Nella produzione industriale, alcune apparecchiature a funzionamento continuo, come tubazioni, valvole e contenitori, sviluppano perdite per vari motivi. Queste perdite compromettono la stabilità della normale produzione e la qualità dei prodotti, inquinano l'ambiente di produzione e causano inutili sprechi.
Nei casi più gravi, la fuoriuscita di alcune sostanze, come gas e oli tossici, può comportare rischi significativi per la sicurezza delle operazioni e dell'ambiente circostante.
Pertanto, le perdite di alcuni prodotti industriali non possono essere ignorate e devono essere affrontate tempestivamente. Tuttavia, è una sfida tecnica porre rimedio alle perdite da apparecchiature sotto pressione, contenenti sostanze chimiche infiammabili, esplosive o tossiche.
La sigillatura di perdite in apparecchiature pressurizzate contenenti olio o sostanze tossiche comporta una forma speciale di saldatura in condizioni di lavoro anomale. Si tratta di un metodo diverso dalle procedure di saldatura standard e che enfatizza la sicurezza durante le operazioni.
Prima di procedere alla saldatura, è necessario adottare misure di sicurezza preventive per proteggere l'area di lavoro, il saldatore e gli altri lavoratori da eventuali incidenti. Il saldatore deve essere esperto e qualificato e la guida di un tecnico esperto in saldatura è essenziale per un funzionamento sicuro.
Ad esempio, quando si ha a che fare con un certo tipo di serbatoio dell'olio, è fondamentale capire la capacità, il punto di infiammabilità e la pressione dell'olio al suo interno. Solo quando ci si assicura che il processo di saldatura non causeranno danni alle persone o incidenti di sicurezza più gravi, se dovessero iniziare le operazioni di costruzione.
Pertanto, prima e durante l'operazione di saldatura, è necessario attenersi ai seguenti punti:
1. Rilascio sicuro della pressione.
Prima di procedere alla saldatura a tenuta, è fondamentale verificare se la pressione dell'apparecchiatura da saldare possa potenzialmente causare danni alle persone. Inoltre, sotto l'influenza della calore di saldatura L'apparecchiatura deve essere dotata di un passaggio sicuro per il rilascio della pressione, come ad esempio una valvola di sicurezza installata.
2. Controllo della temperatura.
Prima della saldatura, è necessario predisporre tutte le misure di prevenzione degli incendi e delle esplosioni e di raffreddamento. Durante la saldatura, il saldatore deve attenersi rigorosamente all'apporto termico minimo specificato nella documentazione di processo. Contemporaneamente, durante la saldatura devono essere attuate misure di raffreddamento sicure per evitare l'accensione o l'esplosione.
3. Prevenzione degli avvelenamenti.
Quando si esegue una saldatura a tenuta su un contenitore o una conduttura contenente sostanze tossiche, è fondamentale garantire la ventilazione tempestiva di eventuali gas tossici fuoriusciti e la fornitura di aria fresca. È inoltre necessario adottare misure per isolare qualsiasi potenziale inquinamento derivante dalla fuoriuscita di sostanze tossiche.
Saldatura Metodi di sigillatura delle perdite
Ecco alcuni metodi di sigillatura delle perdite di saldatura comunemente utilizzati nella pratica ingegneristica per l'apprendimento e il miglioramento di tutti.
1. Metodo di saldatura a torsione di martello
Questo metodo è applicabile per crepe da saldatura, soffiature e porosità in contenitori e tubazioni a bassa pressione. È necessario utilizzare il più possibile bacchette di piccolo diametro e la corrente di saldatura deve seguire rigorosamente i requisiti del processo.
L'operazione adotta il metodo di saldatura rapida, utilizzando il calore dell'arco per riscaldare l'area circostante il punto di perdita. Dopo lo spegnimento dell'arco, si spinge rapidamente verso la perdita con un martello a mano o una pala affilata, martellando la saldatura mentre si salda.
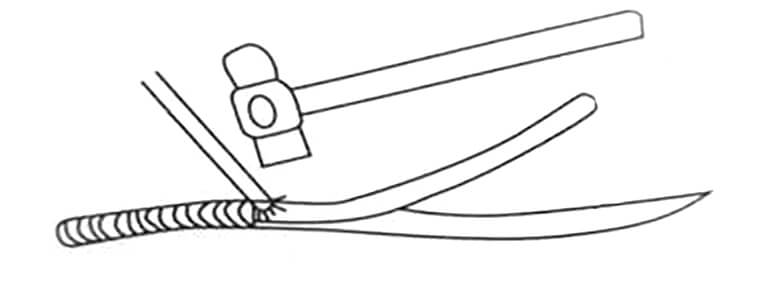
2. Metodo di saldatura a rivettatura
Quando alcune crepe sono più ampie o il diametro dei fori o delle porosità è maggiore, la torsione del martello diventa difficile. Può essere utile rivettare prima la fessura o il foro con un filo di ferro adatto o con una spatola. bacchetta per saldatura per ridurre la pressione e il flusso della perdita, quindi completare la saldatura con una saldatura rapida e a bassa corrente.
Il punto chiave di questo metodo è quello di bloccare solo una sezione alla volta, quindi saldare rapidamente, ripetendo il processo di blocco e saldatura come mostrato nella Figura 1.
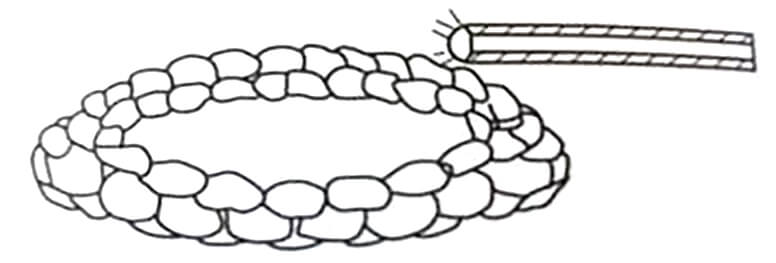
3. Metodo di saldatura Top-Flow
Alcune perdite si verificano a causa della corrosione e dell'assottigliamento da usura. In questi casi, è opportuno evitare la saldatura diretta sul punto della perdita, poiché può provocare fori più grandi. Invece, saldatura a punti devono essere eseguiti in posizioni adeguate, adiacenti o al di sotto della perdita. Queste aree, che non presentano perdite, servono come base per la creazione di un bagno di saldatura.
Quindi, come le rondini costruiscono i nidi con il fango, circondare gradualmente la perdita con la saldatura, riducendo l'area della perdita un po' alla volta. Infine, sigillare la perdita utilizzando un filo di saldatura di piccolo diametro con una corrente di saldatura appropriata, come illustrato nella Figura 2.
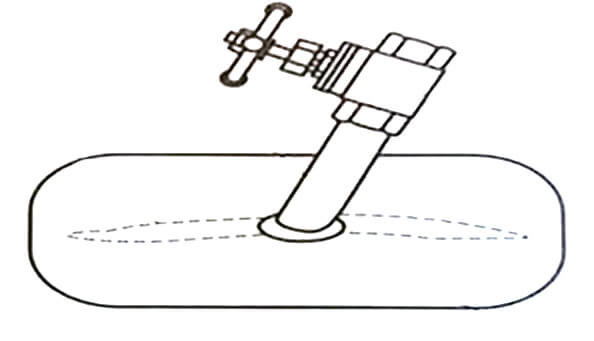
4. Metodo di saldatura a deviazione
Questo metodo è applicabile alla saldatura quando l'area della perdita è ampia, la portata è elevata o la pressione è notevole, come mostrato in Figura. In base alla forma della perdita, viene creata una toppa con un dispositivo di chiusura.
Per le perdite gravi, il dispositivo di chiusura è costituito da un tratto di tubo di deviazione dotato di valvola; per le perdite minori, un dado è pre-saldato sulla toppa. La superficie della toppa deve essere superiore a quella della perdita e il dispositivo di chiusura sulla toppa deve essere rivolto direttamente verso la perdita.
Uno strato di sigillante viene applicato intorno all'area di contatto tra la toppa e la perdita, consentendo al fluido che perde di fuoriuscire attraverso il tubo di deviazione, riducendo le perdite intorno alla toppa. Una volta che la toppa è stata saldata correttamente, la valvola viene chiusa o il bullone viene serrato.
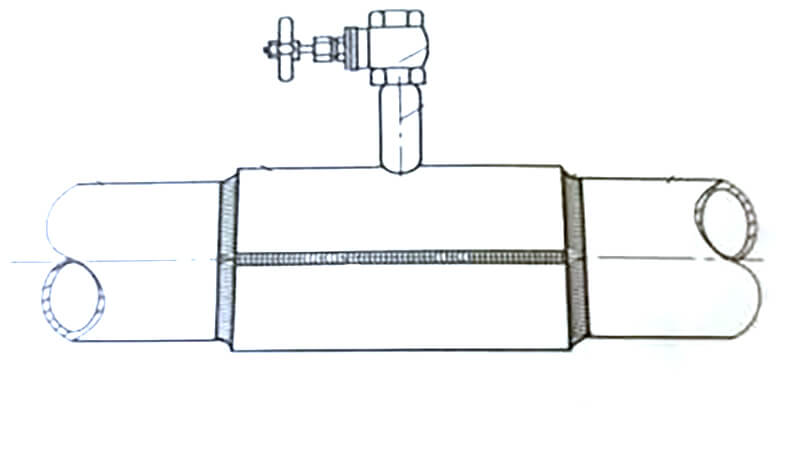
5. Metodo di saldatura dei tubi a manicotto
Quando un tubo perde in modo esteso a causa della corrosione o dell'usura, si utilizza un tubo manicotto dello stesso diametro o in grado di racchiudere con precisione il tubo che perde. La lunghezza del tubo manicotto viene determinata in base all'area della perdita.
Il tubo del manicotto viene tagliato simmetricamente in due metà e vi viene saldato un tubo di deviazione, utilizzando lo stesso procedimento di saldatura della saldatura di deviazione. Per quanto riguarda la sequenza di saldatura, è necessario saldare prima il cordone circonferenziale tra il tubo e il manicotto, quindi il cordone di saldatura del manicotto. cordone di saldatura del manicotto stesso, come illustrato nella Figura seguente.
6. Saldatura di contenitori per infiltrazioni di olio
Saldatura continua non può essere utilizzata; è fondamentale garantire che la temperatura del cordone di saldatura non aumenti troppo. La saldatura a punti è seguita da un raffreddamento immediato. Ad esempio, dopo aver saldato a punti alcuni punti, i punti saldati vengono immediatamente raffreddati con una garza imbevuta d'acqua.
A volte può essere necessario combinare diversi metodi di chiusura delle perdite. Il processo di saldatura per fermare le perdite richiede flessibilità per garantire il successo.
Tuttavia, non tutti i materiali metallici sono adatti al metodo di chiusura per saldatura. Solo i comuni acciai a basso tenore di carbonio e gli acciai a basso tenore di acciaio legato possono implementare questi metodi di arresto delle perdite.
L'acciaio inossidabile austenitico può essere riparato mediante saldatura solo se è confermato che il metallo di base vicino al punto di perdita può subire una significativa deformazione plastica. In caso contrario, non può essere riparato mediante saldatura.
Il fluido all'interno del tubo in acciaio resistente al calore è solitamente vapore ad alta temperatura e ad alta pressione. Le perdite che si verificano dopo un servizio prolungato non possono essere riparate sotto pressione. L'acciaio per basse temperature non consente saldatura a pressione riparazioni.
Tutti i metodi di chiusura delle perdite per saldatura sopra citati sono misure temporanee. Non possiedono le proprietà meccaniche che la saldatura può ottenere in senso stretto.
Quando l'apparecchiatura non è sotto pressione e non è dotata di un mezzo, è necessario rimuovere completamente questo stato di saldatura temporanea che blocca le perdite, e risaldarlo o ripararlo in altro modo per soddisfare i requisiti di utilizzo del prodotto.
Conclusione
Bloccaggio delle perdite tecnologia di saldatura è una tecnica di emergenza necessaria nel processo di produzione continua con lo sviluppo della produzione moderna.
La gestione degli incidenti di perdita richiede tempestività e, in seguito, un'accurata lavorazione di sostituzione sul luogo della perdita. L'applicazione della tecnologia di arresto delle perdite richiede flessibilità.
Per la gestione di una perdita si possono combinare più metodi di saldatura, con l'obiettivo primario di non avere perdite dopo la saldatura.