Cos'è la frenatura a pressione (guida per principianti)
Vi siete mai chiesti come le lamiere vengono modellate con precisione in varie forme? La pressatura è un processo affascinante che fa proprio questo. Applicando una forza a una lastra di metallo su uno stampo, si piega e si modella il materiale nelle forme desiderate. Questo articolo esplora diversi metodi di pressatura, come la piegatura ad aria e la coniatura, illustrandone le applicazioni e i vantaggi. Imparerete le sfumature di ciascuna tecnica e capirete perché la pressopiegatura è essenziale nella fabbricazione dei metalli. Immergetevi per scoprire l'intricata arte di trasformare il metallo con precisione.
La frenatura a pressa è il processo meccanico di deformazione del materiale in fogli appoggiato su uno stampo femmina (a forma di "V") applicando una forza attraverso il punzone.
La deformazione permanente della lamiera si verifica lungo la linea di contatto quando la forza supera il limite di snervamento del materiale.
Esistono due metodi per generare la forza necessaria a piegare la lamiera:
Il metodo più comune è quello di un volano e di una manovella eccentrica che muovono una trave scorrevole (ariete). Questo metodo viene comunemente chiamato pressa meccanica freno.
Il metodo preferito è la forza idraulica o idromeccanica sullo slittone della pressa piegatrice. Cilindri idraulici, collegati allo slittone della pressa direttamente o tramite leveraggio, convertono l'energia dell'olio idraulico pressurizzato in forza meccanica.
Dopo il taglio, la pressa piegatrice è una delle operazioni più semplici da eseguire con lamiera e fondamentalmente comporta la deformazione plastica a freddo della lamiera.
Un requisito essenziale per la piegatura è la piegabilità del materiale, cioè la sua capacità di essere piegato senza incrinarsi o rompersi. Questa proprietà richiede buona malleabilità e allungamento, purezza e bassa durezza. L'acciaio dolce con una bassa percentuale di carbonio (< 0,2%) e una bassa durezza. acciaio legato (nessuno degli elementi aggiunti che raggiungono il 5%) hanno una buona piegabilità.
Grazie all'ampia gamma di utensili standard per presse piegatrici e all'impostazione molto rapida della macchina, la pressatura offre la possibilità di ottenere prodotti con caratteristiche diverse per soddisfare esigenze diverse.
Ciò è in contrasto con l'imbutitura profonda (ad esempio per i componenti delle automobili), che consente di produrre una gamma illimitata di forme irregolari, ma richiede molto tempo e costi elevati per progettare e produrre lo stampo necessario, senza possibilità di modificare i risultati.
L'imbutitura è quindi conveniente per la produzione di quantità elevate, mentre la pressa piegatrice ha un utilizzo molto più ampio.
La frenatura a pressa avviene ponendo una lamiera tra un utensile superiore e uno inferiore (rispettivamente punzone e matrice); il punzone viene abbassato verso la matrice e spinge la lamiera al suo interno provocandone la deformazione plastica permanente.
Con la pressatura è possibile ottenere pro-file piuttosto complicati eseguendo le curve nella giusta sequenza. La lamiera viene solitamente spostata e posizionata a mano.
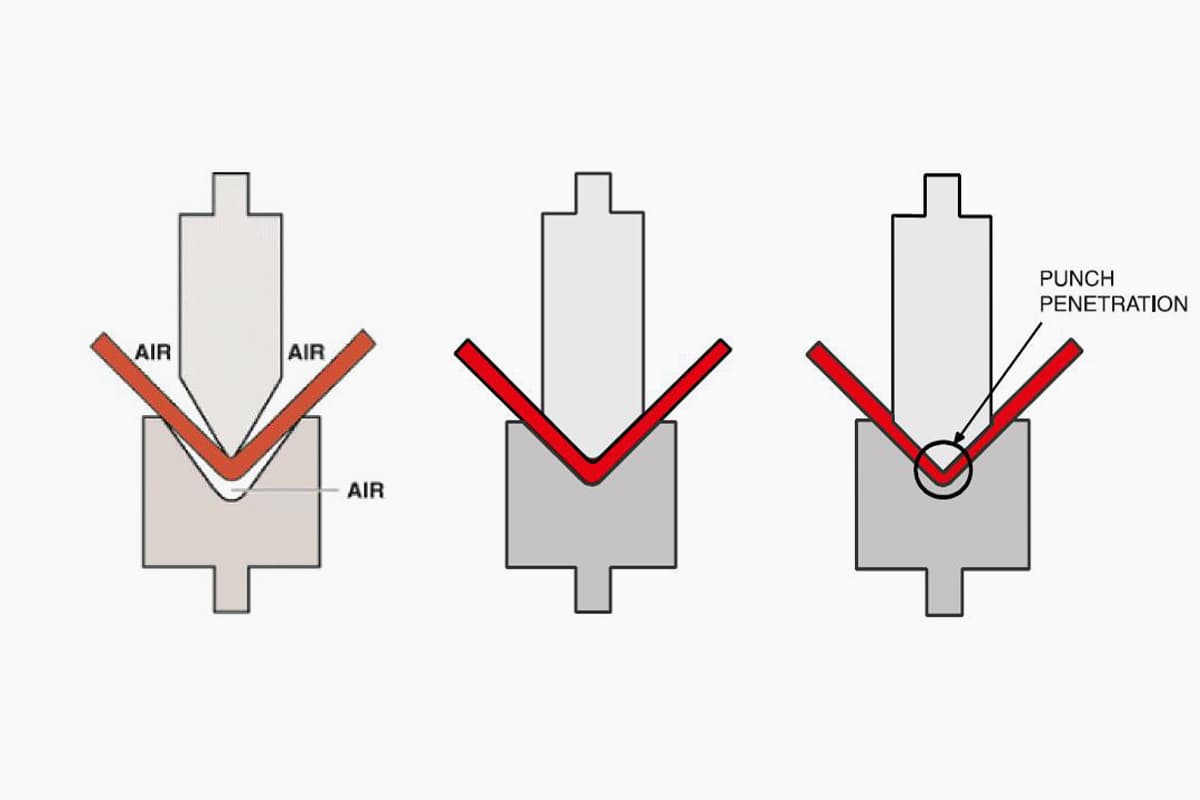
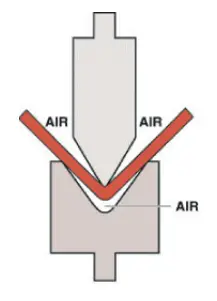
Piegatura ad aria
Piegatura ad aria
Con piegatura ad ariaIl foglio viene deformato in un contatto a tre punti tra il punzone e le spalle arrotondate della matrice. Il materiale della lastra non entra in contatto con i lati della matrice o del punzone.
Nota:
Quando la forza applicata viene rilasciata, si verifica un parziale ritorno elastico, dovuto alle proprietà elastiche del materiale.
I tipici stampi di piegatura ad aria sono configurati con un angolo incluso di 85 gradi, in modo che il pezzo possa essere piegato eccessivamente, con conseguente ritorno elastico ai 90 gradi desiderati.
Con la piegatura ad aria, l'operatore può formare pezzi con angoli di piegatura diversi utilizzando lo stesso set di stampi per un determinato spessore di materiale. Ciò si ottiene controllando la penetrazione del punzone nel pezzo da lavorare sopra lo stampo.
Le matrici acute con un angolo incluso di 60 gradi possono essere utilizzate per aerare foglio di piegatura pezzi di calibro in metallo per angoli inclusi superiori a 60 gradi. L'angolo del pezzo formato è determinato dalla profondità di penetrazione del punzone nello stampo.
I requisiti di tonnellaggio per la piegatura ad aria sono tipicamente pubblicati per l'acciaio dolce con resistenza alla trazione, spessore del materiale e configurazione dell'apertura dello stampo specificati. Si veda la Figura 2.2-1.
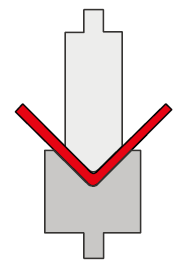
Piegatura del fondo
Piegatura del fondo
Con la piegatura dal basso, il punzone applica un tonnellaggio sufficiente affinché la lamiera si conformi alla geometria dello stampo. Con questo metodo, la parte formata dovrebbe subire un'esperienza minima o nulla. ritorno a molla.
L'angolo di inclusione dello stampo è normalmente di 90 gradi.
I requisiti tipici di tonnellaggio per la piegatura dal basso sono fino a quattro volte superiori rispetto alla piegatura ad aria.
Sebbene le variazioni nell'angolo del pezzo formato siano ridotte con la piegatura dal basso, lo stampo è limitato a un'operazione di formatura del pezzo con un solo angolo.
Coniatura
Coniatura
Con la coniatura, il punzone applica un tonnellaggio sufficiente a far sì che la lamiera si conformi alla geometria dello stampo e subisca un leggero assottigliamento nel punto di contatto. Con questo metodo, il pezzo formato non dovrebbe subire alcun ritorno elastico.
L'angolo di inclusione dello stampo è normalmente di 90 gradi.
I requisiti tipici di tonnellaggio per la coniatura sono da quattro a otto volte superiori a quelli della piegatura ad aria, uno svantaggio dovuto ai costi associati alla maggiore capacità. freni a pressa e la manutenzione di attrezzature e utensili.
Sebbene le variazioni nell'angolo del pezzo formato siano ridotte con la coniatura, il set di stampi è limitato a un'operazione di formatura del pezzo con un solo angolo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Come si può piegare con precisione un pezzo di lamiera senza fare tentativi ed errori? Il fattore Y è la chiave. Questo articolo spiega il fattore Y, una costante fondamentale utilizzata per calcolare...
Vi siete mai chiesti perché l'acciaio a volte si incrina durante la piegatura? In questo articolo esploriamo l'affascinante mondo della tecnologia di piegatura dell'acciaio, scoprendo le ragioni che stanno alla base di difetti comuni come...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo...
Avete mai avuto difficoltà a calcolare il giusto margine di piegatura per i vostri progetti di lamiera? In questo post del blog ci immergeremo nel mondo delle tolleranze di piegatura ed esploreremo come...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...