Stampo di piegatura e formatura a Z: un'analisi strutturale
E se si potessero perfezionare le intricate piegature a Z del metallo con precisione e facilità? Questo articolo approfondisce le sfumature strutturali della piegatura a Z e dello stampo di formatura, evidenziando tecniche e calcoli essenziali. Scoprirete come ottimizzare i processi di piegatura, comprendere la distribuzione delle sollecitazioni e utilizzare stampi compositi per diversi materiali in lamiera. Sia che siate ingegneri o macchinisti, potrete ottenere informazioni che ottimizzano la produzione e migliorano l'accuratezza dei vostri progetti di lavorazione dei metalli. Immergetevi nella complessità della piegatura a Z e migliorate il vostro flusso di lavoro.
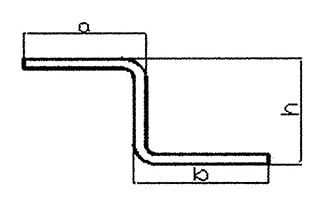
Il pezzo da piegare a forma di Z mostrato nella Figura 1 è un pezzo comunemente incontrato in produzione. Le dimensioni di h sono limitate dallo stampo inferiore e le dimensioni minime che possono essere piegate dallo stampo inferiore esistente sono indicate nella Tabella 1.
Tabella 1 Curvatura minima
Spessore della piastra
1
1.5
2
2.5
3
Dimensione minima
7
9.5
14
16
18
Nella produzione pratica, se ci sono numerosi stampi di piegatura a Z di dimensioni inferiori a quelle indicate, sarebbe necessario progettare uno stampo di piegatura composito per realizzare lo stampaggio primario. Questo stampo composito può essere utilizzato per piegare stampi di piegatura a Z di varie dimensioni su materiali diversi.
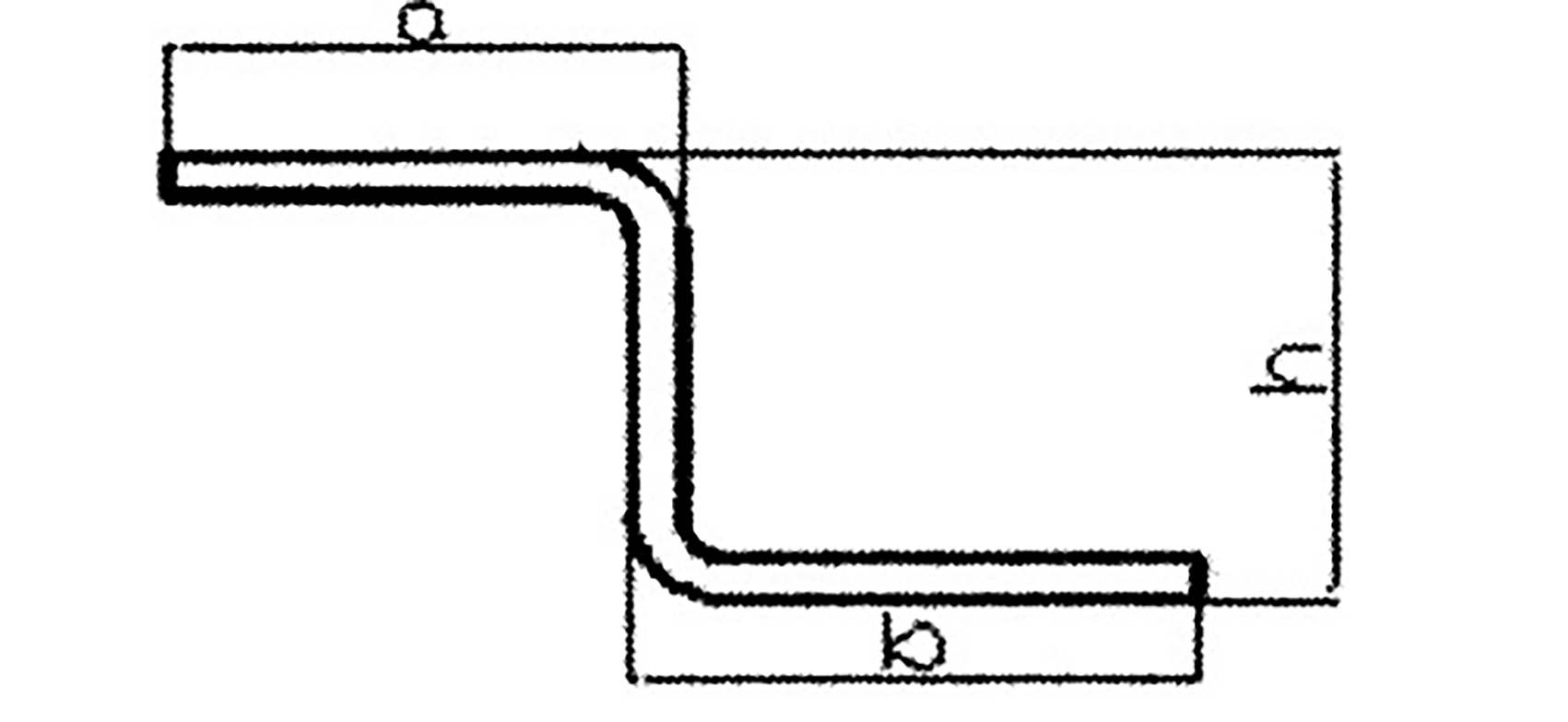
Come illustrato nella Figura 2, quando un lamiera è sottoposto a flessione, subisce un momento flettente, una forza di taglio e una pressione locale. Tuttavia, l'effetto principale della deformazione a flessione è il momento flettente.
L'applicazione di una forza esterna porta alla corrispondente deformazione della lamiera, che provoca anche la comparsa di una forza interna che resiste alla deformazione. La forza interna si bilancia con la forza esterna e viene misurata come sollecitazione, ovvero la forza interna per unità di superficie dell'oggetto. Maggiore è la forza esterna, maggiore è la sollecitazione e la deformazione.
Quando la sollecitazione esterna del materiale è inferiore al suo limite elastico, la lamiera si trova in uno stato di deformazione elastica. Secondo la legge di Hooke, la relazione lineare tra sollecitazione e deformazione sulla sezione è dovuta alla variazione lineare della distanza tra la deformazione e lo strato centrale (allungamento dello strato esterno e accorciamento dello strato interno).
Se la forza esterna viene rimossa, la lamiera torna alla sua forma originale. Tuttavia, se la forza esterna continua ad aumentare, il grado di deformazione della parte piegata continuerà a crescere fino a quando la sollecitazione causata dalla forza esterna non raggiungerà il limite di snervamento del materiale, portando alla deformazione plastica del materiale esterno.
All'aumentare della forza esterna, la deformazione plastica progredisce dalla superficie verso il centro. Una volta rimossa la forza esterna, la deformazione elastica scompare immediatamente, ma la deformazione plastica rimane e provoca una deformazione di flessione permanente.
Se la sollecitazione causata dalla forza esterna supera il limite di resistenza del materiale, la lamiera subisce una frattura per deformazione plastica. La compressione interna durante piegatura della lamiera produce anche una deformazione plastica, ma questo tipo di deformazione plastica aumenta le sollecitazioni sulla superficie senza causare danni e viene quindi spesso ignorata.
3. Metodo di calcolo della flessione
Ora osserviamo attentamente la deformazione plastica di flessione.
Sotto l'azione del momento flettente, si hanno tre linee uguali sulla sezione della piastra: ab= a1b1= a2b2.
Dopo la flessione, lo strato interno si accorcia e quello esterno si allunga, cioè ab < a1b1< a2b2.
Pertanto, durante la flessione, il materiale interno è sottoposto a compressione e si accorcia, mentre il materiale esterno si allunga.
Tra la tensione e la compressione, esiste uno strato di materiale che non subisce né l'allungamento né la compressione e che viene definito strato neutro. Questo strato rimane invariato in lunghezza e non si allunga né si accorcia.
Il processo di calcolo della parte di flessione prevede la suddivisione in diversi elementi geometrici di base, tra cui segmenti di linea retta e segmenti di arco. La lunghezza di ogni elemento viene calcolata singolarmente e la lunghezza totale di tutti gli elementi è la lunghezza della parte in flessione.
La parte di curvatura a forma di Z della Figura 1 può essere suddivisa in cinque unità, come mostrato nella Figura 2. Le unità 1, 3 e 5 sono segmenti di linea retta, mentre le unità 2 e 4 sono segmenti di arco.
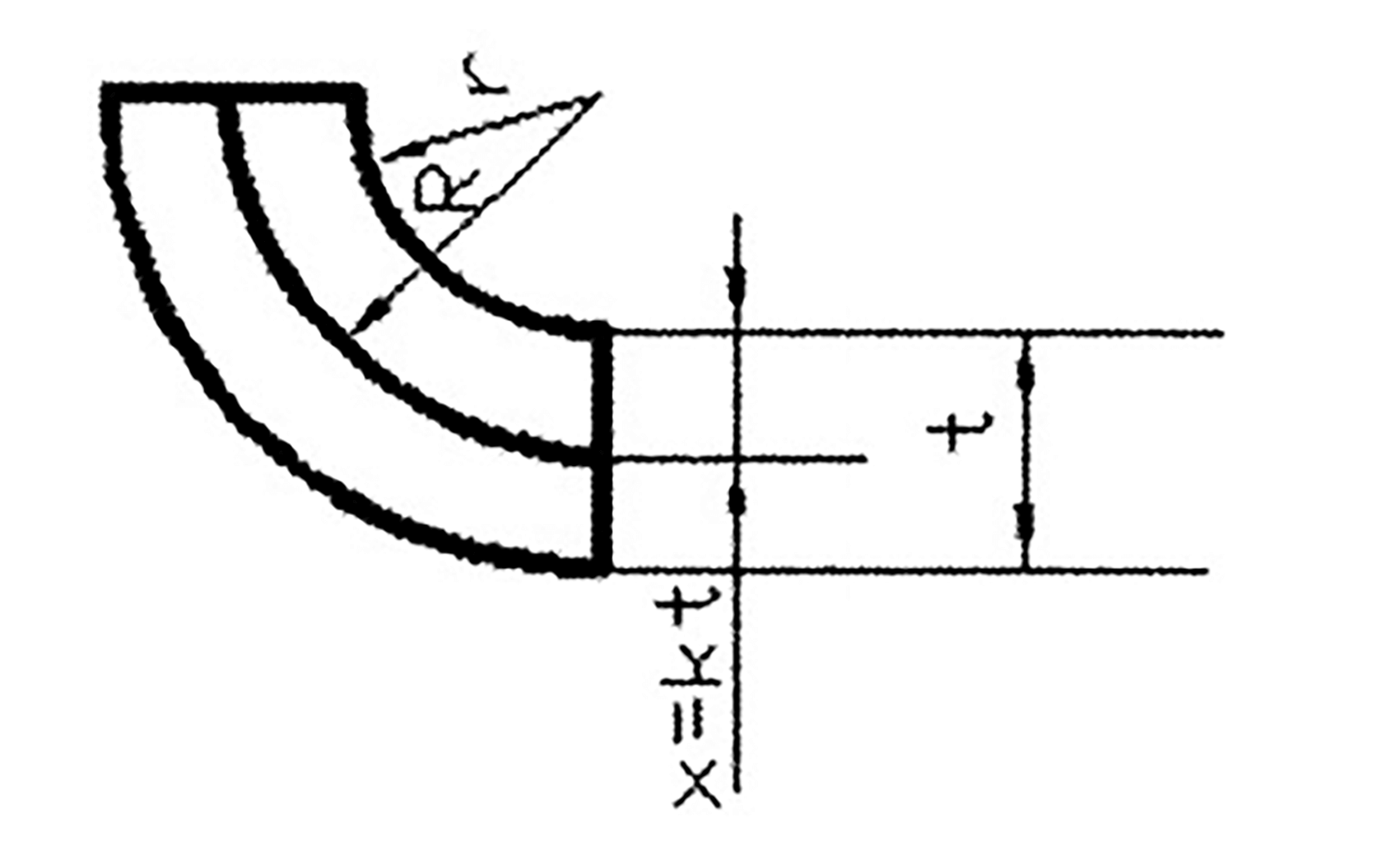
Come discusso in precedenza, lo strato di fibra con lunghezza costante al centro prima e dopo la piegatura è definito strato neutro. Quando si calcola la lunghezza di espansione del segmento di arco, si calcola in realtà la lunghezza dello strato neutro del segmento di arco.
La posizione, x, dello strato neutro dal lato interno dell'arco (come mostrato nella Figura 3) è solitamente determinata dal rapporto r/t.
x = kt
Dove:
t - Spessore del materiale
k - Coefficiente di posizione dello strato neutro (o coefficiente dello strato neutro)
k = R - r/t
R = r + kt
Dove:
R - La distanza dal centro di raggio r alla linea neutra di curvatura
Fig. 3
Il valore di k varia in funzione del rapporto tra il raggio interno e lo spessore della lastra, come indicato nella Tabella 2:
Tabella 2
r/t
0.25
0.5
1
2
3
4
k
0.26
0.33
0.35
0.375
0.4
0.415
Nella produzione pratica, è molto comune piegare le lamiere d'acciaio a 90 gradi.
Il calcolo della lunghezza dell'arco per la flessione a 90 gradi con diversi valori di r e t può essere ottenuto facendo riferimento alle tabelle delle applicazioni pratiche.
Questo articolo si concentra sulla piegatura ad angolo retto di 90 gradi, ma non è efficiente calcolare i segmenti di retta e di arco separatamente per le parti con angolo di 90 gradi. piegatura della lamiera. Sono invece contrassegnati come mostrato nella Figura 1.
Quando si calcola il materiale da dispiegare, si possono utilizzare direttamente le dimensioni segnate per semplificare il processo di calcolo.
In base alla figura 1, viene calcolata la lunghezza del materiale sviluppato:
L = a+b+h - 2x
Dove:
x - Coefficiente di flessione comune
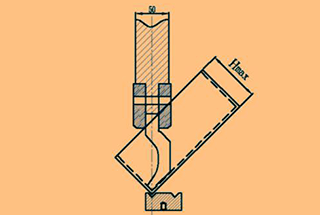
4. Struttura e processo di lavoro dello stampo composto per la piegatura a Z
Questa matrice semplice si distingue dalla matrice convenzionale.
È stato progettato per essere semplice, rapido, facile da lavorare e da formare. Sebbene non sia così preciso come lo stampo tradizionale, viene comunque utilizzato per lavorare i prodotti in modo rapido e accurato.
Il diagramma di formatura dello stampo composito è riportato nella Tabella 3.
Principio di lavorazione: lo spessore della guarnizione viene regolato in modo da ottenere la larghezza desiderata della scanalatura a V nella parte superiore e in quella inferiore. stampo inferioree di eseguire un'unica lavorazione di piegatura a Z sotto pressione.
Struttura dello stampo: Lo stampo di piegatura a Z è composto da uno stampo superiore, uno inferiore, una guarnizione e un prisma angolare in acciaio.
Spessore della guarnizione: Il distanziale è realizzato in 0.Spessore 5 mm acciaio e viene impilato per raggiungere lo spessore richiesto.
Prisma d'acciaio: Un pezzo di acciaio rettangolare all'interno della matrice, i cui quattro angoli sono smussati in lati di 0,5 mm, 1,0 mm, 2,0 mm e 4,0 mm, come mostrato nella Tabella 3.
Lo speciale stampo semplice viene utilizzato per ottenere la larghezza desiderata della scanalatura a V dello stampo superiore e inferiore, regolando le dimensioni del prisma angolare in acciaio e lo spessore della guarnizione, per poi eseguire la lavorazione della piega a Z in un'unica pressa.
Questo metodo è stato scelto per la possibilità di aumentare la scanalatura a V e ridurre la formazione di pieghe, per cui spessori diversi di lastre richiedono punte diverse, come mostrato nella Tabella 4.
Tabella 4
Spessore della piastra
t<0.8
0.8<t<1.0
1.0<t<1.2
1.2<t1.5
t>1.5
Punta
0.5
1.0
1.0 o 2.0
2.0
4.0
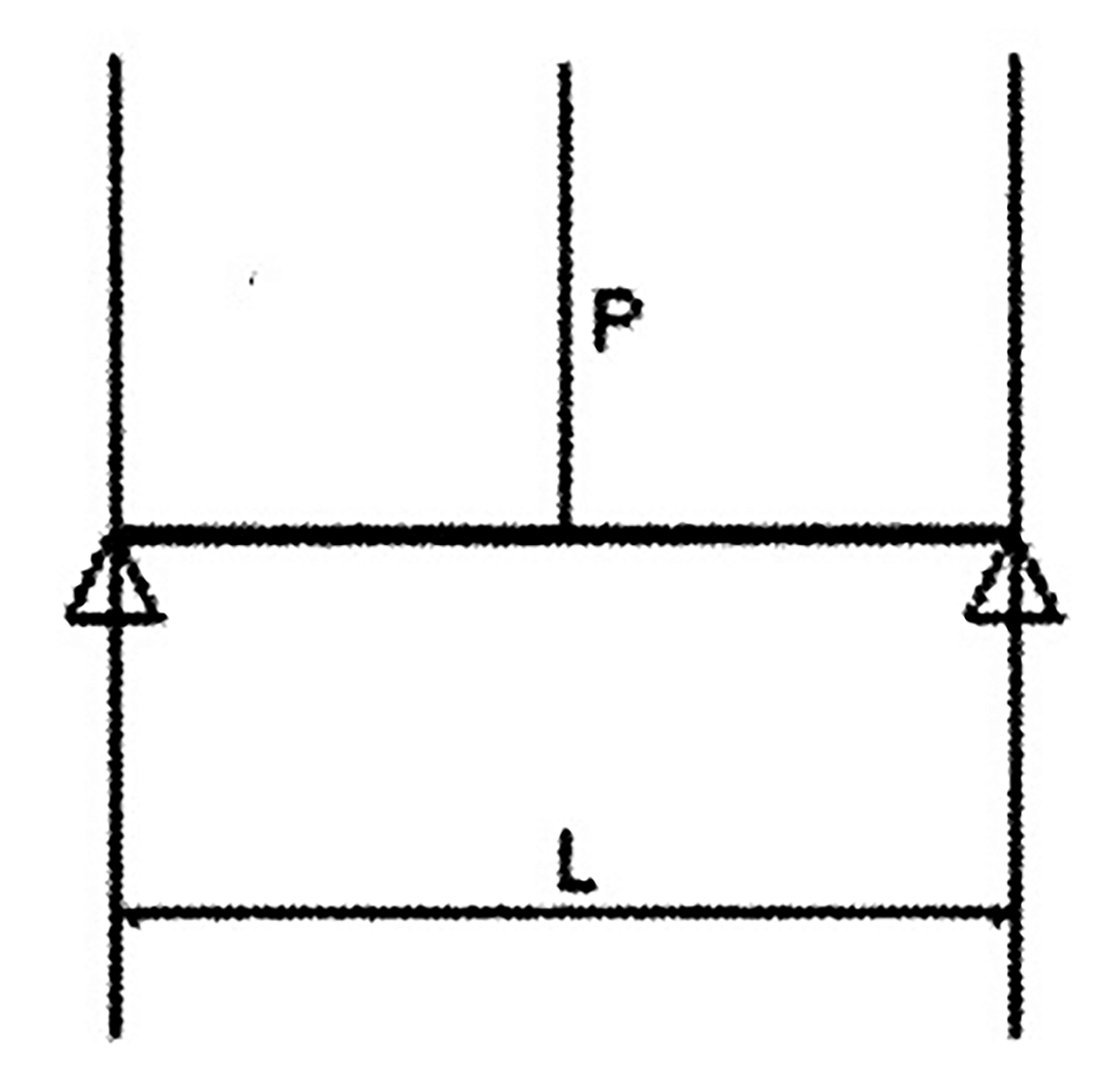
Metodo di debug dello stampo di piegatura a Z:
1) Entrambe le pieghe della piega a Z con bordo dritto sono a 90°. La distanza tra le due punte dell'utensile è: 1.414/2×h;
2) Se la piega del pezzo è troppo profonda, è necessario scegliere un angolo ampio.
b: ferro da stiro; c: aumento dell'angolo R;
3) Se l'altezza viene raggiunta, ma l'angolo è superiore a 90°, allora a: eccentricità del dado.
b: Aumentare lo spessore dello spessore;
4) Se i due lati della piega a Z non sono paralleli, si può ottenere aumentando o diminuendo lo spessore dello spessore.
Se la piega superiore è maggiore di 90°, è necessario aumentare lo spessore dello spessore della matrice inferiore; se la piega inferiore è maggiore di 90°, è necessario aumentare lo spessore dello spessore della matrice superiore.
Metodo di calcolo dell'espansione della curva a Z:
Quando h > la dimensione normale di curvatura, si deve piegare di due volte.
L=a + b + h - 2x
Dove:
l - Lunghezza del materiale dispiegato
Quando h < la dimensione normale di piegatura, viene espanso mediante formatura in un solo passaggio.
L = a + B + h - 1,5x
Dove:
x - Coefficiente di flessione comune
Una delle formule empiriche utilizzate nella pratica consiste nel sottrarre 1,5x dalla dimensione complessiva di uno stampo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti come si piegano i pezzi di metallo in varie forme? In questo affascinante articolo, approfondiremo l'arte e la scienza della piegatura nello stampaggio dei metalli. Il nostro esperto...
Vi siete mai chiesti quanto possano essere intricati i progetti degli stampi di piegatura? Questo articolo approfondisce i design strutturali degli stampi di piegatura più comuni, da quelli a V a quelli a Z, spiegandone le...
Come si ottengono piegature precise nella lamiera? Comprendere gli stampi e le tecniche alla base di questo processo è fondamentale. Questo articolo approfondisce i vari metodi di piegatura, dalla piegatura libera alla...
Vi siete mai chiesti come calcolare con precisione i limiti di piegatura della lamiera? Questo articolo esplora le formule e le linee guida essenziali per determinare le dimensioni minime e massime di piegatura, garantendo la precisione...
Avete mai riscontrato problemi di piegatura con la vostra pressa piegatrice? Come ingegnere meccanico esperto, ho visto la mia parte di problemi che possono sorgere durante il processo di piegatura. In...
Come può una piegatrice rivoluzionare la lavorazione della lamiera? Questo articolo esplora tre tecniche innovative per le piegatrici di pannelli in lamiera: la spianatura, l'arrotondamento e la piegatura sagomata. Grazie alla comprensione di questi metodi, i lettori...
Vi siete mai chiesti come si trasforma una lamiera piatta in una forma complessa? Le presse piegatrici sono gli eroi non celebrati del mondo produttivo, che piegano e modellano il metallo...
Vi siete mai chiesti come si trasforma la lamiera in forme complesse? La deduzione della curvatura, un concetto cruciale nella fabbricazione della lamiera, è la chiave. In questo post ci immergeremo...