1. Principio della saldatura a proiezione
La saldatura a proiezione è un metodo di saldatura efficiente che consente di saldare contemporaneamente più punti. Può essere utilizzato come alternativa alla saldatura ad arco, brasaturae mordere.
Questo metodo ha il vantaggio di avere un'elevata velocità di elaborazione e un basso consumo, richiedendo solo energia.
Rispetto alla saldatura a punti, la saldatura a proiezione si differenzia per la prelavorazione di punti convessi sulla piastra o per l'utilizzo di profili e smussi che concentrano la corrente sulla piastra. materiale di saldatura come punti di contatto durante la saldatura.
Durante il processo di saldaturaLa pressione e la densità di corrente per unità di superficie aumentano grazie al contatto con i punti convessi, il che contribuisce a eliminare la pellicola di ossido sulla superficie della piastra, a concentrare il calore, a ridurre la deviazione e a diminuire l'interasse nella saldatura a punti. Ciò consente di eseguire la saldatura convessa a più punti contemporaneamente, migliorando la produttività e riducendo la deformazione del giunto.
Nella produzione di carrozzerie per autoveicoli, i dadi con saldatura a proiezione (dadi con protuberanze) sono tipicamente saldati su piastre sottili, consentendo un facile assemblaggio grazie alla sola necessità di serraggio dei bulloniche migliora l'efficienza dell'assemblaggio.
La saldatura a proiezione è un saldatura a resistenza tecnica in cui una o più sporgenze in rilievo vengono prelavorate sulla superficie di un pezzo per entrare in contatto con la superficie di un altro pezzo. Viene quindi applicata una corrente elettrica, che provoca il riscaldamento delle sporgenze e il loro collasso, formando così un giunto saldato.
La saldatura a proiezione è una variante di saldatura a punti.
Viene utilizzato principalmente per saldatura di acciaio a basso tenore di carbonio e parti di stampaggio in acciaio basso legato. Lo spessore ideale per la saldatura a proiezione di una piastra è compreso tra 0,5 e 4 mm, mentre la saldatura a punti è consigliata per spessori inferiori a 0,25 mm.
Con la crescita dell'industria automobilistica, la saldatura a proiezione, grazie alla sua elevata produttività, è diventata ampiamente utilizzata nella produzione di componenti automobilistici.
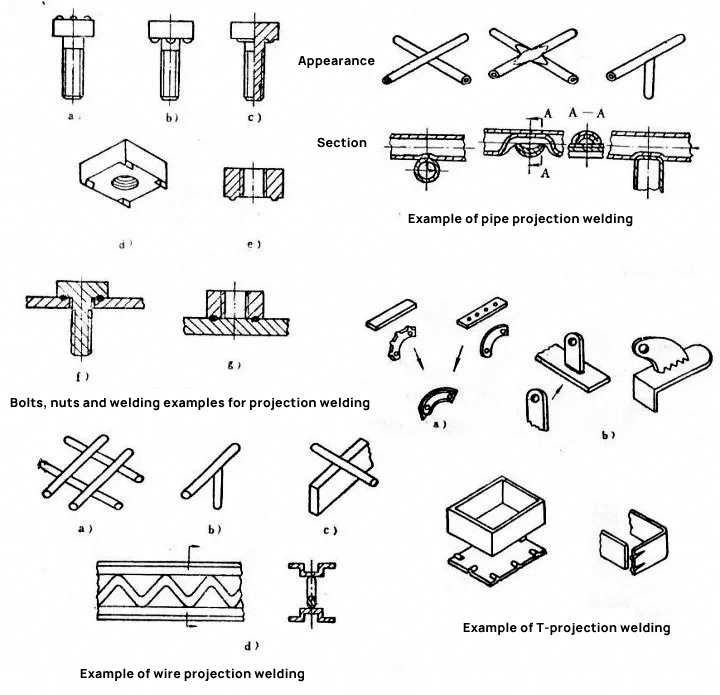
2. Classificazione della saldatura a proiezione
La saldatura a proiezione può essere classificata in diversi tipi, tra cui la saldatura a proiezione a punto singolo, la saldatura a proiezione a più punti, la saldatura ad anello, la saldatura a T, la saldatura a proiezione a rulli e la saldatura a filo incrociato.
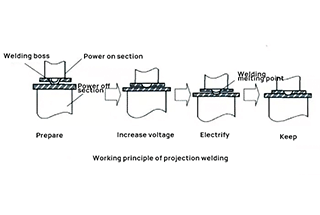
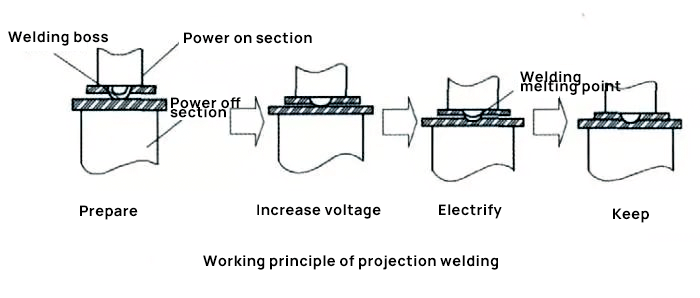
3. Tre fasi di formazione del bernoccolo
La saldatura a proiezione è un metodo di saldatura a resistenza che prevede la prelavorazione di uno o più punti di partenza convessi sulla superficie di un pezzo in modo che entrino in contatto con la superficie di un altro pezzo. I pezzi vengono quindi pressurizzati e riscaldati con l'elettricità, facendo collassare i punti convessi e formando un giunto saldato.
La formazione del giunto a urto è simile a quella della saldatura a punti e saldatura delle cuciture e può essere suddivisa in tre fasi: precarica, riscaldamento elettrico e cristallizzazione per raffreddamento.
1. Fase di precarica.
Sotto l'influenza della pressione dell'elettrodo, la superficie di adesione tra la proiezione e la piastra di fondo si espande, stabilizzando l'area conduttiva della piastra. zona di saldatura e la rottura della pellicola di ossido sulla superficie di incollaggio, dando vita a un forte legame fisico.
2. Accendere lo stadio di riscaldamento.
Il processo di saldatura si compone di due fasi: la fase di frantumazione e la fase di nucleazione.
Dopo la frantumazione della proiezione e l'incollaggio delle due piastre, si forma un'ampia area di riscaldamento.
Con il progredire del riscaldamento, la fusione dei singoli punti di contatto si espande, dando luogo alla formazione di un nucleo di fusione e di una zona plastica di dimensioni sufficienti.
3. Fase di cristallizzazione per raffreddamento.
Il processo di nucleazione è simile al processo di saldatura per nucleazione dopo la disattivazione della corrente di nucleazione.
4. Fattori che influenzano la qualità della saldatura a proiezione
Corrente di saldatura: La quantità di corrente necessaria per ogni punto di saldatura nella saldatura a proiezione è inferiore a quella necessaria per la saldatura a punti dello stesso punto. La corrente massima è quella che non provoca un'eccessiva estrusione di metallo con un'adeguata pressione dell'elettrodo. La corrente minima è quella che può fondere la proiezione prima che sia completamente schiacciata. La scelta della corrente di saldatura si basa principalmente sul materiale e sullo spessore del pezzo. Nella saldatura a proiezione a più punti, la corrente di saldatura totale è la somma della corrente richiesta da ciascuna proiezione.
Pressione dell'elettrodo: La pressione dell'elettrodo dovrebbe far collassare le proiezioni quando raggiungono il punto in cui si trova l'elettrodo. temperatura di saldatura e garantire un accoppiamento stretto tra i due pezzi. Se la pressione dell'elettrodo è troppo elevata, le sporgenze collassano prematuramente, riducendo l'efficacia della saldatura a proiezione e indebolendo la resistenza del giunto a causa della diminuzione della densità di corrente. D'altro canto, una pressione troppo bassa può provocare schizzi eccessivi. L'entità della pressione dell'elettrodo influisce sia sull'assorbimento che sulla dissipazione del calore. La pressione dell'elettrodo deve essere determinata in base al materiale e allo spessore del pezzo. In genere può essere calcolata come 1,5 volte la somma di tutti i punti, a condizione che la riduzione della proiezione non sia superiore a 10% quando l'alimentazione è spenta.
Punto di guasto della pressione dell'elettrodo: Il punto di errore della pressione dell'elettrodo è compreso tra 500 e 800 N per una piastra di 1 mm di spessore e tra 5000 e 6000 N per uno spessore di 5 mm.
Potenza di saldatura Puntuale: Si riferisce al tempo in cui la potenza di saldatura viene applicata a un punto. Il tempo di accensione per la saldatura a proiezione è più lungo di quello per la saldatura a punti. Per ridurre il tempo di accensione della saldatura, è necessario aumentare la corrente di saldatura, ma una corrente eccessiva può causare surriscaldamento e spruzzi. Per un determinato materiale e spessore del pezzo, il tempo di attivazione della saldatura deve essere determinato in base alla corrente di saldatura e alla rigidità della proiezione. In genere, il tempo di accensione per la saldatura a punto singolo è compreso tra 0,5 e 2,5 secondi. Per pezzi di spessore superiore a 3 mm, è possibile utilizzare tempi di accensione multipli, ad esempio da 3 a 5 volte, ciascuno con una durata da 0,04 a 0,8 secondi, con periodi intermittenti da 0,06 a 0,2 secondi, per evitare il surriscaldamento dei singoli punti.
Potenza di saldatura: La potenza elettrica necessaria per la saldatura di ciascun punto varia in base allo spessore del pezzo. Per un pezzo di 1 mm di spessore, la potenza richiesta è compresa tra 40 e 50 KW, mentre per un pezzo di 3 mm di spessore la potenza richiesta è compresa tra 80 e 100 kW. Quando si saldano pezzi dello stesso metallo, la proiezione deve essere eseguita sul pezzo più spesso. Quando saldare metalli diversiLa proiezione deve essere eseguita sul pezzo con conducibilità più elevata per ottenere un equilibrio termico tra i due pezzi.
5. Quali sono i vantaggi e gli svantaggi della saldatura a proiezione?
Vantaggi della saldatura a proiezione:
- È possibile saldare più punti di saldatura in un unico processo, limitato solo dalla capacità di regolazione della corrente e della forza.
- La saldatura a proiezione consente di saldare flange strette, in quanto presenta una grande concentrazione di corrente e limitate opportunità di smistamento sul punto di saldatura, con una distanza tra i punti di saldatura più ravvicinata rispetto alla saldatura a punti.
- La superficie di contatto dell'elettrodo nella saldatura a proiezione è più grande della sua proiezione e anche più grande della superficie di contatto dell'elettrodo utilizzato nella saldatura a punti con lo stesso diametro della pepita, il che comporta una minore manutenzione dell'elettrodo a causa della ridotta densità di corrente.
- La saldatura a proiezione può essere applicata a metalli troppo spessi per i collegamenti con la saldatura a resistenza a punti (RSW).
- Le dimensioni e la posizione della sporgenza possono essere selezionate in modo flessibile, consentendo un rapporto di spessore tra la sporgenza e il pezzo da saldare di 6 (o più) a 1. Questo è talvolta difficile da ottenere con la saldatura a punti per pezzi con un rapporto di spessore di circa 3 a 1.
- Il processo può essere utilizzato per giunti a tenuta stagna, come nella saldatura a proiezione anulare.
Svantaggi della saldatura a proiezione:
- Saranno necessari ulteriori processi, a meno che il pezzo non possa essere pressato nella forma richiesta quando si formano una o più sporgenze su un pezzo.
- L'allineamento del pezzo e il controllo delle dimensioni del rigonfiamento (in particolare della sua altezza) devono essere mantenuti entro tolleranze rigorose per garantire una qualità uniforme del giunto di saldatura quando si utilizza lo stesso elettrodo per saldare più giunti di saldatura contemporaneamente.
- Quando si esegue la saldatura a proiezione di più giunti di saldatura contemporaneamente, la distribuzione della proiezione è limitata dal percorso di derivazione della corrente, che potrebbe non allinearsi con la posizione desiderata.