Correggere i giunti di saldatura a filetto: Una guida passo passo
Vi siete mai chiesti come garantire saldature a filetto sempre perfette? Questa guida approfondisce gli elementi essenziali per ottenere giunti di saldatura a filetto di alta qualità. Imparerete a selezionare i materiali giusti, a pulire con precisione, ad assemblare correttamente e a utilizzare le principali tecniche di saldatura. Alla fine dell'articolo, avrete consigli pratici per migliorare le vostre abilità di saldatura e produrre saldature impeccabili che soddisfino gli standard più severi. Immergetevi e scoprite i segreti per padroneggiare le saldature a filetto.
La saldatura di raccordo è la tecnica di saldatura più comunemente utilizzata per giuntare le strutture in acciaio durante il processo di saldatura. Di conseguenza, i saldatori si imbattono spesso in vari tipi di saldatura di raccordo, ciascuno con standard diversi.
Quindi, come possiamo assicurarci di saldare correttamente i filetti e di produrre filetti di alta qualità che soddisfino i requisiti necessari? Oggi vorrei fornire una breve introduzione a questo argomento.
1. Selezione del metallo di base
Prendiamo come esempio il pannello di prova di dimensioni 200 realizzato in Q355 per una breve introduzione.
2. Selezione dei materiali di saldatura
Materiale di saldatura: E5015 (J507) bacchetta per saldatura La temperatura di essiccazione deve essere di 350 ℃, la conservazione del calore deve essere di 1 ora e il filo di saldatura deve essere conforme allo standard nazionale ER50-6 (standard americano ER70S-6).
3. Pulizia prima della saldatura
Per la saldatura a filetto, è essenziale pulire entrambi i lati della saldatura entro un intervallo di 15-20 mm. La superficie della piastra deve essere priva di pellicole di ossido, ruggine, olio o acqua, che possono essere rimosse con una mola o con un trattamento chimico.
4. Fissaggio del punto di montaggio
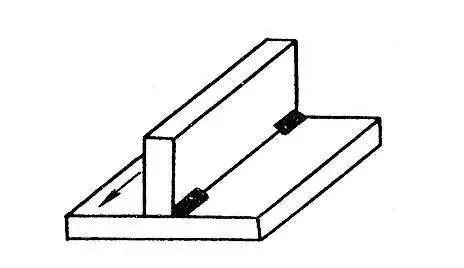
Idealmente, lo spazio di saldatura per la saldatura a filetto dovrebbe essere ridotto al minimo. Il fissaggio a punti viene solitamente eseguito sul retro della piastra, con una lunghezza di circa 10 mm. In genere, per il fissaggio sono sufficienti due o tre punti, come illustrato nel diagramma seguente:
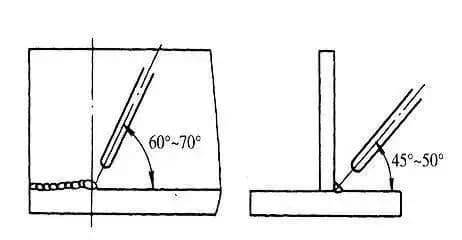
1.1 Angolo dell'elettrodo e metodo di manipolazione dell'elettrodo
L'angolo dell'elettrodo per la saldatura a filetto piatto radice è illustrato nella figura. Per garantire una saldatura corretta, far scoccare l'arco sul lato sinistro della piastra di prova ed eseguire brevi saldatura ad arco.
Utilizzare un elettrodo diritto per saldare a destra e allineare l'arco con l'angolo superiore della radice. Premere l'arco per assicurarsi che l'angolo superiore e le due piastre laterali siano fuse.
Quando si esegue la saldatura d'appoggio, utilizzare il metodo di spostamento dell'elettrodo in linea retta per l'oscillazione. Anche la saldatura rapida senza oscillazione può raggiungere la penetrazione richiesta.
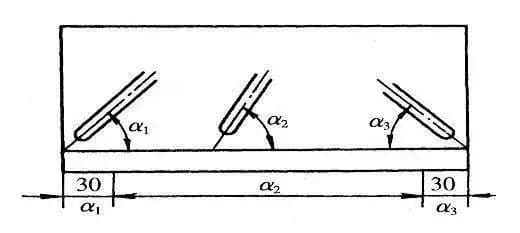
All'inizio e alla fine di un'operazione di saldatura, è frequente che si verifichi un bias magnetico, che può avere un impatto negativo sulla qualità della saldatura. Per attenuare questo fenomeno, è necessario regolare in modo appropriato l'angolo del filo di saldatura.
In genere, puntare l'arco verso il bagno di fusione può aiutare a controllare il bias magnetico che soffia e a garantire una maggiore saldatura di qualità.
Come mostrato nella figura.
1.2 Giunto a cordone di saldatura
L'arco deve iniziare 10 mm prima del cratere sul giunto. Mentre l'arco allungato si muove rapidamente verso il cratere, riempire il cratere lungo la sua forma, quindi procedere con la saldatura normale.
Saldatura del coperchio
Prima della saldatura, è importante rimuovere le scorie e gli spruzzi di saldatura dalla passata principale per evitare difetti di inclusione di scoria.
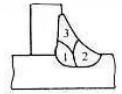
Il coperchio deve essere saldato due volte, iniziando con il cordone di saldatura inferiore e poi con quello superiore.
Quando si salda il cordone di saldatura inferiore, l'arco deve essere allineato con il bordo inferiore del cordone di saldatura principale e l'elettrodo deve essere spostato in linea retta con un angolo di elettrodo superiore a 45°.
Quando si salda il cordone superiore, l'arco deve essere allineato con il bordo superiore del cordone radicale. L'elettrodo può oscillare lateralmente mentre si muove in linea retta, con un angolo dell'elettrodo inferiore a 45°, come mostrato nella figura seguente:
Schema di ogni strato di pavimentazione
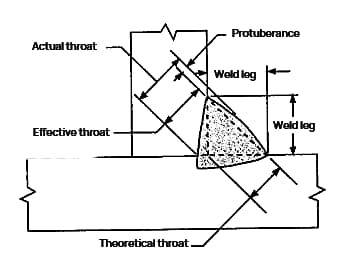
Rappresentazione delle dimensioni del filetto
Saldatura a filetto in proiezione
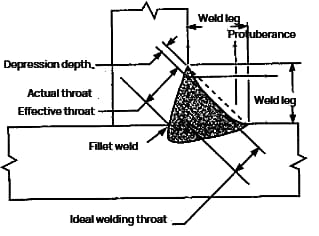
Saldatura a filetto incassata
Gola teorica: la distanza verticale dalla radice del giunto allo smusso nel triangolo rettangolo inscritto più grande tracciato nel profilo della saldatura di raccordo.
Gola efficace: la distanza minima dalla superficie della saldatura di raccordo alla radice della saldatura meno la parte sollevata.
Gola effettiva: la distanza minima tra la superficie della saldatura di raccordo e la radice della saldatura.
Nel caso di una saldatura a filetto concava, poiché non esiste una parte convessa, la gola effettiva è uguale alla gola reale.
Dimensione della gamba: la distanza dalla radice del giunto alla punta della saldatura di raccordo.
Punta di saldatura: il punto di intersezione tra la superficie di saldatura e il metallo base.
Nel determinare le dimensioni di una saldatura di raccordo, è importante stabilire se la saldatura è convessa o concava.
Convesso saldature a filetto presentano una superficie di saldatura leggermente rigonfia, in relazione all'altezza del rigonfiamento.
L'altezza del rigonfiamento di una saldatura a filetto è equivalente all'altezza di rinforzo di una saldatura a scanalatura.
Se si nota un'ammaccatura nella saldatura, significa che la superficie di saldatura è svasata.
Sia per le forme convesse che per quelle concave, la dimensione di una saldatura di raccordo con gambe di uguale altezza è espressa come "il bordo retto del più grande triangolo rettangolo isoscele ottenuto nel profilo della saldatura di raccordo (due gambe sono di uguale lunghezza)".
Di conseguenza, il cordone di saldatura di un cordone convesso è uguale alla dimensione della saldatura, mentre la dimensione del cordone di saldatura di un cordone concavo è leggermente inferiore alla lunghezza del cordone.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Per ottenere una saldatura impeccabile non basta solo l'abilità, ma è necessario padroneggiare l'interazione tra tensione e corrente. Questi due parametri sono la linfa vitale della saldatura e determinano...
Vi siete mai chiesti perché le strutture saldate a volte falliscono nonostante il loro aspetto robusto? Questo articolo si addentra nelle sfide nascoste della saldatura, esplorando come il riscaldamento e il raffreddamento non uniformi possano...
Vi siete mai chiesti come fanno i saldatori a ottenere giunzioni perfette in posizioni difficili? La saldatura 6GR è una tecnica specializzata per la saldatura di condotte con un anello di ostacolo a 45°, fondamentale per garantire...
Questo articolo esplora l'affascinante mondo della saldatura, dalla saldatura ad arco manuale alle tecniche avanzate con schermo a gas. Scoprirete i metodi, i vantaggi e le applicazioni dei vari processi di saldatura. Preparatevi a...


 a=7 mm
a=7 mm