板金ゲージ厚の総合ガイド:鋼、アルミニウム、真鍮の説明
板金に書かれている数字の意味を不思議に思ったことはないだろうか?この記事では、板金ゲージの世界に飛び込み、金属加工におけるこの重要な側面を解明する。
アルミニウム板の製造には、溶解、鋳造、圧延前準備、平坦圧延、熱処理、仕上げの段階を経てアルミニウムとその合金を変形させることが含まれる。これにより、一枚板または長方形の断面を持つ圧延材が作られます。板厚は最大200mmに達し、薄板、厚板(5~80mm)、特厚板などのカテゴリーがある。シートの幅は一般に1~5mで、長さは2~10mである。帯板は通常、厚さ2mm以下、幅600mm以下で、ロール状で供給されます。アルミニウムとアルミニウム合金の板と帯は、熱間圧延状態、焼鈍状態、様々な程度の軟化状態、様々な熱 [...] で供給されます。
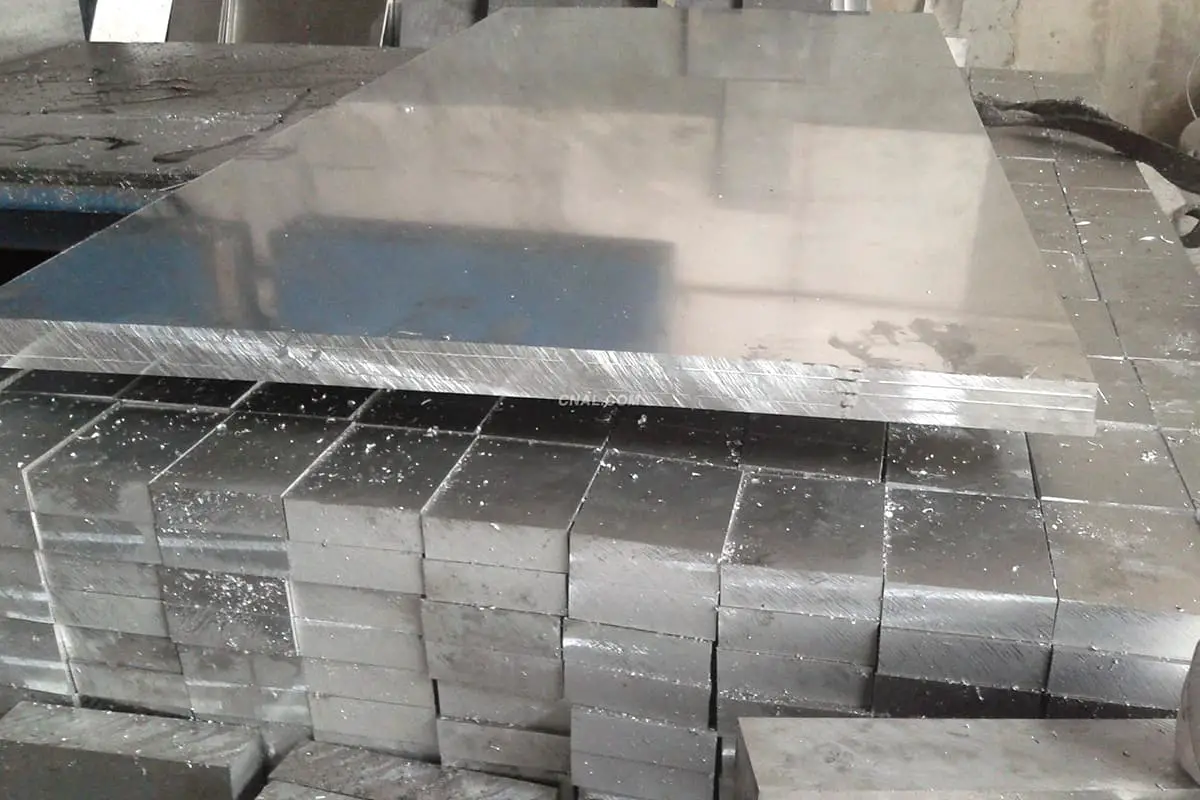
アルミニウム板の製造には、溶解、鋳造、圧延前準備、平坦圧延、熱処理、仕上げの段階を経てアルミニウムとその合金を変形させることが含まれる。これにより、一枚板または長方形の断面を持つ圧延材が作られます。
シートの厚さは最大200mmに達し、薄物、厚物(5~80mm)、特厚物などのカテゴリーがある。シートの幅は一般的に1~5mで、長さは2~10mです。
ストリップは通常、厚さ2mm以下、幅600mm以下で、ロール状で供給される。

アルミニウムおよびアルミニウム合金の板および帯は、熱間圧延状態、焼鈍状態、さまざまな程度の軟質状態、およびさまざまな熱処理状態で供給される。
アルミニウムおよびアルミニウム合金板の製造方法には、ブロック法とストリップ法の2つがある。
ブロック法では、熱間圧延されたスラブをいくつかのブロックに切断し、それらを個別に冷間圧延して完成品にする。ストリップ法では、スラブを一定の厚さと長さに圧延し、圧延しながらコイル状に巻き取る。
仕上がりの厚さになったら、一枚のアルミ板に切断される。この方法は生産性が高く、より高品質の製品を生産することができる。
アルミニウム合金板と帯の製造工程は、圧延前の準備、熱間圧延、冷間圧延、熱処理、仕上げなどの段階に分けられる。
加熱前の準備には主に、鋳物の品質検査、均熱、鋸引き、フライス加工、アルミ巻き、加熱が含まれます。高品質の鋳物を使用することは、完成品の品質を保証するための前提条件です。
現代のアルミニウム合金板製造に使用される鋳物のほとんどは、半連続鋳造法で製造される。これらの鋳物は大きく、微細な構造を持つ内部デンドライトを持つ。
半連続鋳造の場合、冷却速度が非常に速いため、固相での拡散プロセスが困難となり、塑性を低下させる結晶内偏析などの不均一な化学組成やミクロ組織を引き起こす。
したがって、いくつかの アルミニウム合金特に硬質アルミニウム合金鋳物では、鋳造応力を緩和しつつ、不均一な組成や組織を除去または低減するために均質化処理が必要である。
アルミニウム合金の均質化温度は、合金の最低融点である共晶温度より10~15℃低い温度とし、12~24時間保持することで組成や組織の不均一を実質的になくすことができる。
硬質アルミニウム用 合金鋳物Al-Zn-Mg-Cu合金の場合、均質化温度は480~495℃、12~15時間保持。Al-Zn-Mg-Cu合金の場合、温度は450-465℃、24時間保持。
インゴットの表面に偏析析出物、介在物、傷、亀裂などの欠陥がある場合は、ミリングを実施する必要がある。これは、最終製品の良好な表面品質を確保する上で極めて重要な要素である。ミリングの量は欠陥の深さによって異なり、通常は4~10mmである。
クラッディングは、アルミニウム合金の板や帯の製造における独特の工程です。鋳物の上下にクラッド板を配置し、熱間圧延で一体化する。
クラッディングの目的は、アルミニウム合金板および帯材の耐食性を高め、母材を腐食から保護し、技術的性能を向上させることである。クラッディングシートは、適切な化学組成と適切な厚さを持たなければならない。
硬質アルミニウムをベースとする板では、銅および亜鉛の含有量が1%未満の純アルミニウムがクラッド板として使用される。超硬アルミニウムをベースとする場合は、亜鉛含有量が1-3%のAl-Zn合金をクラッド板として使用する。
シートの厚みと用途によりますが、完成したシートの被覆層はシートの厚みの2%、4%、8%です。
加工性を向上させるためのクラッディングはプロセスクラッディングと呼ばれ、鋳造品の開口時の表面割れを防止することを目的としている。クラッディング層は、仕上がり板厚の0.5~1.5%である。
鋳物を加熱する目的は、可塑性を高めて変形抵抗を減らし、熱間圧延を容易にすることである。
鋳物の加熱温度は、合金相図と塑性チャートに基づいて決定される。加熱温度は、許容される最高温度で熱間圧延を開始できるようにする。
純アルミニウムや低合金アルミニウム合金の地金は500℃以上、硬質アルミニウム合金の地金は390~430℃、超硬質アルミニウム合金は370~410℃です。
加熱時間は、鋳造断面全体で均一な温度を達成することを目的としています。加熱時間が長すぎると、鋳物表面の酸化皮膜が厚くなりすぎ、クラッドシートとインゴットの結合に適さない。鋳物は空気循環式の連続加熱炉で加熱されます。
アルミニウム合金鋳物の熱間圧延は、冷間圧延用のビレットを供給するため、または熱間圧延厚板を直接製造するために行われる。
生産規模によって、アルミニウム合金鋳物の熱間圧延には3つの方法がある:
(1) シングルフレーム熱間圧延これにより、ビレットスタートから熱間圧延完了までの全工程を1つの熱間圧延機で完成させることができます。 圧延機.
生産効率を向上させるために大型鋳物を使用し、可逆式圧延機を使用する。板幅を大きくし、板形状を改善するために4本ロール圧延機が使用される。単一フレーム熱間圧延では、圧延材の温度降下が大きく、最終圧延厚が大きく(6~8mm)、コイル重量が比較的軽く、圧延材の品質と生産効率は理想的ではない。
(2) ダブルスタンド熱間圧延.この工程は、まずリバーシブル圧延機でビレットの初期成形とインゴットの熱間粗圧延を行い、次に4段リバーシブル圧延機で熱間仕上げ圧延を行う。粗圧延と仕上げ圧延が異なる作業となったことで、生産能力と効率が向上しただけでなく、圧延製品の品質も向上した。最終圧延板厚は2mmに達します。
(3) 半連続熱間圧延.これは、ビレット形成と熱間粗圧延のために1-2基の可逆式圧延機を使用し、その後、被圧延材は熱間仕上げ圧延のために3-6基の4段タンデム圧延機に移され、各スタンドで1パスずつ圧延される。大型インゴットを高速で圧延するため、生産規模が大きいだけでなく、圧延ギャップタイムも短いため、仕上圧延温度が高くなり、品質が向上した焼鈍コイルが得られる。
熱間圧延プロセスシステムには、パス圧下、圧延温度、圧延速度、潤滑・冷却などのパラメータが含まれる。パス圧下率を高くすることは、変形が被圧延材に浸透し、エッジ割れやロールワインディングが発生する可能性を低減するのに有効である。しかし、パス圧下はロールバイト条件によって制限される。
さらに、ビレット形成段階では、鋳造組織から変形組織へのスムーズな移行を確保するため、パス圧下と圧延速度の両方が過大にならないようにする必要がある。
アルミニウムクラッド鋳塊を圧延する場合、クラッ ド板と鋳塊の良好な結合を確保するため、1パス 目の圧下率を2%~4%の範囲内に制御す る必要がある。エッジ圧延は、被圧延材のエッジ部の応力状態を改善し、エッジクラックを減少させることができる。
アルミニウム合金の熱間圧延では、インゴットの側面にクラッディングを施し、エッジ圧延を行うことで、エッジクラックをなくすことができます。圧延の後期では、被圧延材の長さが長くなるにつれて、圧延速度もそれに応じて速くする必要があります。
平坦で滑らかな圧延品質を達成し、圧延力を低減するためには、熱間圧延中に適切な潤滑を行うことが重要である。アルミニウム合金の熱間圧延の潤滑には、多くの場合、水性エマルションが使用される。
エマルジョンは乳化剤と水の混合物から作られ、濃度は%から%で、硬い合金を圧延する場合は若干少なくなる。乳化剤はトランスフォーマーオイル、オレイン酸、トリエタノールアミンからなる。
熱間圧延コイルで良好な平坦度を得るためには、ロールギャップ形状を546度で制御することが不可欠であり、これは油圧式ロールギャップ圧延機を使用することで達成される。 ロール曲げ圧延スケジュールと圧延速度の適切な調整とともに、断面ロール胴の冷却、原ロールの凸度制御(ロール形状制御を参照)。
ロールにスプレーされる乳剤は、潤滑のほかに冷却の機能もある。スプレーノズルの圧力は、56L/(cm・s)程度が望ましい。
冷間圧延は、熱間圧延コイルに比べ、優れた平坦度、より滑らかな表面、より薄く均一な厚さ、より優れた構造と特性を持つコイルの製造を可能にする。
冷間圧延は、シングルスタンド圧延機またはタンデム圧延機で行うことができる。現在では、シングルスタンドの4段非可逆式圧延機が一般的で、圧延速度は520m/s、タンデム圧延では最大2540m/sです。
自動平坦度制御(AFC)、自動ゲージ制御(AGC)、自動張力制御(ATC)、自動速度制御(ASR)など、コンピューターシステムによる総合的な自動制御を実施し、厚さ偏差を±3~5μmに抑え、平坦度を10Iユニット以下に抑えた高品質の製品を生産している。
設備の能力が許し、潤滑と冷却が効果的で、被圧延材のエッジに割れがなく、良好な表面が得られる条件下では、冷間圧延は高パス圧下を目指すべきである。
純アルミニウムと軟質合金の場合、許容されるパス圧下は50%-70%で、通常は40%-50%である。パス圧下は、圧延力を各パスで基本的に同じにし、圧延コイルの均一な厚さと良好な平坦度を確保する必要がある。
エッジクラックが発生しない条件では、純アルミニウムと軟質合金の総冷間圧下率は95%以上に達し、硬質合金は90%から92%に達する。
エッジクラックやバンドブレークを防止するため、塑性の悪い合金は熱間バンド圧延で予備焼鈍を行う必要があり、冷間圧延では1~2回の中間焼鈍が行われる。
最後の中間の厚さ アニールすなわち、冷間圧延の最終パスの総圧下率は、最終製品の性能に重要な役割と影響を与える。
圧延中に圧延片にかかる張力は、その厚さ、平坦度、均一性に影響する。張力は 降伏強度 その大きさは、圧延片の塑性変形とエッジの割れやすさに依存する。
圧延の加速、定速、減速の各段階では、張力の変動を最小限に抑える必要がある。
冷間圧延時のプロセス潤滑(冷間圧延プロセス潤滑を参照)と冷却の機能は、摩擦の低減、圧延圧力の低下、圧延材の表面品質の向上、ロールと圧延材の冷却、ロールプロファイルの制御(ロールプロファイル制御を参照)である。冷却潤滑剤は、潤滑性、洗浄性、冷却性を同時に備えている必要がある。
圧延速度が5m/s未満の場合は、濃度2%~8%の水性エマルジョンを使用することができ、高速圧延の場合は、フルオイル潤滑と呼ばれる基油と添加剤からなる圧延油を使用する。
エマルジョンであろうとフルオイルであろうと、圧延片やロールから洗い流されたアルミナやアルミナ灰を除去するために、リサイクル工程でどちらもろ過する必要がある。
濾過された冷却潤滑油では、不純物は0.5g/L未満であるべきであり、不純物の粒子径は~μm未満であるべきである。
熱処理 - 熱間圧延製品と冷間硬化製品のほかに、アルミニウムは、熱処理と冷間硬化の両方を行うことができる。 合金板 およびストリップは、必要に応じ て別途焼鈍または焼入れと時効処理を行う必要がある(「非鉄合 金材料の熱処理」を参照)。
仕上げとは、最終切断、矯正、研磨、梱包などを含む、圧延と最終熱処理後の納品前の板と帯の加工と配置を指す。これらの工程は、1つの生産ラインで完了させることもできるし、別々に行うこともできる。
最終切断にはクロスカットと縦断切断がある。クロスカットはコイル状ストリップを板状に切断し、縦断カットは幅の広いコイル状ストリップを複数の細いストリップコイルに分割する。
また、切断によって、サイズの不一致があるヘッドエンドとテールエンド、および標準以下の表面品質の部品も除去される。
縮毛矯正は、縮毛矯正を減らすことも、なくすこともできる。 内部応力 圧延や熱処理後の板や帯の凹凸や、それによって生じる凹凸のこと。矯正には、ロール矯正、張力矯正、研磨などがある。
張力矯正は、プレート張力矯正とストリップ張力矯正に分けられる。曲げ、延伸、薄板化を繰り返し、板と帯に1%~2%の塑性変形を起こさせ、矯正の目的を達成します。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。