ギロチン・シャーの安全性とメンテナンスについて
ギロチン・シャーを安全に長持ちさせるには、どうすればよいのでしょうか?この記事では、日々の点検から年に一度のオーバーホールまで、ギロチン・シャーに欠かせないメンテナンス方法をご紹介します。この記事では、ギロチン剪断機の重要な...
お手持ちのギロチン鋏は、切り口にばらつきがありませんか?このガイドでは、お使いの鋏が正確に機能していることを確認するために不可欠な手順を説明します。幾何学的精度の測定方法、刃のアライメントのチェック方法、位置決め精度の確認方法について説明します。これらのステップに従うことで、常に正確な切断が可能になります。剪断作業を強化し、最適な性能を維持するために、ぜひお読みください。
検査方法と検査図
剪断角度をゼロに調整し、上刃と下刃が全長にわたって1~2mm一致するまでツールホルダーを下方にジョグしてから、メインモーターをオフにする。
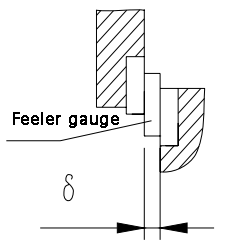
ブレードの端面から50mm離れた位置でエッジクリアランスを測定し、その後ブレードに沿って150mmごとに測定する。最大クリアランスと最小クリアランスの差をとって誤差を計算する。
寛容だ: 0.05mm。
検査方法と検査図
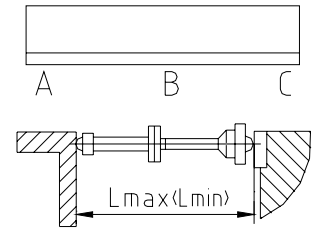
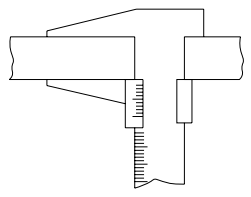
ストッパーを最大と最小の位置に調整し、ストッパーと下刃の間の距離を複数箇所で測定し、1メートルあたり少なくとも3回測定する。誤差は1000mm以内の最大値として計算する。
注:B点のエラー値は、より大きい値しか許されない。
公差(mm): 0.2/1000.

検査方法と検査図
3つの目標位置は、リニアまたはステップサイクルの正(または負)送りに基づいて固定基準点から位置決めされ、リアストップの全ストロークに沿って均等に設定されなければならない。
リアストップの実際の距離は、内側マイクロメーターを使用して測定し、設定位置と実際の位置の最大差として誤差を計算する必要があります。
公差(mm): ±0.10

検査方法と検査図
リアストップを特定の位置にセットし、基準点から目標位置まで送り、目標位置で指示器をマグネットメーターベースに固定します。誤差は、誤差の最大値と最小値の差として計算されます。
公差(mm): 0.05

検査方法と検査図
試験片を台の上に置き、そのせん断面に長さ1000mmの検査用定規を当てる。フィーラーゲージで両者の隙間を測定し、隙間の最大値として誤差を計算する。
公差(mm): 0.2/1000
検査方法と検査図
試験片の幅を、ノギスを用いて複数箇所(少なくとも1mあたり3箇所)で測定する。誤差は、長さ1000mm内の最大読み取り値の差として計算する。
公差(mm): 0.2/1000
注:作業精度検査のための試験片の要件:

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。