 e 0,50 mm), creando un getto d'acqua abrasivo ad alta energia in grado di tagliare un'ampia varietà di materiali.
L'AWJ offre numerosi vantaggi nella produzione moderna:
Versatilità dei materiali: Può tagliare efficacemente metalli, compositi, ceramica, pietra e altri materiali difficili da lavorare.
Processo di taglio a freddo: La temperatura del getto rimane vicina a quella ambiente, evitando distorsioni termiche o cambiamenti nelle proprietà del materiale.
Larghezza minima del taglio: la larghezza tipica del taglio varia da 0,02 a 0,05 pollici (da 0,5 a 1,3 mm), consentendo un uso efficiente del materiale.
Capacità multiasse: I sistemi AWJ avanzati possono eseguire il taglio a 5 assi per forme 3D complesse.
Rispettoso dell'ambiente: il processo utilizza acqua e abrasivi naturali, senza produrre fumi o polveri pericolose.
Riduzione delle operazioni secondarie: La superficie di taglio è generalmente liscia e spesso elimina la necessità di ulteriori finiture.
Nessuna usura degli utensili: A differenza della lavorazione tradizionale, non ci sono utensili da sostituire o affilare.
I moderni sistemi AWJ spesso incorporano il controllo numerico computerizzato (CNC) per tagli precisi e ripetibili. La tecnologia continua ad evolversi e i recenti progressi includono:
Miglioramento dell'efficienza e dell'affidabilità della pompa
Sistemi di erogazione dell'abrasivo migliorati per una miscelazione omogenea
Software avanzato per ottimizzare i parametri di taglio e l'efficienza del nesting
Integrazione con i sistemi CAD/CAM per un flusso di lavoro continuo
Sebbene l'AWJ sia eccellente in molte applicazioni, è importante considerare i suoi limiti, come il potenziale di assorbimento dell'acqua in alcuni materiali e la necessità di una corretta gestione delle acque reflue.
Nel complesso, l'AWJ rappresenta una tecnologia di lavorazione potente e versatile che combina il potere erosivo degli abrasivi con la precisione dei getti d'acqua ad alta pressione, offrendo capacità uniche nei moderni processi produttivi.
Classificazione del getto d'acqua
Il getto d'acqua può essere suddiviso nei tre tipi seguenti:
Getto continuo
Getto a impulsi
Getto di cavitazione
1. Getto continuo
Classificazione delle tecniche di getto:
In base alle caratteristiche del jet: i. Getto di liquido (compreso il getto d'acqua e altri getti di liquido) ii. Getto liquido-solido (getto abrasivo) iii. Getto liquido-gas-solido (trasporto pneumatico di abrasivo)
In base alla pressione del getto: i. Getto a bassa pressione (pressione di esercizio del getto inferiore a 10 MPa, con pompa centrifuga o pompa alternata a bassa pressione come motore principale del sistema) ii. Getto ad alta pressione (pressione di esercizio del getto compresa tra 10 e 100 MPa, con l'utilizzo di una pompa alternata ad alta pressione come motore principale del sistema). iii. Getto ad altissima pressione (pressione di esercizio del getto superiore a 100 MPa, con pompa alternata ad altissima pressione o compressore come motore principale del sistema).
Sulla base dei media che circondano il jet: i. Getto sommerso (getto che opera in acqua o altro liquido) ii. Getto non sommerso (getto espulso in aria)
In base all'utilizzo del getto: i. Getto di atomizzazione (utilizzato per la soppressione delle polveri, l'irrigazione a pioggia, ecc.) ii. Getto di modellazione (utilizzato per fontane, cascate artificiali, cortine d'acqua, ecc.) iii. Getto a vuoto (aspirazione a getto d'acqua) iv. Getto cilindrico (utilizzato per la lotta antincendio, la pulizia, ecc.) v. Getto fine (utilizzato per la pulizia e il taglio, ecc.)
2. Getto pulsato
Il getto a impulsi è un getto intermittente, con un aspetto simile a quello di un proiettile. Viene prodotto con i seguenti metodi:
(1) Rilascio improvviso di energia immagazzinata o di acqua da un cannone;
(2) Estrusione a pressione;
(3) Regolazione della portata, nota anche come "colpo d'ariete".
Le prestazioni di questo tipo di getto dipendono da fattori quali la frequenza di formazione del colpo d'ariete, il rapporto tra la lunghezza del colpo d'ariete e il diametro del getto e l'energia del colpo d'ariete.
3. Getto cavitante
Il getto cavitante è un tipo di getto continuo che genera naturalmente bolle di cavitazione al suo interno. Questo processo stimola la crescita di nuclei di cavitazione, o bolle nel fluido, che vengono trascinati nel getto e continuano a crescere finché non entrano in collisione con la superficie da pulire o tagliare, provocandone la rottura.
Durante il processo di rottura, si producono pressioni estremamente elevate e microgetti con sollecitazioni superiori alla resistenza alla trazione della maggior parte dei materiali.
Vantaggi del taglio a getto d'acqua
La lavorazione a getto d'acqua abrasivo offre numerosi vantaggi nella produzione moderna:
Flessibilità geometrica senza pari: Il processo consente il taglio omnidirezionale, permettendo la creazione di forme complesse e disegni intricati senza vincoli di utensili.
Applicazione di forze minime: Le basse forze trasversali e longitudinali esercitate durante il taglio riducono significativamente i requisiti di fissaggio del pezzo, con conseguente riduzione dei tempi di allestimento e dei costi associati.
Capacità multifunzionali: I sistemi a getto d'acqua possono eseguire operazioni di foratura e taglio, snellendo il processo di produzione e riducendo i tempi e i costi complessivi di lavorazione.
Assenza di effetti termici: A differenza dei metodi di taglio a base termica, il taglio a getto d'acqua non produce zone termicamente alterate, eliminando la deformazione del materiale, le microfessure e la necessità di lavorazioni secondarie. Ciò si traduce in una migliore qualità dei pezzi e in una riduzione dei costi di produzione.
Rispettoso dell'ambiente: il processo non emette gas tossici, garantendo un ambiente di lavoro più sicuro per gli operatori e riducendo la necessità di costosi sistemi di ventilazione.
Maggiore utilizzo del materiale: Il taglio a getto d'acqua riduce al minimo gli sprechi di materiale grazie a un nesting preciso e a percorsi di taglio ottimizzati, con un notevole risparmio sui costi delle materie prime.
Lavorazione in un unico passaggio: Spesso è possibile ottenere tagli di alta qualità in una sola passata, eliminando la necessità di operazioni multiple e riducendo ulteriormente i tempi e i costi di lavorazione.
Versatilità tra i materiali: Il taglio a getto d'acqua è efficace su un'ampia gamma di materiali, tra cui metalli, compositi, ceramica e pietra, consentendo una produzione ottimizzata in diverse applicazioni.
Conservazione delle proprietà del materiale: La natura del taglio a freddo del processo mantiene le caratteristiche originali del materiale, fondamentale per le leghe sensibili o soggette a trattamento termico.
Riduzione dei costi degli utensili: A differenza dei metodi di lavorazione tradizionali, il taglio a getto d'acqua non richiede utensili da taglio specializzati che si usurano e devono essere sostituiti frequentemente.
Che tipo di materiale può tagliare il getto d'acqua ad altissima pressione?
Il taglio a getto d'acqua ad altissima pressione è un processo di produzione versatile e potente, in grado di tagliare un'ampia gamma di materiali con una precisione eccezionale e zone termicamente alterate minime. Questa tecnologia può tagliare efficacemente:
Metalli: Comprese le leghe ad alta resistenza, l'acciaio inossidabile, l'alluminio, il rame, il titanio e i metalli esotici come Inconel e Hastelloy. È particolarmente efficace per il taglio di lamiere spesse fino a 300 mm.
Pietra e ceramica: Marmo, granito, pietra calcarea, piastrelle di ceramica e ceramica tecnica avanzata possono essere tagliati con dettagli intricati e bordi lisci.
Compositi: Polimeri rinforzati con fibre di carbonio (CFRP), polimeri rinforzati con fibre di vetro (GFRP) e altri compositi avanzati utilizzati nell'industria aerospaziale e automobilistica.
Plastiche e polimeri: Dai materiali termoplastici morbidi ai tecnopolimeri duri come il PEEK e il PTFE.
Vetro: Compreso il vetro temperato, il vetro stratificato e il vetro antiproiettile, con il minimo rischio di crepe o scheggiature.
Gomma e schiuma: Materiali morbidi, difficili da tagliare con i metodi tradizionali.
Prodotti in legno e carta: Compresi MDF, compensato e cartone spesso.
Prodotti alimentari: Per un taglio preciso nelle industrie alimentari.
La capacità di taglio si estende a materiali di spessore fino a 200 mm, a seconda delle proprietà specifiche del materiale e della pressione del sistema a getto d'acqua (in genere compresa tra 60.000 e 94.000 PSI). Il taglio a getto d'acqua abrasivo, che incorpora nel flusso d'acqua particelle abrasive fini come il granato, aumenta ulteriormente la potenza di taglio per i materiali più duri.
La versatilità di questa tecnologia deriva dal processo di taglio a freddo, che elimina le zone colpite dal calore e consente il taglio di materiali sensibili al calore. Inoltre, la larghezza ridotta del taglio e il controllo di alta precisione consentono tagli complessi e parti annidate, massimizzando l'utilizzo del materiale in varie applicazioni industriali.
Il taglio a getto d'acqua ad alta pressione è una tecnica avanzata di lavorazione dei materiali che utilizza un flusso d'acqua ad alta velocità per tagliare vari materiali. Questo metodo rientra nella categoria della lavorazione a fascio ad alta energia, accanto alle tecnologie laser, a fascio ionico e a fascio elettronico. Il processo sfrutta l'immensa energia cinetica del getto d'acqua per ottenere risultati di taglio precisi ed efficienti.
Tecnologia all'avanguardia, il taglio a getto d'acqua ha trasformato in modo significativo il panorama produttivo, offrendo un'ampia gamma di applicazioni in diversi settori. La capacità di tagliare senza generare calore lo rende particolarmente prezioso per i materiali sensibili agli effetti termici.
I recenti progressi tecnologici hanno risolto molti dei limiti iniziali del taglio a getto d'acqua, posizionandolo come processo complementare ai metodi di taglio tradizionali. La versatilità di questa tecnologia ha portato alla sua adozione diffusa in settori quali l'aerospaziale, l'automobilistico, la produzione di macchinari, l'edilizia, le apparecchiature mediche, la produzione di energia, la lavorazione chimica, la produzione di articoli sportivi, la difesa e la ricerca sui materiali avanzati.
Nelle applicazioni aerospaziali, il taglio a getto d'acqua ad alta pressione eccelle nella lavorazione di varie leghe e materiali avanzati, compresi i compositi in fibra di carbonio e le plastiche specializzate, senza compromettere l'integrità del materiale o indurre stress termico. L'industria automobilistica sfrutta questa tecnologia per tagliare un'ampia gamma di materiali non metallici e compositi, dai pannelli della carrozzeria agli intricati componenti del telaio della porta.
Il settore della difesa utilizza il taglio a getto d'acqua per lo smantellamento sicuro di armi e il taglio preciso di materiali sensibili, infiammabili o esplosivi. Nella produzione di macchinari e nell'edilizia, questa tecnologia dimostra un'eccezionale versatilità, tagliando efficacemente metalli, non metalli, plastiche fragili e materiali tradizionalmente difficili come la ceramica e il cemento armato con un'elevata precisione.
La tecnologia a getto d'acqua ha trovato applicazioni specializzate nella lavorazione della carta e della gomma. Se combinata con particelle abrasive, diventa uno strumento potente nel taglio della pietra, nella modellazione della ceramica, nella produzione di componenti aerospaziali e nella fabbricazione di metalli avanzati.
L'industria automobilistica, in particolare, ha visto un'impennata nell'adozione della tecnologia a getto d'acqua, spinta dalla richiesta di maggiore efficienza e precisione nei processi produttivi. Un'innovazione notevole in questo campo è l'integrazione dei sistemi a getto d'acqua con i bracci robotici. Questa combinazione consente di eseguire operazioni di taglio complesse e tridimensionali, in cui la linea d'acqua ad alta pressione è perfettamente integrata nella struttura del robot. Il braccio robotico e i meccanismi del polso consentono all'ugello del getto d'acqua di muoversi secondo precise traiettorie lineari o ad arco, facilitando l'intricata lavorazione 3D dei componenti interni dell'automobile.
Questa sinergia tra tecnologia a getto d'acqua e robotica esemplifica la continua evoluzione dei processi produttivi, spingendo i confini di ciò che è possibile in termini di precisione, efficienza e versatilità dei materiali nelle applicazioni di taglio industriale.
Applicazione della tecnologia a getto d'acqua nella pulizia industriale
Applicazione della tecnologia a getto d'acqua nella pulizia industriale
La tecnologia a getto d'acqua trova diverse applicazioni in vari settori industriali, dimostrando la sua versatilità ed efficienza nei processi di pulizia e preparazione delle superfici. Nel settore automobilistico, viene impiegata per la pulizia delle cabine di verniciatura, garantendo un ambiente privo di contaminanti per l'applicazione della vernice. L'industria petrolchimica utilizza questa tecnologia per la pulizia dei tubi degli scambiatori di calore, mantenendo un'efficienza termica ottimale. Nel settore dell'aviazione, i getti d'acqua vengono utilizzati per la rimozione della gomma dalle piste di atterraggio degli aerei, migliorando la sicurezza e la trazione. Le applicazioni industriali includono il trattamento delle superfici per la rimozione della ruggine e la progettazione anticorrosione, fornendo un substrato pulito per i rivestimenti protettivi. L'industria aerospaziale beneficia della tecnologia a getto d'acqua per la pulizia delle parti dei motori, garantendo precisione e affidabilità. Nelle centrali nucleari, svolge un ruolo cruciale nei processi di decontaminazione dalle radiazioni.
I recenti progressi hanno visto l'adozione della tecnologia a getto d'acqua ad altissima pressione nella conservazione degli alimenti. Notevoli successi sono stati ottenuti da aziende come Avure Technologies (ex Hemell Company), che si è fatta apprezzare per le sue apparecchiature per il trattamento ad altissima pressione (HPP) nell'industria alimentare, prolungando la durata di conservazione e mantenendo al contempo il valore nutrizionale e il gusto.
La versatilità della tecnologia a getto d'acqua si estende a diverse applicazioni di pulizia, tra cui il detailing automobilistico, la pulizia delle facciate dei grattacieli, la manutenzione delle piste aeroportuali e la pulizia degli scambiatori di calore industriali. Ciò ha portato allo sviluppo di attrezzature di pulizia specializzate e alla nascita di fornitori di servizi dedicati per soddisfare le diverse esigenze degli utenti.
Una ricerca condotta presso la Missouri University of Science and Technology (ex Missouri Rolla University) ha evidenziato il potenziale della tecnologia a getto d'acqua ad alta pressione al di là della pulizia. Si è dimostrata promettente nel settore del carbone, dove può ridurre efficacemente il carbone in particelle fini per la pulizia e produrre combustibile più pulito. Inoltre, questa tecnologia trova applicazione nell'industria cartaria per la produzione di pasta di legno idraulica, offrendo un'alternativa ecologica ai tradizionali metodi di produzione di pasta di legno chimica.
Nel 2002, Flow International Corporation ha compiuto un importante passo avanti con l'introduzione di un'apparecchiatura a getto d'acqua ad altissima pressione in grado di raggiungere pressioni fino a 600 MPa (87.000 psi). Questa innovazione ha migliorato notevolmente l'efficienza produttiva e ridotto i costi operativi di circa 40% rispetto ai metodi convenzionali, in particolare nelle applicazioni di taglio e preparazione delle superfici.
Con la continua evoluzione della tecnologia a getto d'acqua, il suo potenziale di crescita e di applicazione in diversi settori industriali rimane notevole. Le attività di ricerca e sviluppo in corso si concentrano sul miglioramento dell'efficienza energetica, sul controllo di precisione e sull'ampliamento della gamma di materiali e superfici che possono essere efficacemente lavorati con questa versatile tecnologia.
Fattori che influenzano la lavorazione a getto d'acqua
La lavorazione a getto d'acqua è un processo di taglio versatile e preciso, influenzato da molteplici fattori interconnessi. La comprensione di questi fattori è fondamentale per ottimizzare le prestazioni di taglio e ottenere i risultati desiderati. I fattori chiave possono essere classificati come segue:
Parametri del sistema:
Pressione del sistema a getto d'acqua: la forza motrice principale del processo, in genere compresa tra 200 e 400 MPa. Pressioni più elevate comportano generalmente una maggiore potenza di taglio e una maggiore efficienza.
Parametri della struttura dell'ugello:
Diametro dell'ugello: Influisce sulla coerenza del getto e sulla densità di energia. I diametri più piccoli producono getti più mirati, ma possono limitare la portata.
Raggio dello smusso: Influenza la formazione e la stabilità del getto. Un design ottimale dello smusso riduce la turbolenza e migliora la qualità del taglio.
Lunghezza del tubo di miscelazione: Incide sull'accelerazione dell'abrasivo e sull'efficienza di miscelazione. I tubi più lunghi in genere migliorano la miscelazione, ma possono aumentare la perdita di energia.
Diametro del tubo di miscelazione: Influisce sulla concentrazione dell'abrasivo e sulla velocità del getto. Deve essere ottimizzato per i tipi di abrasivo e le portate specifiche.
Parametri dell'abrasivo:
Materiale abrasivo: I materiali comunemente utilizzati sono il granato, l'ossido di alluminio e il carburo di silicio. La scelta del materiale influisce sull'efficienza di taglio e sulla finitura superficiale.
Diametro delle particelle: In genere varia da 50 a 150 μm. Le particelle più grandi aumentano la velocità di rimozione del materiale, ma possono ridurre la qualità della superficie.
Flusso di abrasivo: la portata massica dell'abrasivo, di solito 200-400 g/min. Portate più elevate aumentano la potenza di taglio ma anche i costi dei materiali di consumo.
Forma delle particelle: Le particelle angolari forniscono generalmente prestazioni di taglio migliori rispetto a quelle arrotondate, grazie alla maggiore azione di taglio.
Modalità di miscelazione:
Azionamento a pressione o aspirazione a pressione negativa: influisce sull'efficienza di trascinamento dell'abrasivo e sulla complessità complessiva del sistema. I sistemi di azionamento a pressione spesso forniscono una miscelazione più uniforme.
Stato di miscelazione dell'abrasivo:
Polvere secca o fanghi: la miscelazione dei fanghi può fornire una distribuzione più uniforme dell'abrasivo, ma può richiedere attrezzature e manipolazioni specifiche.
Parametri di taglio:
Velocità di avanzamento: inversamente correlata alla profondità di taglio e alla qualità. La velocità ottimale dipende dalle proprietà del materiale e dai risultati desiderati.
Distanza di destinazione: Distanza tra l'uscita dell'ugello e la superficie del pezzo. Influisce sulla divergenza del getto e sull'efficienza di taglio.
Numero di tagli: Le passate multiple possono migliorare la qualità e la profondità del taglio, ma aumentano il tempo di lavorazione.
Angolo del getto: In genere 90° per la maggior parte delle applicazioni. I tagli angolati possono essere utilizzati per geometrie speciali o per ridurre l'arrotondamento del bordo superiore.
Parametri del materiale:
Resistenza: i materiali più resistenti richiedono generalmente velocità di avanzamento più basse o un flusso di abrasivo maggiore.
Durezza: Influisce sulla scelta dell'abrasivo e sull'efficienza complessiva del taglio.
Densità: Influenza la penetrazione del getto e i tassi di rimozione del materiale.
Microstruttura e composizione: Può influire sulla qualità del taglio e sul potenziale di effetti secondari come l'indurimento da lavoro.
Precisione del taglio a getto d'acqua
Il taglio a getto d'acqua offre una precisione eccezionale, con accuratezze di taglio tipiche che vanno da 0,1 mm a 0,25 mm (da 0,004″ a 0,010″). Questo elevato livello di precisione è influenzato da diversi fattori chiave:
1. Precisione della macchina: I moderni sistemi di taglio a getto d'acqua vantano precisioni di posizionamento da 0,01 mm a 0,03 mm (da 0,0004″ a 0,0012″), ottenute grazie a controlli CNC avanzati e sistemi di movimento lineare ad alta precisione.
2. Caratteristiche del pezzo:
Dimensioni: I pezzi più grandi possono subire lievi scostamenti dovuti all'espansione termica o alle sollecitazioni del materiale.
Spessore: I materiali più spessi possono causare un aumento della conicità e una riduzione della precisione nella parte inferiore del taglio.
Proprietà del materiale: I materiali più duri consentono generalmente tolleranze più strette, mentre quelli più morbidi o compositi possono richiedere parametri di taglio adeguati.
3. Parametri di taglio:
Pressione dell'acqua: pressioni più elevate possono migliorare la qualità del taglio, ma possono compromettere la precisione nei materiali più sottili.
Portata dell'abrasivo: L'ottimizzazione del rapporto abrasivo/acqua è fondamentale per mantenere la precisione e massimizzare l'efficienza di taglio.
Velocità di taglio: le velocità più basse offrono in genere una maggiore precisione, ma a scapito della produttività.
4. Condizioni dell'ugello: La manutenzione e la sostituzione regolare dei tubi di messa a fuoco e degli orifizi sono essenziali per garantire una precisione costante.
5. Compensazione software: I sistemi a getto d'acqua avanzati utilizzano algoritmi software per compensare il ritardo e la conicità del getto, migliorando ulteriormente la precisione, soprattutto nelle geometrie complesse.
Vale la pena notare che il taglio a getto d'acqua può raggiungere tolleranze ancora più strette (fino a ±0,025 mm o ±0,001″) in applicazioni specifiche con impostazioni ottimizzate e condizioni altamente controllate. Tuttavia, per la maggior parte delle applicazioni industriali, la gamma da 0,1 mm a 0,25 mm rappresenta un'accuratezza pratica e raggiungibile che bilancia precisione ed efficienza produttiva.
Le dimensioni e lo spessore del materiale da tagliare, nonché la configurazione dell'ugello, influenzano in modo significativo la larghezza del taglio a getto d'acqua.
Per il taglio a getto d'acqua abrasivo, la larghezza tipica del taglio varia da 0,8 a 1,2 mm (da 0,031 a 0,047 pollici). Questa variazione dipende da diversi fattori:
Diametro dell'ugello: Diametri più grandi dell'orifizio e del tubo di focalizzazione producono generalmente cordoni più ampi. Le dimensioni standard degli ugelli vanno da 0,25 a 0,4 mm (da 0,010 a 0,016 pollici) per l'orifizio e da 0,76 a 1,2 mm (da 0,030 a 0,047 pollici) per il tubo di focalizzazione.
Proprietà del materiale: I materiali più duri possono dare origine a cordoli leggermente più larghi a causa della maggiore dispersione delle particelle abrasive.
Parametri di taglio: Pressioni e portate di abrasivo più elevate possono aumentare la larghezza del taglio, mentre velocità di taglio più elevate possono ridurla.
Distanza di stacco: Una maggiore distanza tra l'ugello e il pezzo da lavorare comporta in genere un taglio più ampio.
Grana dell'abrasivo: Gli abrasivi più grossolani tendono a produrre cordoni più larghi rispetto a quelli più fini.
Per il taglio a getto d'acqua puro (senza abrasivi), utilizzato per materiali più morbidi, la larghezza del taglio è significativamente più ridotta, in genere compresa tra 0,1 e 0,3 mm (da 0,004 a 0,012 pollici).
È importante notare che i moderni sistemi di taglio a getto d'acqua spesso consentono la compensazione del taglio nella programmazione CNC, garantendo un'elevata precisione nonostante le variazioni del taglio.
Che tipo di smusso si ottiene con il taglio a getto d'acqua?
Il taglio a getto d'acqua può produrre diversi tipi di smussi, a seconda dei parametri di taglio e delle capacità della macchina. Ecco una spiegazione ottimizzata degli smussi prodotti dal taglio a getto d'acqua:
Lo smusso prodotto dal taglio a getto d'acqua è influenzato principalmente dalla velocità di taglio, dalla portata dell'abrasivo e dalla distanza tra l'ugello e il pezzo. In genere, il taglio a getto d'acqua crea un bordo leggermente affusolato, con la parte superiore del taglio più larga di quella inferiore. Questo angolo di conicità può variare da 0,5° a 2° nella maggior parte dei casi.
La qualità del bordo smussato dipende molto dalla velocità di taglio. A velocità di taglio ottimali, il taglio a getto d'acqua può raggiungere un'eccellente qualità del bordo con una rugosità superficiale (Ra) di circa 3,2 μm (0,000126 pollici) o superiore. La precisione dimensionale per un taglio di buona qualità si aggira generalmente intorno a ±0,1 mm (0,004 pollici), il che corrisponde alla cifra di 0,1 mm citata.
I diversi tipi di smusso che possono essere prodotti includono:
Bordo quadrato: Si ottiene con macchine ad alta precisione e velocità di taglio ridotte.
Smusso superiore: Il bordo superiore è smussato, mentre quello inferiore rimane squadrato.
Smusso inferiore: Il bordo inferiore è smussato mentre quello superiore rimane squadrato.
Smusso a V: Entrambi i bordi superiori e inferiori sono smussati, creando una forma a V.
I sistemi di taglio a getto d'acqua avanzati, dotati di teste multiasse, possono produrre smussi complessi e persino angoli composti, consentendo la preparazione di saldature e geometrie intricate dei pezzi.
Vale la pena notare che anche lo spessore, la durezza e la composizione del materiale giocano un ruolo fondamentale nel determinare la qualità finale dello smusso e le tolleranze ottenibili.
Abrasivo utilizzato nel taglio ad acqua
Il taglio a getto d'acqua utilizza una varietà di materiali abrasivi per migliorare le sue capacità di taglio. Gli abrasivi più comunemente utilizzati sono il granato, l'ossido di alluminio, il carburo di silicio e la sabbia di olivina. In applicazioni specializzate, possono essere utilizzate anche particelle di diamante. La scelta del materiale abrasivo dipende da fattori quali il materiale da tagliare, la qualità di taglio desiderata e le considerazioni sui costi.
La granulometria degli abrasivi varia tipicamente da 50 a 220 maglie, con 80 maglie che sono le più utilizzate per il taglio generale. La scelta della grana influenza sia la velocità di taglio che la qualità della finitura superficiale. Le grane più grosse (ad esempio, 50-80 mesh) garantiscono una velocità di taglio più elevata, ma possono dare luogo a una finitura superficiale più ruvida, mentre le grane più fini (ad esempio, 120-220 mesh) offrono una migliore qualità della superficie a scapito della velocità di taglio.
La durezza dell'abrasivo, misurata sulla scala Mohs, gioca un ruolo fondamentale nel determinare la sua efficacia di taglio. Gli abrasivi più duri hanno generalmente prestazioni di taglio superiori, soprattutto sui materiali più duri. Ad esempio, il granato (durezza Mohs 7,5-8,0) è ampiamente utilizzato per il suo eccellente equilibrio tra durezza, efficienza di taglio ed economicità. L'ossido di alluminio (durezza Mohs 9) offre velocità di taglio più elevate, ma a costi più alti, il che lo rende adatto ad applicazioni specializzate.
È importante notare che, sebbene gli abrasivi più duri forniscano generalmente prestazioni di taglio migliori, possono anche portare a una maggiore usura del tubo di focalizzazione e della camera di miscelazione del sistema di taglio a getto d'acqua. Pertanto, la scelta del materiale abrasivo e della granulometria deve essere ottimizzata in base ai requisiti specifici di taglio, alle proprietà del materiale e all'economia complessiva del processo.
Che tipo di materiale deve essere tagliato con il getto d'acqua
Il taglio a getto d'acqua è un metodo di taglio versatile e preciso, adatto a un'ampia gamma di materiali. I seguenti tipi di materiali sono particolarmente adatti al taglio a getto d'acqua:
Metalli: Metalli ferrosi e non ferrosi, compresi acciaio, alluminio, titanio, rame, ottone e leghe esotiche. Il taglio a getto d'acqua è particolarmente vantaggioso per lastre metalliche spesse o quando è necessario evitare le zone colpite dal calore.
Pietra e ceramica: Pietre naturali come il granito, il marmo e l'ardesia, ma anche pietre artificiali e varie ceramiche. Il taglio a getto d'acqua eccelle nella creazione di modelli e forme intricate senza causare microfratture.
Compositi: Materiali fibrorinforzati come la fibra di carbonio, la fibra di vetro e il kevlar. Il taglio a getto d'acqua evita la delaminazione e lo sfilacciamento spesso associati ad altri metodi di taglio.
Vetro: Sia il vetro temperato che quello non temperato possono essere tagliati con grande precisione, senza il rischio di scheggiature o crepe.
Plastiche e polimeri: Dalle plastiche morbide ai polimeri tecnici duri come il PEEK o il Delrin. Il taglio a getto d'acqua produce bordi puliti senza fondere o distorcere il materiale.
Gomma e schiuma: Materiali morbidi e flessibili, difficili da tagliare con i metodi tradizionali.
Legno e compositi di legno: Particolarmente utile per tagliare forme complesse o quando è necessario un bordo sigillato per evitare l'assorbimento dell'acqua.
Materiali avanzati: Come le strutture a nido d'ape, i laminati e i materiali multistrato utilizzati nel settore aerospaziale e in altre industrie ad alta tecnologia.
Il taglio a getto d'acqua è ideale per questi materiali grazie al suo processo di taglio a freddo, che elimina le zone colpite dal calore, la distorsione termica e le sollecitazioni meccaniche. Consente il taglio di materiali sensibili al calore, non produce fumi tossici e può ottenere tolleranze strette e una qualità dei bordi uniforme. La capacità di tagliare materiali impilati e di creare geometrie complesse ne aumenta ulteriormente la versatilità nei moderni processi produttivi.
Confronto tra diversi metodi di taglio
Waterjet vs. fresatura
Il taglio a getto d'acqua abrasivo offre vantaggi significativi rispetto ai processi di fresatura tradizionali per il taglio e la foratura dei bordi dei pezzi. Questo metodo di taglio con acqua ad alta pressione e miscela abrasiva è sostanzialmente più veloce, più efficiente da impostare e più conveniente rispetto alle tecniche di lavorazione convenzionali come la creazione di fori ciechi, la foratura e la filettatura.
Il vantaggio principale risiede nella capacità del getto d'acqua di tagliare il pezzo in un'unica passata. A differenza della fresatura, che rimuove il materiale attraverso un processo di rettifica, il taglio a getto d'acqua utilizza l'erosione per separare con precisione il materiale senza generare calore eccessivo o stress meccanico. Ciò si traduce in tempi di lavorazione più rapidi e in una minore usura degli utensili.
Per i componenti di precisione, il taglio a getto d'acqua abrasivo eccelle nella produzione di pezzi di forma quasi netta in un'unica operazione. L'assenza di effetti termici durante il taglio preserva le proprietà meccaniche del materiale ed elimina le zone termicamente alterate, il che è fondamentale per mantenere tolleranze strette e integrità del materiale. Ciò è particolarmente vantaggioso per i materiali sensibili al calore o quando sono necessari successivi processi di trattamento termico.
Un vantaggio spesso trascurato del taglio a getto d'acqua è l'efficienza dei materiali. Gli scarti generati sono tipicamente sotto forma di pezzi più grandi e riutilizzabili piuttosto che di trucioli fini prodotti dalla fresatura. Questo materiale di scarto conserva un valore superiore ed è più facilmente riciclabile, contribuendo a migliorare la sostenibilità e potenzialmente a compensare i costi dei materiali.
Inoltre, il taglio a getto d'acqua offre una maggiore flessibilità in termini di spessore e composizione del materiale, consentendo la lavorazione di un'ampia gamma di metalli, compositi e altri materiali senza dover cambiare utensile. Questa versatilità, unita alla precisione e all'efficienza, rende il taglio a getto d'acqua abrasivo un metodo sempre più preferito per molte applicazioni produttive in cui la qualità dei bordi e le proprietà dei materiali sono fondamentali.
Taglio a getto d'acqua e taglio a fiamma
Il taglio a getto d'acqua e il taglio a fiamma offrono vantaggi distinti nella lavorazione dei metalli, ciascuno adatto ad applicazioni specifiche. Il taglio a fiamma, un processo termico, introduce zone termicamente alterate (HAZ) nel pezzo, alterando potenzialmente le proprietà del materiale in prossimità del bordo di taglio. Al contrario, il taglio a getto d'acqua abrasivo, una tecnica di taglio a freddo, produce finiture superficiali superiori con una distorsione termica minima. Questo processo di taglio a freddo elimina la formazione di scorie sul bordo di taglio, riducendo significativamente o eliminando la necessità di operazioni di finitura secondarie.
Il taglio a getto d'acqua eccelle per versatilità: è in grado di lavorare materiali di spessore praticamente illimitato, limitati solo dalle specifiche della macchina e dalla velocità di taglio. Questo metodo consente di realizzare schemi di taglio intricati con cordoli stretti, ottimizzando l'utilizzo del materiale e riducendo gli scarti. La precisione del taglio a getto d'acqua consente un nesting più stretto dei pezzi, con ulteriore risparmio di materia prima e riduzione dei costi di produzione.
Inoltre, il taglio a getto d'acqua mantiene l'integrità del materiale, un aspetto cruciale per le leghe o i compositi sensibili al calore, dove i metodi di taglio termico potrebbero compromettere le proprietà strutturali. La capacità di tagliare geometrie complesse con elevata precisione lo rende particolarmente prezioso per lo sviluppo di prototipi e la produzione di piccoli lotti in settori che vanno dall'aerospaziale alla produzione di dispositivi medici.
L'investimento richiesto per taglio laser è notevole. Attualmente, viene utilizzata principalmente per il taglio di lamiere d'acciaio sottili e di alcuni materiali nonmateriali metallici. La velocità di taglio è elevata e la precisione è alta, ma provoca anche un segno d'arco e un effetto termico sulla giunzione di taglio.
Inoltre, il taglio laser potrebbe non essere adatto ad alcuni materiali come l'alluminio, il rame e altri metalli non ferrosi e leghe, in particolare per il taglio di lastre metalliche più spesse, in quanto la superficie di taglio potrebbe non essere ideale o addirittura impossibile da tagliare.
Attualmente, la ricerca sui generatori laser ad alta potenza mira a risolvere la sfida del taglio di acciaio spesso ma i costi di investimento, manutenzione e gestione delle apparecchiature sono significativi.
Il taglio ad acqua presenta invece numerosi vantaggi, tra cui un basso costo di investimento, un funzionamento economico, la capacità di tagliare un'ampia gamma di materiali, un'elevata efficienza e la facilità di funzionamento e manutenzione.
Il getto d'acqua è migliore del laser per alcuni aspetti
Con il taglio a getto d'acqua non ci sono limiti allo spessore di taglio.
Anche i materiali riflettenti, come l'ottone e l'alluminio, possono essere tagliati in modo efficace.
Non è richiesta energia termica, quindi non c'è il rischio di bruciarsi o di produrre effetti termici.
Quando si regola la velocità di taglio, è necessario modificare solo la velocità di taglio, senza dover modificare il gas, la messa a fuoco o altri componenti.
La capacità produttiva può essere facilmente aumentata installando più teste di taglio.
La manutenzione delle apparecchiature laser è più specializzata e impegnativa, mentre quella delle apparecchiature a getto d'acqua richiede una manutenzione relativamente ridotta.
Inoltre, l'acquisto di un set completo di attrezzature per il taglio a getto d'acqua è meno costoso, poiché costa solo da 1/2 a 1/3 del costo delle attrezzature per il taglio laser.
Taglio a getto d'acqua e taglio al plasma
Il taglio al plasma, pur essendo efficiente per molte applicazioni, presenta notevoli limiti. Genera una zona termicamente alterata (ZTA) significativa, che può portare a distorsioni termiche e cambiamenti metallurgici nel materiale. La precisione del taglio al plasma è generalmente inferiore rispetto ad altri metodi, e in genere raggiunge tolleranze comprese tra ±0,5 e ±1,5 mm a seconda dello spessore del materiale. La superficie tagliata presenta spesso una conicità caratteristica e la formazione di scorie, che possono rendere necessarie operazioni secondarie per applicazioni critiche.
Il taglio a getto d'acqua, invece, è un processo di taglio a freddo che utilizza acqua ad alta pressione (spesso mescolata a particelle abrasive) per erodere il materiale. Questo metodo offre diversi vantaggi:
Impatto termico minimo: Grazie all'assenza di zone termicamente alterate, il taglio a getto d'acqua preserva le proprietà originali del materiale ed evita la distorsione termica, rendendolo ideale per i materiali sensibili al calore.
Alta precisione: Il taglio a getto d'acqua può raggiungere tolleranze di ±0,1 mm, a seconda dello spessore del materiale e delle capacità della macchina.
Qualità superficiale superiore: La superficie tagliata è liscia e priva di difetti indotti dal calore, spesso eliminando la necessità di operazioni di finitura secondarie.
Versatilità nella post-lavorazione: Il bordo di alta qualità prodotto dal taglio a getto d'acqua si presta facilmente a operazioni successive come saldatura, lavorazione o trattamenti superficiali senza compromettere l'integrità del materiale.
Flessibilità dei materiali: Il taglio a getto d'acqua può lavorare efficacemente un'ampia gamma di materiali, tra cui metalli, compositi, ceramiche e persino materiali stratificati.
Sebbene il taglio a getto d'acqua offra questi vantaggi, è importante considerare fattori quali la velocità di taglio, i limiti di spessore del materiale e i costi operativi quando si sceglie tra questi due metodi per applicazioni specifiche.
Taglio a getto d'acqua e taglio a filo
Nella lavorazione dei metalli, la lavorazione a scarica elettrica a filo (WEDM) e il taglio a getto d'acqua offrono vantaggi distinti per diverse applicazioni. La WEDM eccelle in precisione, raggiungendo tolleranze fino a ±0,0001 pollici (±2,5 μm), il che la rende ideale per geometrie complesse e materiali duri. Tuttavia, la sua velocità di taglio è relativamente lenta: in genere varia da 0,1 a 4 pollici all'ora (da 2,5 a 100 mm/h), a seconda dello spessore del materiale e della finitura superficiale desiderata.
La WEDM può richiedere ulteriori fasi preparatorie, come la preforatura per i fori di partenza o la filettatura del filo, che possono aumentare il tempo complessivo di lavorazione. Inoltre, la WEDM è limitata dalle dimensioni del filo e della tavola della macchina, che in genere limitano le dimensioni dei pezzi a meno di 500 mm (20 pollici) di spessore.
Il taglio a getto d'acqua abrasivo, invece, offre maggiore versatilità e velocità. Può lavorare un'ampia gamma di materiali, dalle plastiche morbide agli acciai temprati, con velocità di taglio fino a 20 pollici al minuto (500 mm/min) per i materiali sottili. Il taglio a getto d'acqua eccelle nella prototipazione rapida e nella produzione su larga scala, grazie alla capacità di tagliare materiali spessi fino a 150 mm in una sola passata.
Il vantaggio principale del getto d'acqua è la sua flessibilità. Può eseguire operazioni di perforazione e taglio senza cambiare utensile e la sua larghezza di taglio (kerf) può essere regolata variando la pressione dell'acqua, la portata dell'abrasivo e la dimensione dell'ugello. Questa adattabilità consente di lavorare componenti che vanno da piccoli pezzi intricati a grandi elementi strutturali, limitati principalmente dalle dimensioni del letto della macchina, che in alcuni sistemi può superare i 3 metri.
Sebbene il taglio a getto d'acqua offra generalmente una precisione inferiore rispetto alla WEDM (tolleranze tipiche di ±0,003 pollici o ±0,075 mm), la sua combinazione di velocità, versatilità e scalabilità lo rende una scelta preferenziale per molte applicazioni di fabbricazione dei metalli in cui la precisione ultraelevata non è fondamentale.
Confronto tra il taglio ad acqua e altri metodi di taglio
I processi di punzonatura e cesoiatura offrono soluzioni di taglio efficienti e rapide per alcuni componenti metallici, ma richiedono utensili specializzati, limitandone la flessibilità. Questi metodi sono più efficaci per la produzione in grandi volumi di pezzi standardizzati di spessore moderato.
Il taglio a getto d'acqua, invece, offre una versatilità senza pari nel taglio di geometrie complesse su un'ampia gamma di materiali. La sua natura non termica lo rende particolarmente vantaggioso per il taglio di materiali spessi, duri o sensibili al calore, dove i metodi tradizionali come la punzonatura o la cesoiatura possono essere impraticabili o impossibili. Il taglio a getto d'acqua eccelle nel mantenere l'integrità del materiale, nell'evitare le zone colpite dal calore e nel ridurre al minimo gli scarti di materiale.
Il taglio a fiamma, pur essendo ampiamente utilizzato nell'industria metallurgica per la sua capacità di tagliare sezioni spesse, presenta notevoli limiti. Il processo genera un'ampia zona colpita dal calore, con conseguente distorsione termica, scarsa qualità dei bordi e ridotta precisione dimensionale. Inoltre, è limitato ai metalli ferrosi e non può essere applicato a leghe non ferrose o a materiali non metallici.
Il taglio a getto d'acqua supera queste limitazioni, offrendo un taglio di alta precisione su una vasta gamma di materiali, tra cui leghe ad alta temperatura, compositi e materiali fragili come vetro, pietra e ceramica. Il processo di taglio a freddo assicura uno stress termico minimo, preservando le proprietà del materiale e consentendo tolleranze ristrette, che in genere raggiungono precisioni di ±0,1 mm o superiori a seconda dello spessore del materiale.
Tuttavia, è fondamentale considerare che il taglio a getto d'acqua potrebbe non essere la scelta ottimale quando altri metodi possono soddisfare requisiti di lavorazione specifici in modo più efficiente o conveniente. Il taglio laser, ad esempio, offre spesso velocità di taglio più elevate e una qualità superiore dei bordi per i metalli di spessore medio-sottile. Il taglio al plasma offre un equilibrio tra velocità e costi per i materiali conduttivi di spessore moderato.
I costi operativi del taglio a getto d'acqua possono essere significativi, soprattutto a causa delle pompe ad alta pressione, degli abrasivi speciali e dei componenti soggetti a usura come gli ugelli e i tubi di focalizzazione. Questi materiali di consumo, spesso acquistati da fornitori specializzati, contribuiscono ad aumentare i costi per pezzo rispetto ad alcuni metodi alternativi.
In conclusione, sebbene il taglio a getto d'acqua offra vantaggi unici in termini di versatilità, precisione e compatibilità dei materiali, la sua applicazione deve essere attentamente valutata rispetto ad altre tecnologie di taglio in base ai requisiti specifici del progetto, al volume di produzione, alle proprietà dei materiali e alle considerazioni economiche.
Cosa deve includere un set completo di attrezzature per il taglio a getto d'acqua?
Un set completo di attrezzature per il taglio a getto d'acqua deve comprendere almeno i seguenti componenti: una pompa ad altissima pressione, un dispositivo per la testa di taglio a getto d'acqua, a CNC tavolo da taglio e un armadio di controllo computerizzato.
I dettagli sono i seguenti:
Tavolo di lavoro
Pompa ad alta pressione
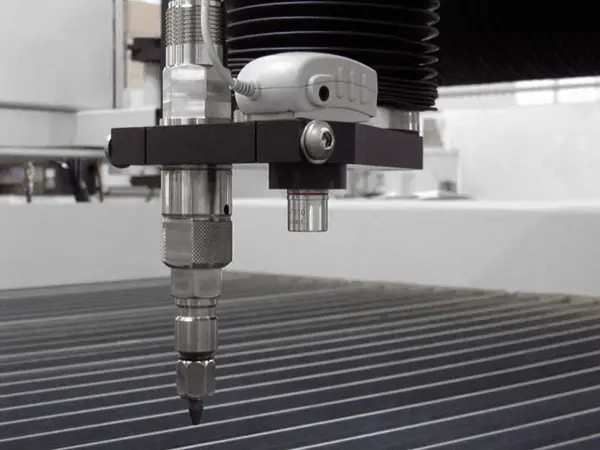
Testa di taglio
Sistema di trasporto della sabbia
Dispositivo di raffreddamento
Sistema di filtraggio
Tecnologia di taglio ad acqua a cinque assi
Il taglio a getto d'acqua, come il laser, il plasma e altri metodi di taglio termico, subisce un calo dell'efficienza di taglio all'aumentare della profondità di taglio, a causa dell'effetto di dissipazione dell'energia. Questo fenomeno si traduce spesso in una superficie di taglio non perpendicolare, creando una conicità o un angolo di taglio, che rappresenta una sfida intrinseca alla maggior parte dei processi di taglio.
Sebbene i tentativi di mitigare questa conicità aumentando la potenza del getto o riducendo la velocità di taglio abbiano mostrato qualche miglioramento, non possono eliminare completamente il problema del taglio non verticale. Questi approcci spesso comportano un aumento del consumo energetico, una riduzione della produttività o una potenziale distorsione termica nei materiali sensibili al calore.
Nel 1997 è stato introdotto un concetto innovativo di testa di taglio inclinabile per affrontare questa sfida. Oggi sono disponibili in commercio sistemi avanzati di taglio a getto d'acqua a cinque assi che incorporano questa tecnologia, offrendo la soluzione più diretta ed efficace per ridurre al minimo la conicità e migliorare la precisione di taglio.
Il sistema di taglio a getto d'acqua a cinque assi integra la tradizionale piattaforma a tre assi (X, Y, Z) con due assi di rotazione aggiuntivi (A e B). Questa configurazione consente alla testa di taglio di inclinarsi e ruotare, compensando la naturale divergenza del getto. Il sistema impiega algoritmi sofisticati che considerano fattori quali le proprietà del materiale, lo spessore e la geometria di taglio desiderata per generare un modello di compensazione della conicità preimpostato.
Durante il funzionamento, la testa di taglio regola dinamicamente il suo angolo in tempo reale, seguendo la traiettoria di taglio calcolata. Questa articolazione continua garantisce che il getto d'acqua ad alta pressione mantenga un angolo di attacco ottimale durante tutto il processo di taglio, neutralizzando efficacemente l'effetto conicità. Di conseguenza, il pezzo in lavorazione ottiene una qualità del bordo quasi perfetta e priva di interferenze, con una conicità minima, anche su materiali spessi o geometrie complesse.
L'implementazione della tecnologia di taglio a getto d'acqua a cinque assi non solo migliora la qualità e la precisione del taglio, ma espande anche le capacità del taglio a getto d'acqua per includere operazioni avanzate di profilatura 3D, smussatura e svasatura. Questa versatilità, unita ai vantaggi intrinseci del taglio a freddo e della versatilità dei materiali, rende il taglio a getto d'acqua uno strumento sempre più prezioso nei moderni processi di produzione di precisione.
Risoluzione dei problemi della macchina da taglio a getto d'acqua
Per la macchina da taglio a getto d'acqua con pressa idraulica ad acqua
Pulsazione: la pressione è instabile, ad esempio da 150MPa a 230MPa.
Soluzione:
Per risolvere il problema, controllare innanzitutto la pulsazione del tubo trasparente di ingresso dell'acqua per verificare che sia normale. Una volta determinato il cilindro ad alta pressione che causa il problema, smontarlo e ispezionare il nucleo della valvola di ingresso dell'acqua, la sede della valvola di uscita dell'acqua e la molla.
In genere, la riparazione di queste parti risolve il problema, ma se non è possibile risolverlo, potrebbe essere necessario sostituirle. La molla è un problema comune in questa situazione.
La pressione è stabile ad una pressione, ma non in uno stato normale.
Ad esempio: 230MPa normali, ora 170Mpa o 140MPa.
Soluzione:
Controllare il polso del tubo di ingresso dell'acqua per determinare se c'è un'impurità che blocca il nucleo della valvola di ingresso dell'acqua in uno dei cilindri ad alta pressione.
Controllare che la valvola di scarico della pressione non presenti perdite e verificare se l'acqua ritorna nel serbatoio dell'acqua piccola.
Esaminare tutte le parti del motore principale per individuare eventuali perdite d'acqua.
La pressione è solo di decine di Mpa, o senza pressione
① Verificare che l'alimentazione di acqua, elettricità e gas sia normale.
② Controllare se la cinghia scivola o è allentata.
③ Verificare se è stato aggiunto l'abrasivo diamantato
④ Determinare se uno dei tre cilindri ad alta pressione non funziona, poiché quando due cilindri non funzionano contemporaneamente, la pressione sarà notevolmente ridotta o inesistente.
Il rumore anomalo del cilindro ad alta pressione del basamento, l'ampio intervallo di salto dell'amperometro e la pressione instabile.
Le cause potenziali del rumore sono due:
Il dado grande della biella dell'albero motore potrebbe essere allentato;
Il nucleo della valvola di ingresso del corpo valvola grande potrebbe essere intasato o la piastra di finecorsa potrebbe non essere allineata correttamente.
Soluzioni:
Serrare il dado della biella.
Smontare il nucleo della valvola, la piastra di finecorsa e il piccolo dado di ingresso dell'acqua, quindi utilizzare la carta vetrata 1000# per rimuovere lo sporco o i graffi sulla superficie del corpo e del nucleo della valvola, oppure sostituire la piastra di finecorsa.
Il vetro tagliato si crepa
Il vetro è a livello
C'è sabbia che alimenta
La pressione è troppo alta
Se la produzione di sabbia è troppo grande o troppo piccola
Sostituire un pezzo di vetro per determinare se il materiale è lo stesso.
Tubo di pietra preziosa e sabbia
La durata normale delle gemme va da 17 ore a 7-14 giorni. In caso di utilizzo prolungato, la qualità del taglio può deteriorarsi e mostrare sintomi quali una maggiore quantità di nebbia intorno alla testa di taglio, frecce d'acqua sparse, salto del bordo, denti affilati e differenze nel valore di visualizzazione della pressione rispetto alla frequenza normale.
Per quanto riguarda il tubo di sabbia, la durata normale è di 3-8 mesi, a seconda della qualità e del tempo di utilizzo. Con il tempo, l'ugello può diventare più grande o presentare un foro eccentrico o una forma ellittica, causando un'elevata pendenza del pezzo da tagliare, bordi a campana, collasso dell'angolo e altri problemi. Ciò può comportare una riduzione delle dimensioni del pezzo o una diminuzione della velocità di taglio.
La pressione è normale, la linea d'acqua è normale, ma la capacità di taglio è scarsa.
Causa del guasto:
Il tubo di plastica di alimentazione della sabbia è danneggiato
Il flusso di sabbia è troppo piccolo
Il tubo di ingresso della sabbia è danneggiato
Metodo di trattamento:
Sostituire il tubo di plastica dell'alimentazione della sabbia con uno nuovo.
Regolare la manopola di regolazione del flusso di sabbia per aumentare il flusso di sabbia.
Sostituzione del tubo di ingresso della sabbia
La pressione del sistema è normale, ma la capacità di taglio è scarsa
Causa del guasto:
L'ugello è danneggiato
Usura della camera di miscelazione
Il tubo della sabbia è danneggiato
L'offerta di sabbia è troppo esigua
Metodo di trattamento:
Sostituzione dell'ugello della gemma
Sostituzione della camera di miscelazione della sabbia
Sostituzione del tubo di sabbia
Aumentare il flusso di sabbia
Quando l'alta pressione è attivata, l'acqua non viene espulsa dal tubo della sabbia, mentre viene espulsa dal tubo di ingresso della sabbia.
Causa del guasto:
Il tubo della sabbia è bloccato
Metodo di trattamento:
Sostituire il tubo della sabbia con uno nuovo o rimuovere i corpi estranei nel tubo della sabbia con l'alta pressione.
La linea d'acqua senza aggiunta di sabbia è normale, mentre dopo l'aggiunta di sabbia l'acqua è divergente e la capacità di taglio è diminuita.
Causa del guasto:
Sostituzione del tubo di sabbia
Metodo di trattamento:
Il tubo della sabbia è danneggiato
Per macchine da taglio a getto d'acqua con olio pressa idraulica
"Taglio di sabbia volante"
Controllare se il materiale da taglio è solo tagliato alla barra della griglia.
Controllare se la quantità di sabbia è uniforme o sufficiente.
Controllare se la pressione è normale.
Controllare se la gemma deve essere cambiata.
"Valvola direzionale non funzionante"
Verificare che le due spie di segnalazione della valvola direzionale siano accese.
Controllare se la pressione scende a 0.
Controllare se il relè della valvola di inversione è acceso.
In presenza di questi fattori, verificare se il relè è allentato e se il riscontro sul lato 2 della valvola direzionale è bloccato.
"Funzionamento anomalo del motore principale"
Controllare se il pulsante di arresto di emergenza è premuto.
Verificare che l'alimentazione sia sufficiente.
Controllare se il relè è acceso e se il filo in ingresso è allentato o rotto.
Se la macchina si avvia e si arresta ripetutamente con un andamento triangolare, verificare se la pressione limite superiore impostata dal termoregolatore è stata superata.
"Allarme manometro"
Quando la pressione aumenta a 400-500, controllare se la gemma sulla testa della fresa è bloccata o se il tubo della sabbia è ostruito da impurità.
Controllare se la linea di trasmissione del manometro è rotta o se il manometro stesso è rotto.
"Fallimento del gabinetto"
Se il computer non si avvia e la ventola nell'armadio elettrico non funziona, verificare se il connettore al centro dell'armadio è allentato, se gli interruttori per le perdite multiple e l'aria sono spenti, se il regolatore di tensione si accende normalmente e se l'interruttore scatta.
Se la lama non funziona, controllare se il relè funziona, se i due alimentatori sono accesi e se l'esterno e l'interno della testa di taglio sono bloccati.
In caso di allarme dell'encoder, determinare se l'asse XY ha raggiunto la posizione limite, se il pulsante di arresto di emergenza è stato rilasciato e se le linee in entrata e in uscita sono scollegate.
Dopo aver escluso le condizioni di cui sopra, provare a far suonare l'arresto di emergenza, rilasciandolo ogni 15 secondi, per vedere se la situazione è stata risolta.
In caso contrario, interrompere l'alimentazione e riavviare l'intera macchina. Se il problema persiste, contattare il produttore.
"Corpo valvola grande"
Se la perdita d'acqua dal foro di sicurezza è minima, provare a disattivare l'alta pressione e a stringere il dado.
Se la perdita d'acqua dal foro di sicurezza è consistente, aprire la valvola di scarico e verificare che non vi sia usura o esplosione. Se necessario, sostituirla.
Se il salto di pressione è molto forte e il range di caduta è compreso tra 400-200, e alcune parti vengono tagliate e altre volano via, sentire la frequenza del tubo blu con la mano. Se l'acqua scorre solo in una direzione e c'è una sola frequenza di ingresso dell'acqua e il tubo è caldo, smontare il corpo della valvola grande e controllare se il nucleo della valvola di ingresso dell'acqua e la piastra di fine corsa sono bloccati da impurità o se c'è ruggine. Rimuovere la piastra di finecorsa per verificare se la superficie di contatto tra il nucleo della valvola di ingresso e il corpo della valvola grande è usurata. Smerigliare la superficie di contatto del corpo valvola e del nucleo della valvola con carta vetrata 1000-1500, pulirla e riprovare.
“Interruttore della testina di taglio“
Impossibile sigillare l'acqua: Dopo il taglio, quando l'interruttore viene spostato nella seconda posizione, l'alta pressione non si ferma. Questo può causare la smerigliatura del pezzo se la macchina rimane in funzione.
Passi per la risoluzione dei problemi: Innanzitutto, verificare la presenza di aria aperta. Quindi, verificare che la valvola dell'aria funzioni correttamente.
Se il problema persiste dopo la risoluzione dei problemi, smontare la valvola di scarico della testa di taglio e ispezionare l'ago e la sede per verificare l'usura o l'inadeguatezza. Se necessario, sostituire le parti usurate.
“Computer“
Non funziona: se il computer non funziona, consultare la sezione 5 per la risoluzione dei problemi. Se non si riesce a risolvere il problema, rivolgersi a un esperto di manutenzione informatica.
Backup: In caso di paralisi del sistema, è disponibile un backup sul disco rigido, che può essere ripristinato utilizzando la funzione "ripristino fantasma con un clic".
Riparazione: Per altri guasti, il computer può essere portato in un'officina di riparazione. Tuttavia, assicuratevi che il nuovo sistema installato includa il software Auto CAD e il software di taglio Ncstudio per garantirne la corretta funzionalità.
Connessione di rete: Il reparto informatico deve collegare il cavo di rete a Internet per evitare qualsiasi potenziale contaminazione.
Pulizia dalla polvere: Si consiglia di pulire regolarmente il computer per rimuovere eventuali accumuli di polvere.
"Taglio del software“
1-1) Se all'apertura del software di taglio viene visualizzato un messaggio di errore che dice "Hardware self-check error" (errore di autoverifica dell'hardware), seguire questi passaggi per aggiornare il driver:
Fare clic con il tasto destro del mouse su "Risorse del computer".
Andare a "Gestione dispositivi".
Individuare la "Scheda dispositivo CNC" e fare doppio clic per aprirla.
Individuare la "scheda di controllo Nike" e fare clic con il pulsante destro del mouse per aggiornare il driver.
Selezionare la posizione dall'elenco e fare clic su "Avanti".
Continuare con il passaggio successivo fino al completamento dell'aggiornamento.
Nota: non passare al passaggio successivo prima di aver terminato quello attuale.
1-2) Se l'aggiornamento del driver non risolve il problema, provare a reinstallare il software di taglio. Se il problema persiste, riprovare in un secondo momento.
1-3) Se i passaggi precedenti non hanno avuto successo, potrebbe essere necessario smontare il computer per risolvere il problema.
Individuare la scheda di controllo di Nikai e rimuoverla.
Pulire eventuali accumuli di polvere con alcool anidro o un panno morbido.
Pulire le dita metalliche con una gomma da cancellare.
Reinstallare la scheda di controllo e riprovare.
Se il problema persiste, provare a cambiare la posizione dello slot e riprovare a eseguire i passaggi.
2) Se non viene visualizzato alcun messaggio di errore all'apertura del software, ma non si riesce a premere alcun pulsante o a installare il software di taglio, provare a eseguire le seguenti operazioni:
Eseguire una scansione antivirus del computer per rilevare eventuali infezioni da virus.
Se il problema persiste, si consiglia di eseguire una nuova installazione del sistema, poiché il software potrebbe essere stato infettato da un virus.
Nota: prima di procedere all'installazione di un nuovo sistema, assicurarsi di eseguire il backup dei dati e dei file importanti.
3) Se il software non è in grado di controllare la macchina, seguire questi passaggi per risolvere il problema:
Assicurarsi che i tre pulsanti di arresto di emergenza non siano inseriti.
Verificare la presenza di eventuali allarmi software o hardware, compreso l'encoder dietro il quadro elettrico.
Controllare il software, diagnosticare eventuali problemi e verificare le porte hardware.
Osservare le spie di stato sulle porte. Una luce rossa fissa è normale, mentre una luce verde fissa indica un problema.
Utilizzare la funzione F5 per modificare la polarità, se necessario. Verificare se questo risolve il problema.
Verificare che l'asse XYZ non abbia raggiunto il suo limite.
Verificare che il manometro e il termoregolatore non diano alcun allarme.
Nota: se non si riesce a risolvere il problema, rivolgersi a un tecnico qualificato.
4) Se il software non funziona ancora, spegnere l'alimentazione e riprovare.
5) Se non è possibile aprire il disegno, verificare se è attualmente aperto in CAD. Chiudere CAD e aprire il disegno desiderato.
6) Posizione di origine:
Quando si verifica il corretto funzionamento, la pressione del pulsante di arresto di emergenza può provocare il movimento dell'origine.
Se l'asse XY viene testato per i suoi limiti, potrebbe anche causare lo spostamento dell'origine. Verificare se il pezzo in lavorazione si muove o se non è fissato correttamente.
7) Se l'asse XY è inattivo:
Controllare se ha raggiunto il limite o se il pulsante di arresto di emergenza è inserito.
Controllare se ci sono allarmi dall'encoder (situato dietro il quadro elettrico) e premere il pulsante di arresto di emergenza per 15 secondi prima di riavviare.
Nota: se il problema persiste, rivolgersi a un tecnico qualificato.
10. Manutenzione
Rifornire regolarmente la macchina, compresi i 3 assi XYZ, il serbatoio dell'olio della piattaforma di sollevamento e il serbatoio dell'olio del motore principale. Utilizzare olio idraulico per la macchina e assicurarsi che sia resistente alle alte temperature. Controllare il livello dell'olio nei serbatoi a intervalli regolari.
Pulire il guscio della macchina dopo ogni giornata di lavoro o turno, facendo attenzione a non far cadere l'acqua sul quadro elettrico, sui tre motori della macchina utensile o sull'host. Ciò potrebbe causare perdite elettriche o danni alle parti.
Controllare regolarmente tutte le parti e i dadi per verificare che non vi siano perdite d'acqua, denti che scivolano e allentamenti.
Quando si installano o si rimuovono le parti, pulirle accuratamente. Durante l'installazione, applicare la colla blu (antiaderente per filettature) sulle aree filettate. Evitare l'uso di altre sostanze, come il burro o l'olio lubrificante, che potrebbero far attaccare le parti.
Controllare regolarmente che i componenti elettrici non siano allentati e che non vi sia il rischio di caduta di sezioni del circuito. Ricordarsi di spegnere l'alimentazione prima di eseguire questi controlli.
Prospettive di sviluppo della tecnologia di lavorazione a getto d'acqua
Miglioramento dell'affidabilità e della longevità operativa
L'attenzione dovrebbe essere rivolta al miglioramento della durata e delle prestazioni dei componenti critici, tra cui pompe ad alta pressione, tubi flessibili ad alta pressione, connettori e ugelli. È possibile utilizzare materiali avanzati e tecniche di ingegneria di precisione per migliorare la resistenza all'usura e la stabilità operativa. Questa ottimizzazione non solo aumenterà l'efficienza complessiva, ma ridurrà anche il consumo di abrasivo e di energia, portando in ultima analisi a un miglioramento del rapporto costo-efficacia e della competitività sul mercato.
Implementazione di sistemi di controllo intelligenti
L'integrazione di sistemi di controllo adattivi in tempo reale consente la regolazione dinamica dei parametri di processo durante la lavorazione, migliorando in modo significativo l'accuratezza e la precisione. Questo approccio avanzato consente la produzione di componenti con requisiti di precisione rigorosi, rivaleggiando con i vantaggi tecnici ed economici della lavorazione al plasma e al laser. Gli algoritmi di apprendimento automatico possono essere incorporati per ottimizzare i percorsi di taglio, prevedere le esigenze di manutenzione e regolare con precisione i flussi di abrasivo in base alle proprietà del materiale e alla profondità di taglio.
Espansione dei domini applicativi
La versatilità della lavorazione a getto d'acqua continua a crescere, passando dalle tradizionali operazioni di taglio e sbavatura bidimensionali ad applicazioni più complesse. Queste includono la lavorazione di fori di precisione, la sagomatura tridimensionale delle superfici e persino la microlavorazione. Le applicazioni emergenti nel settore aerospaziale, nella produzione di dispositivi medici e nella lavorazione di materiali compositi avanzati dimostrano l'adattabilità e il potenziale di questa tecnologia per i settori produttivi ad alto valore.
Ricerca teorica e modellazione avanzata
L'enfasi sulla ricerca fondamentale è fondamentale per spingere i confini della tecnologia a getto d'acqua. Lo sviluppo di modelli completi di lavorazione a getto d'acqua che tengano conto della dinamica dei fluidi, del comportamento delle particelle abrasive e dei meccanismi di asportazione del materiale fornirà una visione più approfondita del processo. Studi avanzati sulla teoria del flusso multifase, abbinati a simulazioni di fluidodinamica computazionale (CFD), possono portare a progettazioni ottimizzate degli ugelli, a una migliore efficienza di miscelazione dell'abrasivo e a una migliore comprensione dell'interazione getto-materiale. Queste basi teoriche favoriranno l'innovazione nella geometria degli ugelli, nella progettazione delle pompe e nell'efficienza complessiva del sistema.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come i produttori ottengano precisione ed efficienza nel taglio dell'acciaio inossidabile? Questo articolo approfondisce sei tecniche avanzate di taglio dell'acciaio inossidabile, evidenziandone i vantaggi e le applicazioni....
Immaginate di tagliare l'acciaio o il marmo con un semplice getto d'acqua. Questa è la potenza della tecnologia a getto d'acqua abrasivo, un metodo innovativo che utilizza acqua ad alta pressione...
Immaginate una tecnica di taglio così precisa da rivoluzionare la produzione di componenti essenziali per motori e trasformatori. Il taglio ad acqua delle lamiere di acciaio al silicio fa proprio questo, offrendo qualità ed efficienza superiori....
Vi siete mai chiesti quanto costa davvero gestire una macchina da taglio a getto d'acqua? Questo articolo analizza le spese totali, compreso l'ammortamento delle attrezzature, i materiali di consumo e la manodopera, offrendo una guida completa...
Come possono gli operatori rimanere al sicuro durante l'utilizzo delle macchine da taglio a getto d'acqua CNC? Questo articolo evidenzia le linee guida fondamentali per la sicurezza, dai preparativi per l'avvio alla risoluzione dei problemi più comuni. Imparerete le precauzioni essenziali, come...