
CO2ガスシールド溶接における気孔の原因:再溶接の対策
CO2ガス・シールド溶接でポロシティがよく発生するのはなぜか?この記事では、この厄介な溶接欠陥の根本原因を掘り下げ、どのように不適切な...
完璧な溶接を行うには?溶接機の電流と電圧の調整の複雑さを理解することは非常に重要です。この記事では、溶接電流、電圧、ワイヤー送給速度の関係など、CO2ガス・シールド溶接の理想的な設定を左右する重要な要素について説明します。これらの要素をマスターすることで、安定したアーク長と優れた溶接品質を達成することができます。最高の結果を得るために、溶接機の設定を最適化する方法をご覧ください。

ガス・メタル・アーク溶接(GMAW)の一種であるCO2ガス・シールド溶接は、電気アークを利用して熱を発生させ、溶接ワイヤ(電極)と母材の両方を溶かす。通常15~35ボルトの溶接電圧が主要なエネルギー源となり、アーク長を制御し、溶接ビードの形状に影響を与える。
溶接電圧が高くなるにつれて、アーク長 は長くなり、その結果、入熱量が増加し、ワイヤ溶融 速度が速くなる。この関係は非線形であり、電圧 が高いほど、ワイヤ延長部の抵抗加熱が増加するた め、溶融速度はより急速に増加する。
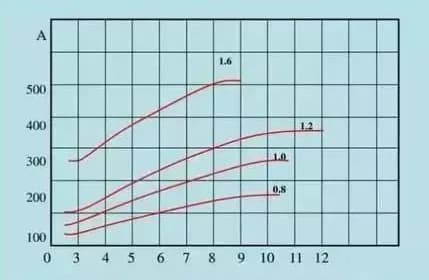
溶接電流は通常、用途に応じて50~600 アンペアで、定電圧システムでは自己調整型である。電流は、ワイヤー送給速度と溶融速度の動的平衡によって決定される。ワイヤー・フィーダーは、あらかじめ設定された速度で連続的にワイヤーを供給し、電源は安定したアーク長を維持するように電流を調整する。このバランスにより、安定した溶接品質と溶け込み深さが確保される。
溶接電流の選択は、高品質の溶接を実現する上で重要なパラメーターであり、母材厚さ、溶接位置、移動速度、材料組成、接合部形状など、複数の要因に左右される。
CO2シールド・ガスを使用するガス・メタル・アーク溶接 (GMAW) では、溶接電流、アーク電圧、およびワイヤ送給速度の相乗的な関係を維持することが不可欠である。このバランスは、電極ワイヤの溶融速度を最適化し、溶接プロセス全体を通して安定したアーク長を確保するために極めて重要である。
一定の溶接ワイヤに対して、ケーブル・サイズを大きくすると、ワイヤ送給速度が速くなる。
同様に、電流が一定であれば、より細い溶接ワイヤーを使用した方が、ワイヤーの送給速度が速くなる。
溶接電圧はアーク電圧とも呼ばれ、溶接プロセスへのエネル ギー入力を制御する重要なパラメーターである。溶接ビードの特性および全体的な溶接品質を決定する上で、重要な役割を果たす。
アーク電圧は、アークの長さと幅に直接影響し、 溶接池全体の熱分布に影響を与える。アーク電圧を高くすると
有効アーク電圧は、電源の出力電圧から溶接回路の 電圧降下を差し引くことで計算できる。この関係は次式で表される:
U円弧 = U出力 - U損失
どこでだ:
U円弧 = アーク電圧 (V)
U出力 = 電源出力電圧(V)
U損失 = 溶接回路の電圧損失(V)
標準的な設置条件を守って適切に設置された溶接セット アップでは、電圧損失の主な原因は通常、ケーブルの延長 にあります。この損失は、延長ケー ブルの電気抵抗によるものです。
遠くの被加工物に到達するために溶接ケーブルを延長する必要がある場合、電圧降下を補正することが不可欠である。溶接機の出力電圧は、以下のガイドラインに従って調整する必要がある:
| 溶接電流 ケーブル長 | 100A | 200A | 300A | 400A | 500A |
| 10m | 1Vについて | 約1.5V | 1Vについて | 約1.5V | 2Vについて |
| 15m | 1Vについて | 約2.5V | 2Vについて | 約2.5V | 3Vについて |
| 20m | 約1.5V | 3Vについて | 約2.5V | 3Vについて | 4Vについて |
| 25m | 2Vについて | 4Vについて | 3Vについて | 4Vについて | 5Vについて |
注意すべき点は、ケーブルの長さが長すぎると大幅な 電圧降下につながり、溶接品質が損なわれる可能性がある ことである。したがって、実用的な最短ケーブル長を使用し、長距離用途ではケーブル断面積を大きくして電圧損失を最小限に抑えることを推奨する。

適切な溶接電圧を選択することは、最適な溶接品質と 効率を達成するために極めて重要である。電圧は溶接電流を基に決定され、その電流は板厚、 接合構成、溶接位置などの要因に左右される。推奨溶接電圧範囲の算出には、以下の公式を使 用する:
例1:溶接電流200A(300A未満)
溶接電圧 = (0.05 × 200 + 14 ± 2) V
= (10 + 14 ± 2) V
= 24 ± 2 V
推奨電圧範囲:22 - 26 V
例2:溶接電流400A (≥ 300A)
溶接電圧 = (0.05 × 400 + 14 ± 3) V
= (20 + 14 ± 3) V
= 34 ± 3 V
推奨電圧範囲31 - 37 V
注記:これらの計算は、電圧設定の出発点となる。特定の溶接条件、材料特性、および希望する溶接特性 に基づいて、微調整が必要になる場合がある。最適な結果を得るため、常に溶接手順仕様書(WPS) を参照し、テスト溶接を行ってください。

溶接電圧は、アーク特性および溶接ビード形状に大 きな影響を与え、全体的な溶接品質に直接影響する。最適な電圧選択は、望ましい溶接特性を達成し、 欠陥を最小限に抑えるために極めて重要である。
電圧が過度に高い場合:
逆に電圧が低すぎる場合:
最適な電圧設定は、溶接プロセス(GMAW、 FCAWなど)、ワイヤー・フィード速度、材料厚さ、およ び継手構成などの要因によって異なる。最新の溶接電源は、最適なアーク特性を維持するた めに、他のパラメーターに基づいて電圧を自動調 整する相乗制御機能を備えていることが多い。
最小限の欠陥、最適な融合、望ましい機械的特性を備えた高品質の溶接部を実現するには、他の溶接パラメーターと併せて適切な電圧を選択することが不可欠である。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







