アーク溶接インバーターの種類:溶接のプロが知っておくべき5つの知識
効率的で信頼性が高く、汎用性の高い装置で、 溶接プロセスを強化できることを想像してみて ください。アーク溶接インバーターは、サイリスタ、... などの高度な技術で溶接業界を変革しています。
現代の溶接は、どのようにしてこのような精度と効率を実現しているのだろうかと不思議に思ったことはないだろうか。アーク溶接インバーターがその鍵を握っているかもしれません。これらの装置は、電気エネルギーを変換して強力な溶接アークを作り出し、複雑な溶接条件に動的に適応します。この記事では、インバーターの仕組み、主なコンポーネント、動作原理をご紹介します。最後には、アーク溶接インバータがどのように溶接性能を高め、さまざまな産業用途で不可欠な存在になっているかが理解できるはずです。精密溶接を可能にする驚異の技術にぜひ触れてみてください。

アーク溶接インバータの定義:
直流(DC)と交流(AC)の変換は反転と呼ばれる。この変換を行う装置をインバータという。溶接アークに電気エネルギーを供給し、アーク溶接プロセスに必要な電気性能を持つインバータをアーク溶接インバータという。
アーク溶接インバーターの特殊性:
溶接用電源の対象は特殊なアーク負荷で、特に短絡移行を伴うアーク溶接では、インバータが絶えず変化する激しい動的負荷に耐える必要がある。作業条件は非常に複雑です。

主な構成要素には、電源システム、電子電源システム、電子制御システム、フィードバック回路、与えられた回路、溶接アークなどがある。
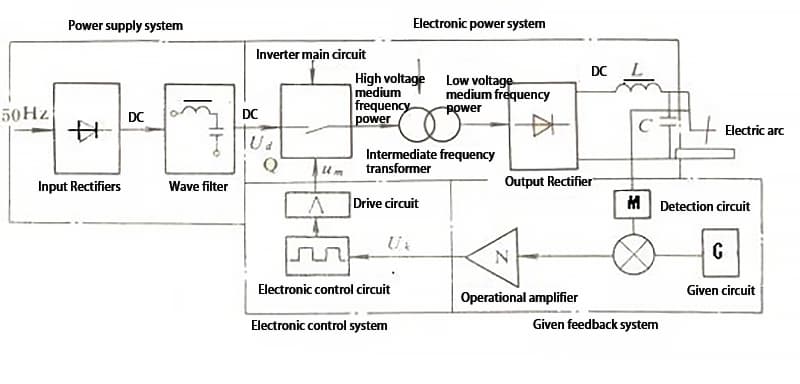
図から、アーク溶接インバータの主な構成部品とその機能は次のとおりである:
インバータの主回路: 電源システム、電子電源システム、溶接アークで構成され、電気エネルギーの伝送と変換を担う。
電子制御システム: アークが要求する変動則に従って、電子パワーシステム(インバータ主回路)に十分なスイッチパルス信号を供給し、インバータ主回路の動作を駆動する。
フィードバックと与えられたシステム: 検出回路(M)、与回路(G)、比較増幅回路(N)等から構成される。電子制御システムとともにアーク溶接インバータの閉ループ制御を実現し、要求される外部特性や動特性を得ることができる。
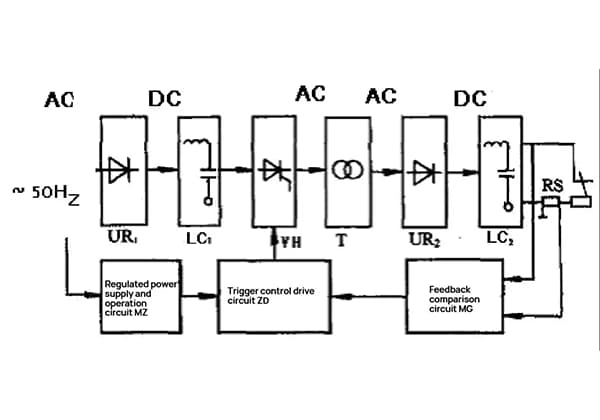
アーク溶接インバータの基本原理は、図1に示すブロック図に要約できる。
電源システムにおいて、220V(または三相380V)の単相(または三相)50Hzまたは60Hz交流ネットワーク電圧は、入力整流器(UR1)とフィルタ(LC1)によって整流およびフィルタリングされ、インバータ主回路が必要とする約310V(または三相整流の場合は約520V)の平滑な直流電圧を得る。
その後、直流電圧は、電子電力システムのインバータ主回路Qの大電力スイッチング電子デバイス(サイリスタ、トランジスタ、電界効果トランジスタ、IGBTなど)の交互スイッチング動作によって、数キロヘルツから200キロヘルツの高周波交流電圧に変換される。
その後、高(中)周波トランス(T)を通して溶接に適した数十ボルトまで電圧を降圧し、アークに要求される外部特性および動特性を得る。 溶接工程 は、溶接回路のインピーダンスと同様に、電子制御システムの制御駆動回路とフィードバック回路および与回路(M、G、Nなど)を通じて得られる。
溶接に直流が必要な場合、高(中)周波交流は出力整流器UとインダクタンスL2とコンデンサC2のフィルタによって直流出力に変換される。
アーク溶接インバータの整流プロセスを簡単に説明すると、 以下のようになる:交流入力 → 直流への整流 → 高/中周波交流変換 → 電圧降下 → 交流出力 → 再び直流への整流。
アーク溶接インバーターに使用できるインバーター構造には3つのタイプがある:
アーク放電の要件を満たすために 溶接工程このため、アーク溶接インバータの電気出力特性(性能)には、相応の適応性が求められる。電気出力特性には、主に外部特性、調整性能、動特性が含まれる。
アーク溶接インバータは、異なる外部特性曲線形状を得るために、電子制御システムと電流-電圧フィードバックを使用して、電子電力システム(インバータ)の閉ループ制御を実行します。
アーク溶接インバータの基本原理ブロック図(図1)に基づき、アーク溶接インバータの閉ループ制御システムは、図2に示すように、ブロック図と方程式を用いて記述することができる。

閉ループ制御システムのバランス関係は以下のように確立される:アーク電圧 (Ufを負にフィードバックし、出力電圧を(通常は分圧器で)サンプリングしてフィードバック量(mUf)に比例する。アーク電流(If)も負にフィードバックされ、出力電流が(通常はシャント素子またはホール素子によって)サンプリングされ、フィードバック量(nIf)に比例する。フィードバック量mUf とnIf は、アーク電圧の設定値(Uグ)とアーク電流設定値(Uジー)となり、K1(U)グ-mUf)とK2(U)ジー-n)の出力。最後に、制御電圧(Uk)を合成・増幅して求め、制御駆動回路に入力し、電子電力系統(インバータ)の運転を駆動する。

定電圧、定電流、ソフトドロップ特性を得る:
1 - 定電圧特性
2 - 定電流特性
3 - ソフトな落下特性
4 - 外部ドラッグ特性付き定電流

アーク溶接インバータの外部特性曲線の原理から、定電圧特性の所与の電圧値に対して、出力アーク電圧の大きさが決まることが推測できる。言い換えれば、与えられた電圧が高ければアーク電圧も高くなり、逆もまた然りである。例えば、Ugu1<Ugu2の場合、図4aに示すように外部特性曲線は曲線1から曲線2に移動し、安定動作点はA1からA2に移動する。
定電流特性では、ある電流に対する電圧値の大小が、出力溶接電流の大小を決定する。言い換えれば、Ugiが大きければ出力溶接電流も大きくなり、逆もまた同様である。例えば、Ugi1<Ugi2の場合、図6-4bに示すように外部特性曲線は曲線1から曲線2に移動し、安定動作点はAIからA2に移動する。
一般に、異なるタイプのアーク溶接インバータは、溶接プロセスの異なる要件を満たすために、外部特性の制御およびプロセスパラメータの調整を達成するために、異なる調節システムを採用しています。ここでは、さまざまなタイプのアーク溶接インバータの動作原理を1つずつ紹介します。
溶滴を伴う短絡遷移を伴うアーク溶接工程にアーク 溶接インバーターを使用する場合、その動特性には厳し い要件が課される。MAG/CO2溶接の短絡遷移に影響する主なパラメータは、短絡電流の上昇率(di短波長/これは時定数T(T=L'/R)に直接関係している。fここで、L' は溶接回路の等価インダクタンス、Rf はアーク抵抗である)。Rf は溶接電流によって変化し、任意に変えることはできないが、L'は溶接回路にインダクタを追加することで変えることができる。また短波長/dtは、閉ループシステムの時定数を調整することで変更できる。
アーク溶接インバーターの動特性を改善し、制御するには、一般的に2つの方法がある:
通常、アーク溶接インバータは、外部特性、調整特性(プロセス・パラメータ調整)、出力パルス波形を形成する3つの調整制御モードを使用する:
図6に、よく使われるインバータ主回路の基本形をいくつか示す。

a) シングルエンド・フォワード・タイプ
b) ハーフブリッジ型
c) フルブリッジ型
d) パラレルタイプ。
シングルエンドの順方向インバータ主回路:

図6aに示すように、パワー・スイッチング・トランジスタ(電子スイッチ・シンボルで表される)V1およびV2が中間周波数で周期的にオン/オフされ、それによって入力直流電圧が断続的な中間周波数電圧に反転される。この電圧はその後、中間周波トランスTによって降圧され、高速ダイオードVD1によって整流され、インダクタによってフィルタリングされ、直流電圧としてアークに出力されます。2つのスイッチング・トランジスタが同時に入力電圧に耐えるため、比較的低い耐圧が必要となり、中型や小型のパワー・インバータに適しています。
ハーフブリッジインバータ主回路:

図6bに示すように、入力直流電圧は2組の電解コンデンサで等分される。2つのパワー・スイッチング・トランジスタV1とV2が交互にオン/オフされ、矩形波形の交流電圧が形成される。
Tで降圧された後、VD1とVD2による全波整流で直流出力が得られる。VD1とVD2は出力電圧振幅の2倍に耐えられる高速ダイオードでなければならない。V1とV2は1Ud/2を負担するだけで、必要な耐電圧は比較的低い。
フルブリッジインバータ主回路:

図6cに示すように、対向するブリッジ・アーム上の2組のパワー・スイッチング・トランジスタV1、V4とV2、V3が、中間周波数で周期的にオン/オフされる。その他の動作はハーフブリッジと同じです。パワー・スイッチング・トランジスタも一定の電圧にしか耐えられないため、中~高出力の溶接要件に適しています。
パラレルインバータ主回路:

図6dに示すように、このタイプの主回路はプッシュプルインバータ主回路とも呼ばれる。パワー・スイッチング・トランジスタV1とV2は、中間周波数で周期的にオン/オフされる。
Tで降圧された後、VD1とVD2は全波整流を行い直流電圧を出力する。スイッチングトランジスタは2倍以上の電圧を負担するため、高耐圧が要求される。一般にサイリスタ式インバータにのみ使用される。
アーク溶接インバータの電子制御システムには、実際には電子制御回路と駆動回路の両方が含まれる。これらは、アーク溶接インバータの電気的性能を達成するためのもう1つの重要な構成要素である。したがって、これらの回路の機能要件と、これらの要件をよりよく満たす方法を深く理解する必要がある。
電子制御回路の役割は、急峻な前縁と後縁、180°の位相差、対称性、可変幅または位相シフトを持つ一対の矩形パルス列(サイリスタ・インバータを除く)をアーク溶接インバータの駆動回路に供給することである。
ハーフブリッジやフルブリッジのような一部のインバータでは、パルス列は互いに絶縁されていなければならない。シングル・エンド・インバータの場合、必要なパルスは1セットだけです。
設計目標は、対になるパルス電圧の有無、狭いパルスと広いパルス、パルス幅の変化量、パルス周波数や位相の変化、さらに基本パルス幅、最小パルス幅、最小パルス幅から定格パルス幅に増加する速度の関係、最小パルス周波数と定格パルス周波数の関係によって達成される。
具体的には、制御回路は以下のような基本的な機能を持たなければならない:
その他の機能
制御回路から供給されるパルス制御信号には十分な電力が必要である。しかし、スイッチング管の種類、型式、容量が異なるため、駆動パルス信号に必要な電力も異なる。
インバータ主回路の種類によって、ドライブパルス信号に対する絶縁要件も異なる。
例えば、フルブリッジやハーフブリッジのインバータ主回路では、高電位と低電位に位置するスイッチング管は、駆動パルス信号の信頼性の高い絶縁が必要です。
サイリスタ・ベースのインバータとトランジスタ・ベースのインバータでは、駆動回路の特性や要求が異なる。
サイリスタ式インバータの駆動回路に求められる要件:
トランジスタを用いたインバータの駆動回路に求められる要件:
トランジスタベースのインバータの駆動回路の役割は、制御回路のパルス出力を高電圧スイッチング管を励磁するのに十分なレベルまで増幅することである。供給される駆動パルスの振幅と波形は、トランジスタの動作特性、例えば飽和電圧降下、蓄積時間、コレクタやエミッタの開閉の瞬間の電圧と電流の上昇・下降速度に関係し、これらはトランジスタの損失と発熱に直接影響する。
駆動回路は、PWMインバータの性能を決定する主な要因の1つである。
従来のアークと比較して 溶接パワー アーク溶接インバーターは、エネルギーを伝送し、電気パラメータを変更するために50Hzまたは60Hzの周波数を使用する電源である。
この周波数の増加により、アーク溶接インバーターは、高効率と省エネルギー、軽量・省材料設計、高速な動的応答、優れた電気性能と溶接プロセス性能など、構造と性能の面で優れた特徴を備えている。
具体的には、アーク溶接用変圧器、直流アーク溶接用発電機、シリコンアーク溶接用整流器、サイリスタアーク溶接用整流器などの従来のアーク溶接用電源と比較した場合、アーク溶接用インバータには次のような大きな特徴と利点がある:
アーク溶接インバーターは、さまざまな方法で分類することができる:
関連記事 アーク溶接インバーターの種類
優れた電気的性能、良好な制御性能、さまざまな形状の出力特性を得る能力、異なる種類のアーク電圧・電流波形(直流、パルス、矩形波交流)、優れた動的特性により、アーク溶接インバータは最大1000A以上の溶接電流を出力できる。
そのため、既存のすべてのアーク溶接電源をほぼ置き換えることができ、手動金属アーク溶接、TIG溶接、MAG/C02/MIG/フラックス入りワイヤ溶接など、さまざまなアーク溶接方法に使用できる、 プラズマアーク 溶接・切断、サブマージアーク自動溶接、ロボット溶接など。
様々な金属材料や合金の溶接が可能で、特に作業スペースが限られている用途や、高所作業、電力供給不足で移動式溶接機が必要な場合に適している。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







