
板金曲げの0°~180°曲げ許容範囲表
板金部品がどのように設計され、精密に製造されているのか、不思議に思ったことはありませんか?このブログ記事では、曲げ代の魅力的な世界に飛び込みます。
板金プロジェクトにおいて、適切な曲げ代を計算するのに苦労したことはありませんか?このブログ記事では、曲げ代の世界に飛び込み、ワークフローを合理化するための曲げ代計算機の使い方を探ります。経験豊富な機械エンジニアである私が、この便利なツールの背後にある概念を説明します。次のプロジェクトで正確な曲げを実現し、時間を節約する方法を学ぶ準備をしましょう!

曲げ代は板金加工における基本的な概念で、曲げ加工された金属部品の正確な寸法を達成するために不可欠です。曲げ加工中に発生する材料の伸びを考慮し、部品の最終寸法が設計仕様と一致するようにします。
曲げ代とは、曲げ始めから曲げ終わりまでの中立軸の長さを指す。中立軸とは、曲げ加工中に圧縮や伸びを受けない材料内の仮想線のことです。この計算は、曲げたときの材料の変形を考慮するため、シートメタル部品の平面パターンレイアウトを決定するのに非常に重要です。
曲げ代を正確に計算することは、いくつかの理由から極めて重要です。第一に、曲げ部品の最終寸法が設計仕様と一致することを保証します。さらに、必要な材料の量を正確に予測することで、材料の無駄を最小限に抑えることができます。このような無駄の削減は、エラーや手戻りのリスクを減らすことで、製造工程におけるコスト削減につながります。
曲げ代にはいくつかの要因が影響します。厚い材料は薄い材料に比べて曲げ特性が異なるため、材料の厚さ(T)は重要な役割を果たします。曲げ角度(θ)は、一般的に補角として測定され、材料がどれだけ伸びるかに影響します。材料の内側にある曲げの内半径(r)も計算に影響します。最後に、材料の厚さと中立軸の比を表す材料固有の定数であるKファクター(K)が重要です。
曲げ代は以下の式で計算できる:
どこでだ:
次のような特性を持つ板金部品を考えてみよう:
曲げ代の公式を使う:
この計算により、板金部品の平面パターンを正確に展開するために必要な曲げ代が算出される。
新しい プレスブレーキ 曲げ代計算の複雑さに慣れていないオペレーターにとって、曲げ代計算機は非常に貴重なツールとなります。この計算機は、プロセスを簡素化し、正確な結果を保証し、毎日の作業をより効率的にします。
オンライン曲げ代計算機では、材料の厚さ、曲げ角度、内半径、K係数などのパラメータを入力することで、プロセスを簡素化できます。これらの計算ツールは、曲げ代や曲げ控除を計算し、正確な板金加工を保証します。これらのツールを使用することで、メーカーは時間を節約し、計算ミスのリスクを減らすことができます。
曲げ代計算機を効果的に使用するには、オペレータは以下のパラメータを入力する必要があります:

関連計算機
さらに読む:
曲げ代とは、板金を曲げ加工する際に、成形後の最終寸法に必要な材料の長さのことです。曲げ代は、いくつかの要因によって変化します:
曲げ許容値は通常、経験的データ、数学的計算、実際の経験を組み合わせて決定されます。経験豊富な板金設計者やエンジニアは、長年にわたって試験と検証を繰り返し、曲げ許容値の表や公式を開発してきました。
適切な曲げ代公式を使用するか、信頼できる曲げ代チャートを参照することで、設計者はシートメタル部品のフラットパターン寸法を正確に計算し、望ましい最終曲げ寸法を得ることができます。これは、正確な平面パターンを作成し、曲げ加工された部品が意図したとおりにフィットして機能することを保証するために非常に重要です。
曲げ代と曲げ控除の計算は、板金原材料の平らな状態の長さを決定するために使用される重要な方法であり、曲げ部品の所望のサイズが達成されることを保証します。これらの計算を理解することは、板金加工の精度を高める上で非常に重要です。
曲げ許容量の計算方法:
曲げ代(BA)とは、平らなシートの全長に、曲げに使用される材料を考慮するために追加される材料の量である。
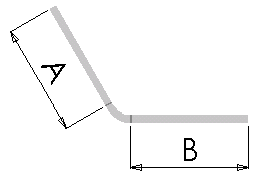
曲げ許容値を使用する場合の総平坦化長さの決定には、以下の式を使用する:
Lt = A + B + BA
どこでだ:
ベンド控除計算方法:
曲げ控除(BD)とは、平板の全長から曲げに使用する材料を差し引く量のことです。
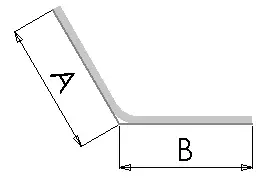
以下の式は、曲げ減点値を使用する場合の総平坦化長さを決定するために使用される:
Lt = A + B - BD
どこでだ:
曲げ代と曲げ減点法の他に、板金原材料の平坦長さを決定するために他の技術を使用することができる。これには次のようなものがある:
| 素材 | 厚さ | 曲げ角度 | Vオープニング | 内半径 | ベンド・アローアンス |
|---|---|---|---|---|---|
| エスピーシーシー | 0.5 | 90 | V4 | 0.5 | 0.95 |
| 100 | 0.73 | ||||
| 135 | 0.3 | ||||
| 175 | 0.03 | ||||
| エスピーシーシー | 0.5 | 90 | V5 | 0.5 | 1.03 |
| 100 | 0.79 | ||||
| 135 | 0.33 | ||||
| 175 | 0.03 | ||||
| エスピーシーシー | 0.5 | 90 | V6 | 0.5 | 1.1 |
| 100 | 0.85 | ||||
| 135 | 0.35 | ||||
| 175 | 0.03 | ||||
| エスピーシーシー | 0.6 | 90 | V4 | 0.5 | 1.08 |
| 100 | 0.83 | ||||
| 135 | 0.35 | ||||
| 175 | 0.03 | ||||
| エスピーシーシー | 0.6 | 90 | V5 | 0.5 | 1.15 |
| 100 | 0.89 | ||||
| 135 | 0.37 | ||||
| 175 | 0.03 | ||||
| エスピーシーシー | 0.6 | 90 | V6 | 0.5 | 1.23 |
| 100 | 0.95 | ||||
| 135 | 0.39 | ||||
| 175 | 0.03 | ||||
| エスピーシーシー | 0.8 | 90 | V6 | 0.5 | 1.49 |
| 120 | 0.73 | ||||
| 135 | 0.47 | ||||
| 150 | 0.25 | ||||
| エスピーシーシー | 0.8 | 90 | V8 | 0 | 1.64 |
| 120 | 0.81 | ||||
| 135 | 0.52 | ||||
| 150 | 0.27 | ||||
| エスピーシーシー | 0.8 | 90 | V10 | 0 | 1.79 |
| 120 | 0.88 | ||||
| 135 | 0.57 | ||||
| 150 | 0.3 | ||||
| エスピーシーシー | 1 | 90 | V10 | 0 | 2.05 |
| 100 | 1.58 | ||||
| 120 | 1.01 | ||||
| 135 | 0.62 | ||||
| 175 | 0.06 | ||||
| エスピーシーシー | 1 | 90 | V8 | 0 | 1.9 |
| 100 | 1.47 | ||||
| 120 | 0.93 | ||||
| 135 | 0.6 | ||||
| 175 | 0.05 | ||||
| エスピーシーシー | 1 | 90 | V6 | 0 | 1.74 |
| 100 | 1.35 | ||||
| 120 | 0.86 | ||||
| 135 | 0.56 | ||||
| 175 | 0.05 | ||||
| エスピーシーシー | 1.2 | 90 | V10 | 1.4 | 2.31 |
| 100 | 1.78 | ||||
| 120 | 1.13 | ||||
| 135 | 0.73 | ||||
| 175 | 0.06 | ||||
| エスピーシーシー | 1.2 | 90 | V8 | 1.4 | 2.15 |
| 100 | 1.66 | ||||
| 120 | 1.06 | ||||
| 135 | 0.69 | ||||
| 175 | 0.06 | ||||
| エスピーシーシー | 1.2 | 90 | V6 | 1.4 | 2 |
| 100 | 1.55 | ||||
| 120 | 0.98 | ||||
| 135 | 0.64 | ||||
| 175 | 0.05 | ||||
| エスピーシーシー | 1.5 | 90 | V6 | 1.7 | 2.36 |
| 100 | 1.82 | ||||
| 120 | 1.16 | ||||
| 135 | 0.75 | ||||
| 175 | 0.06 | ||||
| エスピーシーシー | 1.5 | 90 | V12 | 1.7 | 2.8 |
| 100 | 2.17 | ||||
| 120 | 1.38 | ||||
| 135 | 0.89 | ||||
| 175 | 0.08 | ||||
| エスピーシーシー | 1.5 | 90 | V10 | 1.7 | 2.65 |
| 100 | 2.05 | ||||
| 120 | 1.31 | ||||
| 135 | 0.85 | ||||
| 175 | 0.07 | ||||
| エスピーシーシー | 1.5 | 90 | V8 | 1.7 | 2.5 |
| 100 | 1.94 | ||||
| 120 | 1.23 | ||||
| 135 | 0.8 | ||||
| 175 | 0.07 | ||||
| エスピーシーシー | 2 | 90 | V10 | 2 | 3.29 |
| 100 | 2.54 | ||||
| 120 | 1.62 | ||||
| 135 | 1.05 | ||||
| 175 | 0.09 | ||||
| エスピーシーシー | 2 | 90 | V12 | 2 | 3.44 |
| 100 | 2.66 | ||||
| 120 | 1.69 | ||||
| 135 | 1.1 | ||||
| 175 | 0.09 | ||||
| エスピーシーシー | 2.5 | 90 | V18 | 3.03 | 4.6 |
| 100 | 3.56 | ||||
| 120 | 2.26 | ||||
| 135 | 1.47 | ||||
| 175 | 0.12 | ||||
| エスピーシーシー | 2.5 | 90 | V12 | 3.03 | 4.15 |
| 100 | 3.21 | ||||
| 120 | 2.04 | ||||
| 135 | 1.32 | ||||
| 175 | 0.11 | ||||
| エスピーシーシー | 2.5 | 90 | V10 | 3.03 | 4 |
| 100 | 3.09 | ||||
| 120 | 1.97 | ||||
| 135 | 1.28 | ||||
| 175 | 0.11 | ||||
| エスピーシーシー | 3 | 90 | V18 | 3.133.13 | 5.22 |
| 100 | 4.03 | ||||
| 120 | 2.57 | ||||
| 135 | 1.66 | ||||
| 175 | 0.14 | ||||
| エスピーシーシー | 3 | 90 | V12 | 3.13 | 4.78 |
| 100 | 3.69 | ||||
| 120 | 2.35 | ||||
| 135 | 1.52 | ||||
| 175 | 0.13 | ||||
| エスピーシーシー | 3 | 90 | V10 | 3.13 | 4.63 |
| 100 | 3.58 | ||||
| 120 | 2.28 | ||||
| 135 | 1.48 | ||||
| 175 | 0.13 |
| 素材 | 厚さ | 曲げ角度 | Vオープニング | 内半径 | ベンド・アローアンス |
|---|---|---|---|---|---|
| ちょうたいしょうせい | 0.5 | 90 | 4 | 0.6 | 1.04 |
| 100 | 0.79 | ||||
| 120 | 0.48 | ||||
| 135 | 0.3 | ||||
| 175 | 0.04 | ||||
| ちょうたいしょうせい | 0.5 | 90 | 5 | 0.6 | 1.15 |
| 100 | 0.88 | ||||
| 120 | 0.54 | ||||
| 135 | 0.33 | ||||
| 175 | 0.04 | ||||
| ちょうたいしょうせい | 0.5 | 90 | 6 | 0.6 | 1.27 |
| 100 | 1.13 | ||||
| 120 | 0.59 | ||||
| 135 | 0.37 | ||||
| 175 | 0.04 | ||||
| ちょうたいしょうせい | 0.6 | 90 | 4 | 0.6 | 1.16 |
| 100 | 0.88 | ||||
| 120 | 0.54 | ||||
| 135 | 0.34 | ||||
| 175 | 0.04 | ||||
| ちょうたいしょうせい | 0.6 | 90 | 5 | 0.6 | 1.27 |
| 100 | 0.97 | ||||
| 120 | 0.59 | ||||
| 135 | 0.37 | ||||
| 175 | 0.04 | ||||
| ちょうたいしょうせい | 0.6 | 90 | 6 | 0.6 | 1.38 |
| 100 | 1.05 | ||||
| 120 | 0.64 | ||||
| 135 | 0.4 | ||||
| 175 | 0.05 | ||||
| ちょうたいしょうせい | 0.8 | 90 | 4 | 1.1 | 1.4 |
| 100 | 1.06 | ||||
| 120 | 0.65 | ||||
| 135 | 0.4 | ||||
| 175 | 0.05 | ||||
| ちょうたいしょうせい | 0.8 | 90 | 5 | 1.1 | 1.51 |
| 100 | 1.15 | ||||
| 120 | 0.7 | ||||
| 135 | 0.44 | ||||
| 175 | 0.05 | ||||
| ちょうたいしょうせい | 0.8 | 90 | 6 | 1.1 | 1.62 |
| 100 | 1.23 | ||||
| 120 | 0.75 | ||||
| 135 | 0.47 | ||||
| 175 | 0.06 | ||||
| ちょうたいしょうせい | 1 | 90 | 6 | 1.9 | 1.87 |
| 100 | 1.42 | ||||
| 120 | 0.87 | ||||
| 135 | 0.54 | ||||
| 175 | 0.07 | ||||
| ちょうたいしょうせい | 1 | 90 | 8 | 1.9 | 2.1 |
| 100 | 1.6 | ||||
| 120 | 0.98 | ||||
| 135 | 0.61 | ||||
| 175 | 0.07 | ||||
| ちょうたいしょうせい | 1.2 | 90 | 6 | 1.6 | 2.1 |
| 100 | 1.59 | ||||
| 120 | 0.97 | ||||
| 135 | 0.61 | ||||
| 175 | 0.07 | ||||
| ちょうたいしょうせい | 1.2 | 90 | 8 | 1.6 | 2.32 |
| 100 | 1.76 | ||||
| 120 | 1.08 | ||||
| 135 | 0.67 | ||||
| 175 | 0.08 | ||||
| ちょうたいしょうせい | 1.2 | 90 | 10 | 1.6 | 2.54 |
| 100 | 1.93 | ||||
| 120 | 1.18 | ||||
| 135 | 0.74 | ||||
| 175 | 0.09 | ||||
| ちょうたいしょうせい | 1.5 | 90 | 8 | 2.1 | 2.68 |
| 100 | 2.03 | ||||
| 120 | 1.24 | ||||
| 135 | 0.77 | ||||
| 175 | 0.09 | ||||
| ちょうたいしょうせい | 1.5 | 90 | 10 | 2.1 | 2.9 |
| 100 | 2.2 | ||||
| 120 | 1.35 | ||||
| 135 | 0.84 | ||||
| 175 | 0.1 | ||||
| ちょうたいしょうせい | 2 | 90 | 10 | 3.49 | |
| 100 | 2.65 | ||||
| 120 | 1.62 | ||||
| 135 | 1.01 | ||||
| 175 | 0.12 | ||||
| ちょうたいしょうせい | 2 | 90 | 12 | 3.7 | |
| 100 | 2.82 | ||||
| 120 | 1.72 | ||||
| 135 | 1.07 | ||||
| 175 | 0.13 |
| 素材 | 厚さ | 曲げ角度 | Vオープニング | 内半径 | ベンド・アローアンス |
|---|---|---|---|---|---|
| SPHC | 1 | 90 | V10 | 1.86 | 2.05 |
| 100 | 1.58 | ||||
| 120 | 1.01 | ||||
| 135 | 0.62 | ||||
| 175 | 0.06 | ||||
| SPHC | 1 | 90 | V8 | 1.86 | 1.9 |
| 100 | 1.47 | ||||
| 120 | 0.93 | ||||
| 135 | 0.6 | ||||
| 175 | 0.05 | ||||
| SPHC | 1 | 90 | V6 | 1.86 | 1.74 |
| 100 | 1.35 | ||||
| 120 | 0.86 | ||||
| 135 | 0.56 | ||||
| 175 | 0.05 | ||||
| SPHC | 1.2 | 90 | V10 | 1.44 | 2.31 |
| 100 | 1.78 | ||||
| 120 | 1.13 | ||||
| 135 | 0.73 | ||||
| 175 | 0.06 | ||||
| SPHC | 1.2 | 90 | V8 | 1.44 | 2.15 |
| 100 | 1.66 | ||||
| 120 | 1.06 | ||||
| 135 | 0.69 | ||||
| 175 | 0.06 | ||||
| SPHC | 1.2 | 90 | V6 | 1.44 | 2 |
| 100 | 1.55 | ||||
| 120 | 0.98 | ||||
| 135 | 0.64 | ||||
| 175 | 0.05 | ||||
| SPHC | 1.5 | 90 | V12 | 1.74 | 2.8 |
| 100 | 2.17 | ||||
| 120 | 1.38 | ||||
| 135 | 0.89 | ||||
| 175 | 0.08 | ||||
| SPHC | 1.5 | 90 | V10 | 1.74 | 2.65 |
| 100 | 2.05 | ||||
| 120 | 1.31 | ||||
| 135 | 0.85 | ||||
| 175 | 0.07 | ||||
| SPHC | 1.5 | 90 | V8 | 1.74 | 2.5 |
| 100 | 1.94 | ||||
| 120 | 1.23 | ||||
| 135 | 0.8 | ||||
| 175 | 0.07 | ||||
| SPHC | 2 | 90 | V12 | 2.01 | 3.44 |
| 100 | 2.66 | ||||
| 120 | 1.69 | ||||
| 135 | 1.1 | ||||
| 175 | 0.09 | ||||
| SPHC | 2 | 90 | V10 | 2.01 | 3.29 |
| 100 | 2.54 | ||||
| 120 | 1.62 | ||||
| 135 | 1.05 | ||||
| 175 | 0.09 | ||||
| SPHC | 2.5 | 90 | V18 | 3 | 4.6 |
| 100 | 3.25 | ||||
| 120 | 2.26 | ||||
| 135 | 1.47 | ||||
| 175 | 0.12 | ||||
| SPHC | 2.5 | 90 | V12 | 3 | 4.15 |
| 100 | 3.21 | ||||
| 120 | 2.04 | ||||
| 135 | 1.32 | ||||
| 175 | 0.11 | ||||
| SPHC | 2.5 | 90 | V10 | 3 | 4 |
| 100 | 3.09 | ||||
| 120 | 1.97 | ||||
| 135 | 1.28 | ||||
| 175 | 0.11 | ||||
| SPHC | 3 | 90 | V18 | 3.1 | 5.22 |
| 100 | 4.03 | ||||
| 120 | 2.57 | ||||
| 135 | 1.66 | ||||
| 175 | 0.14 | ||||
| SPHC | 3 | 90 | V12 | 3.1 | 4.78 |
| 100 | 3.69 | ||||
| 120 | 2.35 | ||||
| 135 | 1.52 | ||||
| 175 | 0.13 | ||||
| SPHC | 3 | 90 | V10 | 3.1 | 4.63 |
| 100 | 3.58 | ||||
| 120 | 2.28 | ||||
| 135 | 1.48 | ||||
| 175 | 0.13 |
| 素材 | 厚さ | 曲げ角度 | Vオープニング | 内半径 | ベンド・アローアンス |
|---|---|---|---|---|---|
| 証券取引委員会 | 1 | 90 | V10 | 1.9 | 2.05 |
| 100 | 1.58 | ||||
| 120 | 1.01 | ||||
| 135 | 0.62 | ||||
| 175 | 0.06 | ||||
| 証券取引委員会 | 1 | 90 | V8 | 1.9 | 1.9 |
| 100 | 1.47 | ||||
| 120 | 0.93 | ||||
| 135 | 0.6 | ||||
| 175 | 0.05 | ||||
| 証券取引委員会 | 1 | 90 | V6 | 1.9 | 1.74 |
| 100 | 1.35 | ||||
| 120 | 0.86 | ||||
| 135 | 0.56 | ||||
| 175 | 0.05 | ||||
| 証券取引委員会 | 1.2 | 90 | V10 | 1.4 | 2.31 |
| 100 | 1.78 | ||||
| 120 | 1.13 | ||||
| 135 | 0.73 | ||||
| 175 | 0.06 | ||||
| 証券取引委員会 | 1.2 | 90 | V8 | 1.4 | 2.15 |
| 100 | 1.66 | ||||
| 120 | 1.06 | ||||
| 135 | 0.69 | ||||
| 175 | 0.06 | ||||
| 証券取引委員会 | 1.2 | 90 | V6 | 1.4 | 2 |
| 100 | 1.55 | ||||
| 120 | 0.98 | ||||
| 135 | 0.64 | ||||
| 175 | 0.05 | ||||
| 証券取引委員会 | 1.5 | 90 | V12 | 1.7 | 2.8 |
| 100 | 2.17 | ||||
| 120 | 1.38 | ||||
| 135 | 0.89 | ||||
| 175 | 0.08 | ||||
| 証券取引委員会 | 1.5 | 90 | V10 | 1.7 | 2.65 |
| 100 | 2.05 | ||||
| 120 | 1.31 | ||||
| 135 | 0.85 | ||||
| 175 | 0.07 | ||||
| 証券取引委員会 | 1.5 | 90 | V8 | 1.7 | 2.5 |
| 100 | 1.94 | ||||
| 120 | 1.23 | ||||
| 135 | 0.8 | ||||
| 175 | 0.07 | ||||
| 証券取引委員会 | 2 | 90 | V12 | 2 | 3.44 |
| 100 | 2.66 | ||||
| 120 | 1.69 | ||||
| 135 | 1.1 | ||||
| 175 | 0.09 | ||||
| 証券取引委員会 | 2 | 90 | V10 | 2 | 3.29 |
| 100 | 2.54 | ||||
| 120 | 1.62 | ||||
| 135 | 1.05 | ||||
| 175 | 0.09 | ||||
| 証券取引委員会 | 2.5 | 90 | V18 | 3.03 | 4.6 |
| 100 | 3.56 | ||||
| 120 | 2.26 | ||||
| 135 | 1.47 | ||||
| 175 | 0.12 | ||||
| 証券取引委員会 | 2.5 | 90 | V12 | 3.03 | 4.15 |
| 100 | 3.21 | ||||
| 120 | 2.01 | ||||
| 135 | 1.32 | ||||
| 175 | 0.11 | ||||
| 証券取引委員会 | 2.5 | 90 | V10 | 3.03 | 4 |
| 100 | 3.09 | ||||
| 120 | 1.97 | ||||
| 135 | 1.28 | ||||
| 175 | 0.11 | ||||
| 証券取引委員会 | 3 | 90 | V18 | 3.13 | 5.22 |
| 100 | 4.03 | ||||
| 120 | 2.57 | ||||
| 135 | 1.66 | ||||
| 175 | 0.14 | ||||
| 証券取引委員会 | 3 | 90 | V12 | 3.13 | 1.78 |
| 100 | 3.69 | ||||
| 120 | 2.35 | ||||
| 135 | 1.52 | ||||
| 175 | 0.13 | ||||
| 証券取引委員会 | 3 | 90 | V10 | 3.13 | 4.63 |
| 100 | 3.58 | ||||
| 120 | 2.28 | ||||
| 135 | 1.48 | ||||
| 175 | 0.13 |
| 素材 | 厚さ | 曲げ角度 | Vオープニング | 内半径 | ベンド・アローアンス |
|---|---|---|---|---|---|
| AL | 0.8 | 90 | 4 | 0.6 | 1.15 |
| 100 | 0.81 | ||||
| 120 | 0.5 | ||||
| 135 | 0.36 | ||||
| 175 | 0.03 | ||||
| AL | 0.8 | 90 | 5 | 0.6 | 1.2 |
| 100 | 0.85 | ||||
| 120 | 0.52 | ||||
| 135 | 0.37 | ||||
| 175 | 0.03 | ||||
| AL | 0.8 | 90 | 6 | 0.6 | 1.25 |
| 100 | 0.88 | ||||
| 120 | 0.54 | ||||
| 135 | 0.39 | ||||
| 175 | 0.03 | ||||
| AL | 1 | 90 | 6 | 0.6 | 1.49 |
| 100 | 1.05 | ||||
| 120 | 6.5 | ||||
| 135 | 0.46 | ||||
| 175 | 0.04 | ||||
| AL | 1 | 90 | 8 | 0.6 | 1.59 |
| 100 | 1.13 | ||||
| 120 | 0.69 | ||||
| 135 | 0.5 | ||||
| 175 | 0.04 | ||||
| AL | 1.2 | 90 | 6 | 0.9 | 1.73 |
| 100 | 1.22 | ||||
| 120 | 0.75 | ||||
| 135 | 0.54 | ||||
| 175 | 0.04 | ||||
| AL | 1.2 | 90 | 8 | 0.9 | 1.82 |
| 100 | 1.29 | ||||
| 120 | 0.79 | ||||
| 135 | 0.57 | ||||
| 175 | 0.05 | ||||
| AL | 1.5 | 90 | 8 | 1.2 | 2.18 |
| 100 | 1.54 | ||||
| 120 | 0.95 | ||||
| 135 | 0.68 | ||||
| 175 | 0.06 | ||||
| AL | 1.5 | 90 | 10 | 1.2 | 2.28 |
| 100 | 1.61 | ||||
| 120 | 0.99 | ||||
| 135 | 0.71 | ||||
| 175 | 0.06 | ||||
| AL | 1.5 | 90 | 12 | 1.2 | 2.38 |
| 100 | 1.68 | ||||
| 120 | 1.03 | ||||
| 135 | 0.74 | ||||
| 175 | 0.06 | ||||
| AL | 2 | 90 | 14 | 1.6 | 3.07 |
| 100 | 2.17 | ||||
| 120 | 1.3 | ||||
| 135 | 0.93 | ||||
| 175 | 0.08 | ||||
| AL | 2 | 90 | 12 | 1.6 | 2.98 |
| 100 | 2.11 | ||||
| 120 | 1.34 | ||||
| 135 | 0.95 | ||||
| 175 | 0.08 | ||||
| AL | 2 | 90 | 18 | 1.6 | 3.25 |
| 100 | 2.3 | ||||
| 120 | 1.42 | ||||
| 135 | 1.01 | ||||
| 175 | 0.08 | ||||
| AL | 2.5 | 90 | 18 | 2.4 | 3.89 |
| 100 | 2.75 | ||||
| 120 | 1.7 | ||||
| 135 | 1.21 | ||||
| 175 | 0.1 | ||||
| AL | 3 | 90 | 18 | 2.5 | 4.5 |
| 100 | 3.18 | ||||
| 120 | 1.96 | ||||
| 135 | 1.4 | ||||
| 175 | 0.1 | ||||
| AL | 3.2 | 90 | 18 | 2.5 | 4.74 |
| 100 | 3.35 | ||||
| 120 | 2.06 | ||||
| 135 | 1.47 | ||||
| 175 | 0.12 | ||||
| AL | 4 | 90 | 40 | 4.6 | 6.77 |
| 100 | 4.79 | ||||
| 120 | 2.95 | ||||
| 135 | 2.11 | ||||
| 175 | 0.17 | ||||
| AL | 6.8 | 90 | 800 | 9.4 | 12.09 |
| 100 | 8.55 | ||||
| 120 | 5.27 | ||||
| 135 | 3.76 | ||||
| 175 | 0.31 |
Kファクターは板金加工において重要な係数であり、材料の厚み内の中立軸の相対的な位置を表す。中立軸とは、曲げ加工中に圧縮や引張が発生しない材料内の仮想平面のことです。Kファクターは、内面から中立軸までの距離と材料の総厚みとの比として計算されます。Kファクターを理解することは、正確な曲げ代の計算に不可欠であり、曲げ部品の最終寸法の精度を保証します。
Kファクターは曲げ代に直接影響し、これは曲げに対応するために必要な追加材料の長さです。通常、曲げ角度、内半径、材料の厚さ、Kファクターを含む曲げ代の計算式は次のようになります:
ここで、( BA )は曲げ代、( θ )はラジアン単位の曲げ角度、( r )は内半径、( K )はKファクター、( T )は材料厚さです。この式は、曲げ代が正確に計算されるようにするためのKファクターの重要性を強調しており、これは正確な部品寸法を達成し、材料の無駄を減らすために重要です。
Kファクターは一定の値ではなく、材料の特性、曲げ方法、曲げ半径、曲げ角度など、いくつかの要因によって変化する。材料や曲げ条件が異なれば、Kファクターの値も異なり、通常は0.3~0.5の範囲となります。例えば、延性の高い材料は、脆い材料と比較してKファクターが異なる場合があり、曲げ代、ひいては部品の最終寸法に影響を与えます。
曲げ代と曲げ控除を正確に計算するには、以下のパラメータを収集することから始めます:
曲げ代は、曲げに対応するために必要な追加材料の長さを計算します。この値を決定するには、曲げ代の公式を使用します:
1.曲げ角度をラジアンに変換する:
2.曲げ許容量の計算式を適用する:
次に、ベンド控除を計算するために重要なアウトサイドセットバックを決定する。OSSBの計算式は
曲げ角度をラジアンに変換する:
アウトサイドセットバックの計算式を適用する:
最後に、板金加工で正確な寸法を得るために重要な曲げ控除を決定するために、外側のセットバックと曲げ代を使用します:
ベンド控除計算式を適用する:
曲げ加工を成功させるには、各パラメーターの重要性を理解することが不可欠です。例えば、Kファクターは曲げに必要な材料の量に影響し、曲げ代は曲げ後に材料が正しく収まるようにします。さらに、スプリングバック(曲げ加工後に金属がわずかに元の形状に戻る現象)を考慮することが不可欠で、そのために材料を曲げ過ぎる必要が生じることがあります。
これらのステップに従い、各パラメーターを慎重に検討することで、正確な板金加工に必要な曲げ代と曲げ控除を正確に計算することができます。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







