
亜鉛ダイカストとアルミダイカスト:包括的な分析
亜鉛とアルミニウムの選択が製造工程に革命をもたらすとしたら?ダイカストの世界では、それぞれの素材の長所と短所を理解することが非常に重要です。この...
アルミニウムダイカスト鋳造品に早期不良が発生する理由を不思議に思ったことはありませんか?この記事では、アルミダイカストで見られる一般的な欠陥とその根本原因を探ります。経験豊富なエンジニアの専門知識から、これらの欠陥を特定し、防止するための貴重な洞察を提供します。最後には、ダイカスト部品の品質と耐久性を確保する方法について、理解を深めていただけることでしょう。

ダイカスト鋳造は、精密に設計された金型キャビティを使用して、高圧下で溶融金属を急速に注入し、複雑な形状を卓越した精度で作成する高度な金属鋳造プロセスです。このプロセスはプラスチック射出成形と似ていますが、かなり高い温度と圧力で作動します。小型から中型の部品の大量生産に優れており、現代の製造業では主流となっている鋳造法です。
ダイキャストプロセスは、従来の鋳造技術に比べ、優れた表面仕上げ、より厳しい寸法公差、強化された機械的特性を持つ部品を生み出します。高圧射出により優れたメタルフローが確保されるため、他の方法では困難な複雑な細部や薄肉部が得られます。さらに、ダイカストは優れた再現性を提供するため、大量生産に最適です。
しかし、ダイカスト部品の品質は、正確な工程管理と標準化によって大きく左右されます。溶融温度、射出速度、キャビティ圧力、冷却速度などの重要なパラメータにばらつきがあると、さまざまな欠陥が生じます。一般的な問題には、気孔、コールド・シャット、熱間引裂、寸法の不安定性などがあります。これらの課題を軽減するため、高度なダイカスト製造工程では、リアルタイム監視システム、熱管理技術、コンピューターシミュレーションによる金型充填解析を採用し、工程パラメーターを最適化し、一貫した高品質の製品を生産しています。
外観検査:
鋳物の表面には、溶融金属の流れ方向に沿った筋が見られる。さらに、金属ベースとは異なる色相を持つ明確な無方向性の線があり、これらの線は特定のパターンに従わない。

フローマークの原因は以下の通りである。:
1) 金型温度が低すぎる;
2)ランナーの設計が良くないし、ゲートの位置も良くない;
3) 供給温度が低すぎる;
4)充填速度が遅く、充填時間が短い;
5) ゲーティングシステムに無理がある;
6) 排気不良;
7) スプレーは理不尽である。
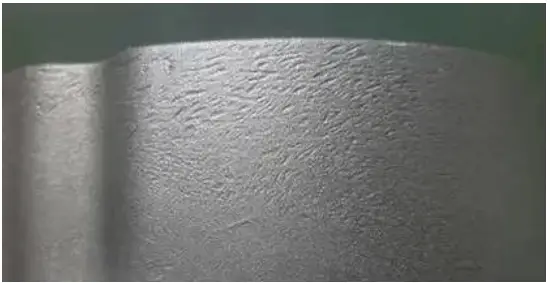
外観検査:
ダイカスト部品の表面には、凸状または凹状の網目模様の跡があり、この跡はダイカスト鋳造のサイクルが長くなるにつれて、より顕著になり、伸びるようになる。

その原因は以下の通りである:
1) 表面にひび割れがある。 ダイカスト ダイスキャビティ;
2)ダイカスト金型の予熱にムラがある。
外観検査:
ダイカスト部品の表面には、特徴的で不規則、かつ窪んだ線状のラインがあり、その形状は小さく狭い。これらの線は、貫通している場合と貫通していない場合がある。これらの線の端が滑らかに見えることもあるが、外力を受けて破断することもある。

その原因は以下の通りである:
1) 2つのメタルフローは互いに突き当たっているが、完全には融合しておらず、間に介在物もないため、2つの金属の結合力は非常に弱い;
2) 注湯温度またはダイカスト温度が低い;
3) ランナーの位置が適切でないか、流路が長すぎる;
4)充填速度が低い。
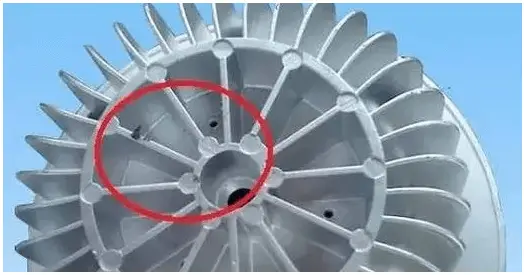
外観検査:
ダイカストのほとんどの厚い部分の表面には、円盤のような滑らかな凹みがある。

その原因は以下の通りである:
1) 収縮によるもの
2)冷却システムの設計に無理がある;
3) 金型を開けるのが早すぎた;
4) 注ぐ温度が高すぎる。
外観検査:
鋳物の表面とダイカストキャビティの表面との接触によって残された痕跡、または鋳物の表面の段差の痕跡。

その原因は以下の通りである:
1) 突き出しエレメントが原因
2) スプライシングや可動部品が原因
外観検査:
外力の影響を受けると、小さなフレークが剥がれ落ち、明るい灰色や濃い灰色に見えることがある。
その原因は以下の通りである:
1) ダイカスト金型のキャビティ表面に金属または非金属の残留物がある;
2) 注入の際、不純物は最初に持ち込まれ、キャビティの表面に付着する。
外観検査または損傷検査:
鋳物の部分には明らかに金属の層がある。

その原因は以下の通りである:
1) 金型の剛性が十分でなく、充填中にテンプレートが揺れる;
2) 注入の過程で、パンチは這う;
3) ランナーシステムの不適切な設計。
外観検査:
ダイカストの表面はところどころザラザラしている。

その原因は以下の通りである:
1) ダイカスト金型による鋳込み口の位置、方向、形状が適切でない;
2)鋳造条件により、湯口内の溶湯が激しく洗われ、部品の冷却が不十分である。
外観検査:
ダイカスト部品の局所的な位置に痘痕や凸線がある。
その原因は以下の通りである:
1) インゲートの位置が不適切;
2) 冷却状態が良くない。
外観検査:
アルカリ溶液につけると、鋳物の表面に亀裂が入り、濃い灰色の線として現れる。これらのクラックは線状または波状のパターンをたどり、細長い結晶粒を持ち、外部応力によって悪化する傾向がある。

その原因は以下の通りである:
その結果、鉄の含有量が高すぎたり、ケイ素の含有量が低すぎたりして、合金中の有害な不純物が多くなり、可塑性が低下していることがわかった。Al Si合金とAl Si Cu合金では、亜鉛または銅の含有量が高すぎ、Al Mg合金ではマグネシウムの含有量が高すぎる。Al Si合金とAl Si Cu合金の銅含有量も高すぎる。
さらに、鋳型の保持時間が短すぎたり、保持時間が短すぎたり、鋳物の肉厚が急激に変化したりする。局所的な 締め付け 力が大きすぎ、排出プロセスで力が不均一になる。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







