
Yファクター計算機
試行錯誤なしに板金部品を正確に曲げるには?その鍵を握るのがYファクターです。この記事では、Yファクターについて説明します。
板金部品がどのように設計され、精密に製造されているのか不思議に思ったことはありませんか?このブログでは、板金加工における重要な概念である曲げ代の魅力についてご紹介します。経験豊富な機械エンジニアである私が、曲げ代によって設計者が曲げ加工用の正確な平面パターンをどのように作成できるのか、その見識をお話しします。この記事を読み終わる頃には、曲げ代と、高品質の板金部品を製造する上でのその重要性について、しっかりと理解していただけることでしょう。

曲げ代は、板金加工、特にプレス曲げ部品の設計と製造において重要な概念である。曲げ代とは、板金の曲げに対応するために必要な追加材料の長さを指します。この曲げ代により、曲げ加工後の部品の最終寸法が設計仕様と一致するようになります。
曲げ代は単なる統計的なデータではなく、経験豊富な金型設計者が長年の実務の中で蓄積した経験的な測定と計算から導き出されます。このデータは、曲げ加工前の板金部品の展開寸法や平面寸法を正確に求めるために不可欠です。曲げ代を計算に取り入れることで、金型設計者は部品の最終寸法を高い精度で予測することができます。
板金加工における最大の課題のひとつは、曲げ加工後の展開寸法の精度を確保することです。これには、材料の種類、厚さ、曲げ半径、曲げ角度など、さまざまな要因を考慮する必要があります。正確な曲げ代計算は、設計部品と製造部品の不一致を避けるために不可欠です。
曲げ代は、板金業界の金型設計者にとって基本的なツールです。これにより、プレス曲げ部品の展開寸法を正確に計算し、最終製品が設計仕様と品質基準を満たすようにします。曲げ代を正しく理解し、適用することで、設計者は曲げ加工に伴う課題を克服し、高精度の作業を実現することができます。
曲げ代(BA)は、曲げ線間の中立軸の円弧長さを測定するため、板金加工では非常に重要です。この計算は、曲げに必要な材料の正確な長さを決定するのに役立ちます。曲げ代の計算式は以下の通りです:
以下はパラメータを指定した例である:
曲げ角度をラジアンに変換:
用語を計算する
曲げ代の公式を適用する:
この計算から、与えられたパラメーターに対する曲げ代は約2.945mmであることがわかる。
材料特性と曲げ工程のばらつきを考慮する。金型、曲げ方法、材料の種類などの要素は、Kファクターと曲げ代に影響します。正確なKファクターの値については、実験的検証を行うか、材料データシートを参照してください。
曲げ代について学んだら、次はそれを計算します。曲げ代は板金加工において重要な要素で、曲げに対応するために必要な材料の量を決定します。これにより、曲げ加工後の部品の最終寸法が正確になります。
曲げ代を計算する最も簡単な方法のひとつは 曲げ代計算機.これらの計算機は、材料の種類、厚さ、曲げ角度、曲げ半径などの入力パラメータに基づいて、迅速かつ正確に曲げ代を計算するように設計されています。
専用の曲げ代計算機に加えて、上記の計算機は、以下のような板金曲げに関連する様々なパラメータの計算も支援することができます:
曲げ代を手作業で計算する方法についてより深く理解されたい方のために、当社のブログ記事で詳細な分析を行っています。この記事では 曲げ代を段階的に計算する方法計算式や係数を含む。
曲げ代表は、材料の種類、厚さ、曲げ角度、内半径に基づいた曲げ代の具体的な値を示しています。このチャートは、計算プロセスを簡素化し、正確な曲げを保証します。
| 素材 | 厚さ | 控除 | 内部 R | アングル | 死ぬ | パンチ | ||
|---|---|---|---|---|---|---|---|---|
| R | V 幅 | R | アングル | |||||
| 鋼板 | 0.8 | 1.5 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° |
| 0.9 | 1.7 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° | |
| 1 | 1.8 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 1.91 | 1 | 90° | 0.4 | 6 | 0.2 | 88° | |
| 1.2 | 2.1 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.5 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 冷間圧延 プレート | 1.6 | 2.65 | 1.3 | 90° | 0.5 | 8 | 0.6 | 88° |
| 1.8 | 3.4 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2 | 3.5 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.3 | 3.75 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3 | 5.05 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 4 | 6.9 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| 熱間圧延 プレート | 2.3 | 3.77 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° |
| 3.2 | 5.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 4.2 | 7.4 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| 4.8 | 8.1 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| アルミプレート | 0.8 | 1.5 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° |
| 1 | 1.6 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 2.1 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.45 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.6 | 2.7 | 1.3 | 90° | 0.5 | 8 | 0.6 | 88° | |
| 1.6 | 2.4 | 1.3 | 90° | 0.6 | 10 | 0.6 | 88° | |
| 2 | 3.25 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.3 | 3.6 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.5 | 16 | 0.6 | 88° | |
| 3 | 4.7 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.2 | 5 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.5 | 5.9 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 4 | 6.8 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 5 | 8.1 | 4 | 90° | 0.8 | 25 | 3.2 | 88° | |
| 銅板 | 0.8 | 1.6 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° |
| 1 | 1.9 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 2.15 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.55 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 2 | 3.5 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3 | 5 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.2 | 5.1 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.5 | 6 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 4 | 7 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| T | 冷延鋼板SPCC(電気亜鉛めっき鋼板SECC) | ||||||||||||||
| V | アングル | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 最小寸法 | 注 |
| V4 | 90 | 0.9 | 1.4 | 2.8 | |||||||||||
| 120 | 0.7 | ||||||||||||||
| 150 | 0.2 | ||||||||||||||
| V6 | 90 | 1.5 | 1.7 | 2.15 | 4.5 | ||||||||||
| 120 | 0.7 | 0.86 | 1 | ||||||||||||
| 150 | 0.2 | 0.3 | 0.4 | ||||||||||||
| V7 | 90 | 1.6 | 1.8 | 2.1 | 2.4 | 5 | |||||||||
| 120 | 0.8 | 0.9 | 1 | ||||||||||||
| 150 | 0.3 | 0.3 | 0.3 | ||||||||||||
| V8 | 90 | 1.6 | 1.9 | 2.2 | 2.5 | 5.5 | |||||||||
| 30 | 0.3 | 0.34 | 0.4 | 0.5 | |||||||||||
| 45 | 0.6 | 0.7 | 0.8 | 1 | |||||||||||
| 60 | 1 | 1.1 | 1.3 | 1.5 | |||||||||||
| 120 | 0.8 | 0.9 | 1.1 | 1.3 | |||||||||||
| 150 | 0.3 | 0.3 | 0.2 | 0.5 | |||||||||||
| V10 | 90 | 2.7 | 3.2 | 7 | |||||||||||
| 120 | 1.3 | 1.6 | |||||||||||||
| 150 | 0.5 | 0.5 | |||||||||||||
| V12 | 90 | 2.8 | 3.65 | 4.5 | 8.5 | ||||||||||
| 30 | 0.5 | 0.6 | 0.7 | ||||||||||||
| 45 | 1,0 | 1.3 | 1.5 | ||||||||||||
| 60 | 1.7 | 2 | 2.4 | ||||||||||||
| 120 | 1.4 | 1.7 | 2 | ||||||||||||
| 150 | 0.5 | 0.6 | 0.7 | ||||||||||||
| V14 | 90 | 4.3 | 10 | ||||||||||||
| 120 | 2.1 | ||||||||||||||
| 150 | 0.7 | ||||||||||||||
| V16 | 90 | 4.5 | 5 | 11 | |||||||||||
| 120 | 2.2 | ||||||||||||||
| 150 | 0.8 | ||||||||||||||
| V18 | 90 | 4.6 | 13 | ||||||||||||
| 120 | 2.3 | ||||||||||||||
| 150 | 0.8 | ||||||||||||||
| V20 | 90 | 4.8 | 5.1 | 6.6 | 14 | ||||||||||
| 120 | 2.3 | 3.3 | |||||||||||||
| 150 | 0.8 | 1.1 | |||||||||||||
| V25 | 90 | 5.7 | 6.4 | 7 | 17.5 | ||||||||||
| 120 | 2.8 | 3.1 | 3.4 | ||||||||||||
| 150 | 1 | 1 | 1.2 | ||||||||||||
| V32 | 90 | 7.5 | 8.2 | 22 | |||||||||||
| 120 | 4 | ||||||||||||||
| 150 | 1.4 | ||||||||||||||
| V40 | 90 | 8.7 | 9.4 | 28 | |||||||||||
| 120 | 4.3 | 4.6 | |||||||||||||
| 150 | 1.5 | 1.6 | |||||||||||||
| T | アルミニウム板 L2Y2 | ||||||||||||||
| V | アングル | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 最小寸法 | 注 |
| V4 | 1.4 | 2.8 | |||||||||||||
| V6 | 1.6 | 4.5 | |||||||||||||
| V7 | 1.6 | 1.8 | 5 | ||||||||||||
| V8 | 1.8 | 2.4 | 3.1 | 5.5 | |||||||||||
| V10 | 2.4 | 3.2 | 7 | ||||||||||||
| V12 | 2.4 | 3.2 | 8.5 | ||||||||||||
| V14 | 3.2 | 10 | |||||||||||||
| V16 | 3.2 | 4 | 4.8 | 11 | |||||||||||
| V18 | 4.8 | 13 | |||||||||||||
| V20 | 4.8 | 14 | |||||||||||||
| V25 | 4.8 | 5.4 | 6 | 17.5 | |||||||||||
| V32 | 6.3 | 6.9 | 22 | ||||||||||||
| T | 銅板 | ||||||||||||||
| V | アングル | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 最小寸法 | 注 |
| 90 | 3.6 | 5.2 | 6.8 | 8.4 | 28 | ||||||||||
| 120 | |||||||||||||||
| 150 | |||||||||||||||
注: (厚さ2.0のC型プロファイルの場合、V12係数は3.65であり、他の2.0シート材は3.5である)。ヘミングのある2.0シートの曲げ代係数は1.4。
| マテラル | エスピーシーシー | ちょうたいしょうせい | LY12 | 証券取引委員会 | ||||
| T | ΔT | ΔK | ΔT | ΔK | ΔT | ΔK | ΔT | ΔK |
| T=0.6 | 1.25 | 1.26 | ||||||
| T=0.8 | 0.18 | 1.42 | 0.15 | 1.45 | 0.09 | 1.51 | ||
| T=1.0 | 0.25 | 1.75 | 0.2 | 1.8 | 0.3 | 1.7 | 0.38 | 1.62 |
| T=1.2 | 0.45 | 1.95 | 0.25 | 2.15 | 0.5 | 1.9 | 0.43 | 1.97 |
| T=1.4 | 0.64 | 2.16 | ||||||
| T=1.5 | 0.64 | 2.36 | 0.5 | 2.5 | 0.7 | 2.3 | ||
| T=1.6 | 0.69 | 2.51 | ||||||
| T=1.8 | 0.65 | 3 | ||||||
| T=1.9 | 0.6 | 3.2 | ||||||
| T=2.0 | 0.65 | 3.35 | 0.5 | 3.5 | 0.97 | 3.03 | 0.81 | 3.19 |
| T=2.5 | 0.8 | 4.2 | 0.85 | 4.15 | 1.38 | 3.62 | ||
| T=3.0 | 1 | 5 | 5.2 | 1.4 | 4.6 | |||
| T=3.2 | 1.29 | 5.11 | ||||||
| T=4.0 | 1.2 | 6.8 | 1 | 7 | ||||
| T=5.0 | 2.2 | 7.8 | 2.2 | 7.8 | ||||
| T=6.0 | 2.2 | 9.8 | ||||||
| アルミニウム板厚 | 曲げ角度 | 曲げ代 |
| AL-0.8 | 90 | 1.5 |
| AL-1.0 | 90 | 1.5 |
| 45, 135 | 0.5 | |
| AL-1.2 | 90 | 2.0 |
| 45, 135 | 0.5 | |
| AL-1.5 | 90 | 2.5 |
| 45, 135 | 0.5 | |
| 60, 120 | 1.5 | |
| AL-2.0 | 90 | 3.0 |
| 45, 135 | 1.0 | |
| 60, 120 | 2.5 | |
| 90度の溝 | 1.5 | |
| AL-2.5 | 90 | 4.0 |
| 45, 135 | 1.5 | |
| 60, 120 | 3.0 | |
| 90度の溝 | 2.0 | |
| AL-3.0 | 90 | 5.0 |
| 45, 135 | 3.0 | |
| 60, 120 | 4.5 | |
| 90度の溝 | 2.5 |
1) 曲げ代表は、加圧板を使用せず、板幅が板厚の3倍以上の板金曲げ加工に適用する。
2) 曲げる場合 プレスブレーキこの表に従って計算することができる。
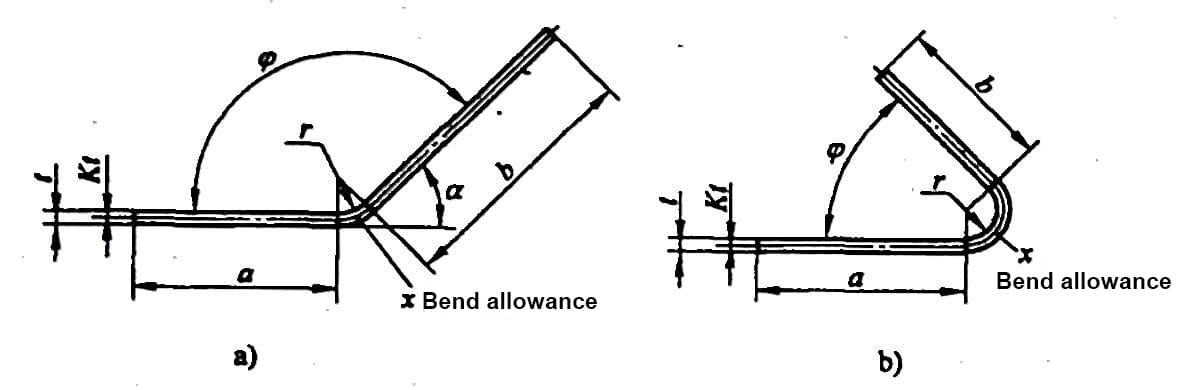
3) 図に記された寸法に従って、曲げ加工品の展開寸法の計算式は以下のようになる:
L = a + b + x
この方程式では
4) 板金曲げには多くの要因が影響するため、この板金曲げ許容差表は参考としてのみ使用すること。
曲げ成形0°L=A+B-0.43T、T=厚さ、減点=0.43T
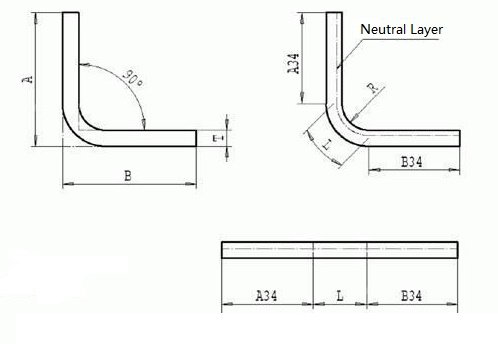
フォーミュラ: L(展開長)=A(外寸)+B(外寸)-K(Kファクター)
中立層に従って90°曲げずに展開し、中立層からシート内側までの距離はT/3、内側Rは上記の表を参照できる。
Vダイ幅は板厚の6~8倍
90°曲がりなし=180°-角度/90°*減点
の1.8倍となる。 鋼板の厚さ アルミニウム板の1.6倍である。
2mm以下の厚板の場合、Kファクターは0.432、R=板厚、アンフォールトサイズは0.05の精度が得られます。
一般的に、設計の際には 板金 部品は、最小内側R=厚さ/2、それ以下の場合は 溝掘り (Vカット)が必要となる。
さらに読む:
以下は、よくある質問に対する回答である:
曲げ代の公式は、板金曲げの曲げ線間の中立軸の長さを計算するために使用されます。計算式は
どこでだ:
この計算式は、曲げ加工後に希望する寸法を得るために必要な、板金の正しい長さを決定するのに役立ちます。
曲げ許容差表を使用するには、まず必要なパラメー タ(材料の厚さ、曲げ角度、内半径、K係数)を集 めます。これらのパラメータを曲げ許容差表で確認しま す。通常、この曲げ許容差表には、様々な形状に対 する曲げ許容差が予め計算されています。材料の厚みと内半径を曲げ角度と照合し、対応する曲げ許容値を求めます。Kファクターを変更することで、特定の材 料と工程に必要なチャートを調整する。曲げ代値を使用して、曲げ前のシートメタル部品の平坦なパターン長さを正確に計算します。これにより、正確な曲げと正確な最終寸法が保証されます。
曲げ代と曲げ減算の違いは、板金曲げにおけるその目的と用途にあります。曲げ代(BA)は、曲げる材料を考慮するために必要な追加の長さを表し、中立軸の円弧長に基づいて計算されます。曲げに必要な材料の長さを正しく確保するために、フラットパターンの長さに追加されます。一方、曲げ控除(BD)とは、曲げ後の最終寸法を希望通りにするために、平らな部分の長さの合計から差し引く材料の量のことで、材料のスプリングバックを補正します。基本的に、曲げ代が曲げを考慮して長さを加えるのに対し、曲げ控除は曲げを調整するために長さを差し引きます。
板金曲げ加工における材料のKファクターを決定するには、通常、テストピースを使用した経験的な方法を使用する必要があります。その方法は以下の通りです:
以下のステップを踏むことで、材料と曲げ工程に特化したKファクターを決定し、正確な曲げ代計算を行うことができます。
板金曲げの曲げ代を計算するには、以下のパラメータが必要です:
これらのパラメータは、正確な曲げ代を計算するために不可欠であり、慎重に測定または決定する必要があります。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







