
中国のベスト10電気溶接機メーカー&ブランド
高層ビルはどうやって建っているのか、自動車はどうやって溶接されているのか、不思議に思ったことはないだろうか。このブログでは、電気溶接機に隠された魔法を解き明かします。リンカーン・エレクトリックやミラー・ウェルドのようなトップメーカーについて学びましょう。
これまでにない深さと強度を持つ溶接を実現し、加工プロジェクトに革命をもたらすことを想像してみてください。この記事では、TIG溶接とA-TIG溶接の違いについて、A-TIGが溶接の溶け込みと効率をどのように高めるかに焦点を当てて説明します。A-TIGの優れた性能の背後にある原理と、A-TIGがどのように工程を合理化し、厚い材料の溶接のコストを削減できるかをご理解いただけます。最後には、なぜA-TIGがお客様のワークショップを大きく変えるのか、ご理解いただけることでしょう。

タングステン・アルゴン・アーク溶接(TIG) は、その高い特性から、現代の溶接法に広く使用されている。 溶接継手 品質、良好な成形性、優れた 溶接 パフォーマンスと柔軟なアプリケーション・シナリオを備え、複雑な環境でもポータブルに使用できる。
しかし、その限界も明らかだ。
炭素鋼、ステンレス鋼、チタン材を問わず、通常のTIG溶接は薄い板にしか適用できません。 溶接原理TIG溶接の場合、温度係数と表面張力により、図1に示すように、溶接プールの流れ方向も輸出向きになる。
したがって 溶接パワー を大きくすると、溶接プールの幅は大きくなるが、深さは小さくなる。
同時に、タングステン電極の耐力は制限され、アーク熱は、アーク放電の間に比較的分散される。 溶接工程アークのパワーは限られている。
そのため、一般的にTIG溶接の速度は遅く、溶接の溶け込み深さは浅い。一般に、溶接できるのは3mm以下の薄い板だけである;
一般的に3mmを超える厚さの板やパイプは、まず開先加工が必要で、裏当て溶接+カバー溶接が採用されるが、時間と手間がかかり、コストもかかる。
単層溶接の溶け込み深さは浅く、多層溶接のプロセスは複雑で、コストが高い。

図1 流れの方向 TIG溶接 プール
の発展とともに 溶接技術TIG溶接の溶け込みの制限を克服するために、積極的な アルゴンアーク溶接 (A-TIG)が誕生した。
A-TIG溶接法は、1960年代にウクライナのバートン溶接研究所(PWI)によって最初に提案されたが、欧米諸国の研究機関(EWIやTWIなど)で大規模な研究が行われたのは1990年代後半になってからである。
その中でも、EWIが開発したアクティブ・フラックスは広く使われている。しかし、この分野への応用は中国では普及していない。
溶接方法に関しては、A-TIG溶接と従来のTIG溶接との違いは、コーティング活性剤を添加する工程があるかどうかだけである。
すなわち、溶接前に、図2に示すように、溶接活性剤が溶接面に均一にコーティングされる。
しかし 厚板溶接これにより、生産効率と生産コストが大幅に改善されます。
図3 (a) は従来の TIG 溶接プール、(b) は同条件の A-TIG 溶接プールである。 溶接パラメータ.
現在、A-TIG溶接法は、ステンレス鋼、炭素鋼、ニッケル基合金、ニッケル合金の溶接に使用されている。 チタン合金.
従来のTIGと比較して、A-TIGは生産性を大幅に向上させ、生産コストを削減し、溶接変形を減らすことができる。
その応用範囲は広い。

図2 溶接部へのコーティング活性剤の影響

図3:各モデルの比較 溶接浸透
A-TIG溶接の溶け込み増加メカニズムには、「アーク収縮」、「表面張力」、「陽極スポット収縮」、「プラズマ収縮」の視点が含まれる。
ウクライナの学者たちは "アーク収縮 "という見方をする傾向があり、アメリカの学者たちは "表面張力 "という見方が浸透深度増加の主な理由だと考えている。
現在のところ、溶接の浸透度上昇のメカニズムについて、世界的に統一された見解はない。
アーク収縮は明らかであるが、A-TIG溶接における溶接溶け込みに対する活性フラックス成分の影響を説明する一致したメカニズムはまだない。
現在では、最も可能性の高いメカニズムは、溶融池の移動の影響よりも、アーク根元やプラズマ領域におけるハロゲンや酸化物の影響(電圧にも関係する)に関係すると考えられている。
下の図4に示すように、アーク周辺部の電子数は減少し、電子が電荷の主要キャリアとなる。
これによりアークは収縮し、アーク柱領域と陽極領域で電流密度が高くなる新しい平衡状態に達する。
この反応は主に低温のアーク周辺領域で起こり、アーク柱径とアノード面積の減少につながると考えられている。
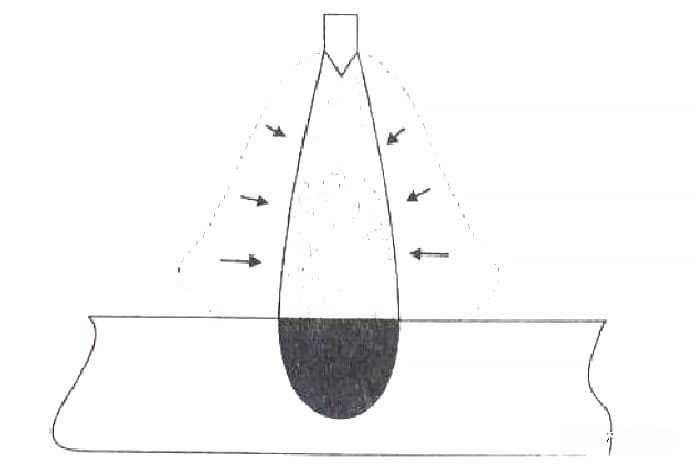
図4 アーク収縮の模式図
表面張力」の観点は、溶融プール内の金属の流動状態が、形成される浸透深さに決定的な役割を果たすというものである。
従来のTIG溶接では、溶融状態の溶融金属の表面張力により、温度係数の関係から溶融池の中心部から周辺部へ向かう表面張力流が形成され、その結果、溶込み深さは比較的浅くなる;
活性剤が溶融池金属中に存在すると、溶融池金属中の液体金属の表面張力勾配が変化するため、溶融池金属は溶融池周辺部から溶融池中心部に向かう流れ方向を形成し、底部溶融池の加熱効率が向上し、より大きな溶融深さが形成される。
下の図5に示すように。

図5 溶融プールの流れに及ぼす表面張力の影響
陽極スポット」の観点からすると、溶融池に硫化物、塩化物、酸化物を添加すると、図6に示すように、溶融池の陽極スポットは明らかに収縮し、大きな浸透深さが発生する。
この現象については、活性剤の添加後、溶融池から発生する金属蒸気が抑制される、という研究結果がある。
金属粒子はイオン化しやすいため、金属蒸気が減少すると、わずかな範囲の陽極スポットしか形成できず、アーク伝導路は狭くなる。
溶融プール内の電磁対流が活性化する一方で、溶融プール表面のプラズマ対流は弱まり、より大きな浸透深度を形成する。
この説明は 非金属 化合物タイプの活性剤には使用されるが、金属化合物には使用されない。

図6 活性元素の存在下でのアーク陽極スポット面積の収縮
近年、国内外の多くの溶接研究者が、中厚板溶接におけるA-TIGの応用を研究するために、さまざまな補助的方法を用いている。
活性剤に含まれる成分の割合の違いによって、活性剤の異なる効果が得られ、溶接溶け込みの増加や溶接の品質に異なる影響を与えることが判明している。
特定の素材については、活性元素の比率を調整したり、他の微量活性元素を添加して活性剤を形成することで、開発し工業生産に応用することができる。
また、この技術がより広く使われることも期待されている。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







