
板金曲げ計算:手当、控除、Kファクター
板金設計者がどのようにして設計の精度を確保しているのか、不思議に思ったことはないだろうか。このブログ記事では、板金設計の魅力的な世界に飛び込み、その世界を探ります...
板金がどのようにして複雑な形状に変化するのか、不思議に思ったことはないだろうか。板金加工における重要な概念である曲げ控除が、その鍵を握っています。このブログでは、曲げ減算の複雑な仕組みに迫り、その計算式や計算機、実際の応用例をご紹介します。精密で美しい板金部品を作るための秘密を一緒に解明しましょう。


関連する計算機
曲げ控除は、板金加工の分野、特に曲げ加工において非常に重要な概念です。一般に「バックオフ量」と呼ばれ、曲げ加工部品の正確な寸法を決定する上で重要な役割を果たします。
曲げ控除(BD)とは、曲げ加工後の最終的な寸法を得るために、平らなシートメタルの全長から差し引かれる量のことである。曲げ加工中に変位する材料を考慮する。
板金曲げにおける重要性
曲げ控除は、曲げ加工前のシートメタル部品の平面パターンを正確に計算するために不可欠です。これにより、曲げられた部品の最終寸法が設計仕様と一致することが保証されます。曲げ控除を考慮しないと、部品が誤った寸法になり、組み立てや機能性に問題が生じる可能性があります。
ベンド控除額には、以下のようないくつかの要因が影響する:
実際には、曲げ減点は経験的なデータ、メーカーのガイドライン、または材料と曲げ工程の特性を考慮した特殊なソフトウェアによって決定されます。正確な曲げ控除計算は、最終製品が設計要件を満たし、意図された用途で正しく機能することを保証するために非常に重要です。
曲げ控除(BD)は、板金加工において重要な要素であり、板金部品の平面パターン長を計算するために使用される。曲げ加工中に変位する材料を考慮します。この値は、曲げ部品の最終寸法が正確であることを保証するために不可欠です。
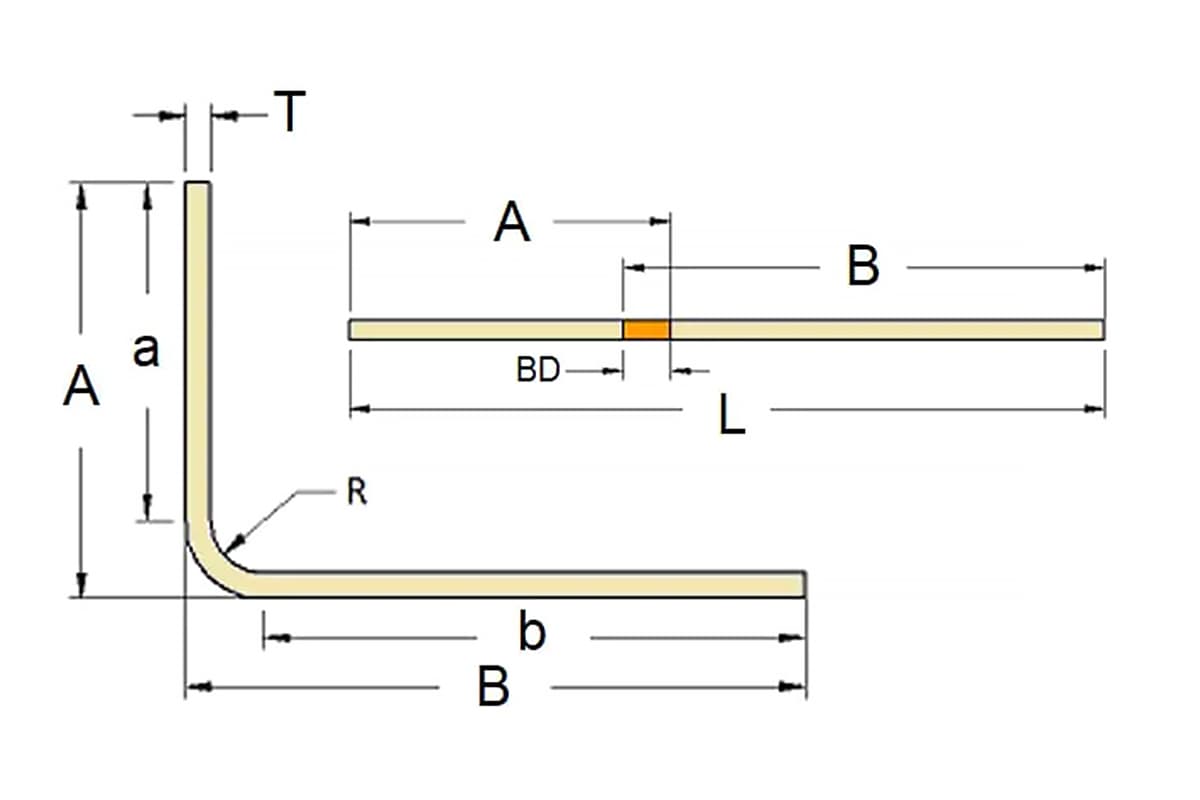
曲げ控除式は、曲げ加工前のシートメタル部品の平面長さを決定するために使用されます。計算式は以下の通り:
Lt=A+B-BD
どこでだ:
Solidworksの曲げ控除は、シートメタルの90度曲げの計算にのみ使用されます。
ただし、90度以外の板金展開の計算にも使用できるが、90度以外の曲げに対する曲げ控除値は、曲げ係数表に従って使用する必要がある。
メーカーごとに表が違うので、誤差があるかもしれません。板金工場によっては90度以外の曲げをあまり使わない場合もあります。
今日は、私がよく知っている90度曲げの曲げ控除の計算方法を紹介しよう。
曲げ減点は、板金加工において非常に重要な要素である。 プレスブレーキ.曲げ工程で消費される材料の量を表します。曲げ控除を正確に計算することは、正確な部品寸法と効率的な材料使用には不可欠です。この記事では、曲げ控除を計算するための3つの一般的な方法について説明します。
最も単純な方法は、材料の厚さに基づく乗算係数を使用する:
この方法は素早く簡単ですが、精度に欠けます。精度があまり要求されない用途や、初期の推定に適している。
板金業界が開発した、より洗練されたアプローチ:
曲げ控除=2×材厚+1/3×材厚
この式は、曲げ加工中の材料の伸びを考慮したものです。この式は次の式から導かれる:折り曲げ前の長さ=長さA+長さB-曲げ控除
曲げ減点が材料の厚さと伸びの両方を考慮する場合。
経験則から導き出された、より洗練された公式:
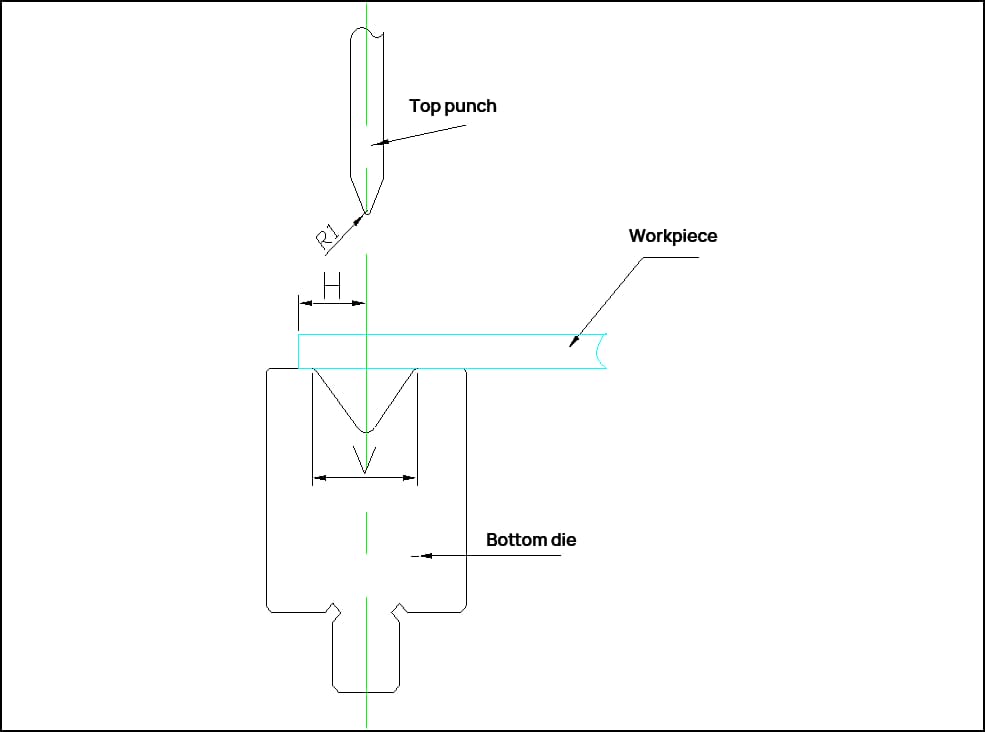
曲げ控除=2×t-(0.72t-0.075V-0.01)
どこでだ:
この式は、曲げ控除に対する下側の金型幅の影響を考慮したものです。この式は特に炭素鋼板に正確ですが、金型幅が材料厚さの約4倍であれば、アルミニウムのような他の材料でも良い結果を示しています。
重要な考慮事項
結論
適切な曲げ控除計算方法の選択は、要求される精度、材料の種類、利用可能な工具情報によって異なります。高精度の作業には、高度な計算式(方法3)をお勧めしますが、より簡単な方法は、迅速な見積もりやそれほど重要でない用途に役立ちます。
| V | ダイ幅 w | 曲げ半径 | T | 30° | 45° | 60° | 90° | 120° | 150° | 180° | 90°ダブルベンドアウターレイヤー | 最小曲げ寸法 H | Zベンドの最小サイズ(Z) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8.0 | 12.0 | R1 | 0.6 | 0.2 | 0.5 | 0.9 | 1.0 | 0.7 | 0.2 | 0.3 | 1.9 | 6.0 | 10.0 |
| 0.8 | 0.3 | 0.6 | 1.0 | 1.6 | 0.8 | 0.3 | 0.4 | 2.2 | |||||
| 1 | 0.3 | 0.7 | 1.1 | 1.7 | 0.9 | 0.3 | 0.5 | 2.5 | |||||
| 1.2 | 0.4 | 0.8 | 1.3 | 2.2 | 1.1 | 0.4 | 0.6 | 2.8 | |||||
| R2 | 0.6 | 0.2 | 0.5 | 0.9 | 1.6 | 0.7 | 0.2 | 0.3 | 1.9 | ||||
| 0.8 | 0.3 | 0.6 | 1.2 | 1.8 | 0.8 | 0.3 | 0.4 | 2.2 | |||||
| 1 | 0.3 | 0.7 | 1.2 | 2.0 | 0.9 | 0.3 | 0.5 | 2.5 | |||||
| 1.2 | 0.4 | 0.8 | 1.4 | 2.3 | 1.1 | 0.4 | 0.6 | 2.8 | |||||
| 10.0 | 14.0 | R1 | 1.5 | 0.7 | 1.2 | 1.6 | 2.5 | 1.3 | 0.5 | 0.7 | 3.2 | 7.0 | 11.0 |
| R2 | 1.5 | 0.6 | 1.0 | 1.5 | 2.7 | 1.3 | 0.5 | 0.7 | 3.5 | ||||
| 12.0 | 16.0 | R1 | 2 | 0.6 | 1.3 | 2.0 | 3.4 | 1.7 | 0.6 | 0.9 | 4.4 | 8.5 | 13.0 |
| R2 | 2 | 0.9 | 1.4 | 2.0 | 3.6 | 1.7 | 0.6 | 0.9 | 4.5 | ||||
| 16.0 | 26.0 | R1 | 2.5 | 0.7 | 1.5 | 2.4 | 4.3 | 2.2 | 0.8 | 1.1 | 5.6 | 12.0 | 20.0 |
| 3 | 0.8 | 1.7 | 2.8 | 5.1 | 2.8 | 0.8 | 1.3 | 5.8 | |||||
| R2 | 2.5 | 0.8 | 1.6 | 2.5 | 4.8 | 2.3 | 0.9 | 1.1 | 6.2 | ||||
| 3 | 1.0 | 2.0 | 3.0 | 5.2 | 2.8 | 1.0 | 1.3 | 6.4 | |||||
| 22.0 | 32.5 | R1 | 4 | 1.0 | 2.4 | 3.5 | 6.5 | 3.3 | 1.1 | 16.0 | 26.0 | ||
| R2 | 4 | 1.2 | 2.6 | 4.0 | 6.8 | 3.5 | 1.1 | ||||||
| 32.0 | 50.0 | R1 | 5 | 1.2 | 3.2 | 4.8 | 8.6 | 4.6 | 1.4 | 24.0 | 38.0 | ||
| 6 | 1.5 | 3.5 | 4.5 | 9.5 | 5.0 | 1.8 | |||||||
| R2 | 5 | 1.5 | 3.4 | 5.0 | 8.8 | 4.5 | 1.6 | ||||||
| 6 | 1.8 | 3.8 | 5.5 | 9.8 | 5.2 | 2.0 |

説明する:
| フォーミュラ | 0.2t | 0.4t | 0.6t | 0.8t | 1.0t | 1.2t | 1.4t | 1.6t |
| アングル | 155-165° | 145-155° | 135-145° | 125-135° | 115-125° | 105-115° | 95-105° | 85-95° |
| 厚さ (t) | 15-25° | 25-35° | 35-45° | 45-55° | 55-65° | 65-75° | 75-85° | |
| 0.5 | 0.10 | 0.20 | 0.30 | 0.40 | 0.50 | 0.60 | 0.70 | 0.80 |
| 0.6 | 0.12 | 0.24 | 0.36 | 0.48 | 0.60 | 0.72 | 0.84 | 0.96 |
| 0.8 | 0.16 | 0.32 | 0.48 | 0.64 | 0.80 | 0.96 | 1.12 | 1.28 |
| 1.0 | 0.20 | 0.40 | 0.60 | 0.80 | 1.00 | 1.20 | 1.40 | 1.60 |
| 1.2 | 0.24 | 0.48 | 0.72 | 0.96 | 1.20 | 1.44 | 1.68 | 1.92 |
| 1.5 | 0.30 | 0.60 | 0.90 | 1.20 | 1.50 | 1.80 | 2.10 | 2.40 |
| 2.0 | 0.40 | 0.80 | 1.20 | 1.60 | 2.00 | 2.40 | 2.80 | 3.20 |
| 2.5 | 0.50 | 1.00 | 1.50 | 2.00 | 2.50 | 3.00 | 3.50 | 4.00 |
| 3.0 | 0.60 | 1.20 | 1.80 | 2.40 | 3.00 | 3.60 | 4.20 | 4.80 |
| 4.0 | 0.80 | 1.60 | 2.40 | 3.20 | 4.00 | 4.80 | 5.60 | 6.40 |
| 4.5 | 0.90 | 1.80 | 2.70 | 3.60 | 4.50 | 5.40 | 6.30 | 7.20 |
| 5.0 | 1.00 | 2.00 | 3.00 | 4.00 | 5.00 | 6.00 | 7.00 | 8.00 |
| 6.0 | 1.20 | 2.40 | 3.60 | 4.80 | 6.00 | 7.20 | 8.40 | 9.60 |
| フォーミュラ | 0.3t | 0.5t | 0.7t | 0.9t | 1.1t | 1.3t | 1.5t | 1.7t |
| アングル | 155-165° | 145-155° | 135-145° | 125-135° | 115-125° | 105-115° | 95-105° | 85-95° |
| 厚さ (t) | 15-25° | 25-35° | 35-45° | 45-55° | 55-65° | 65-75° | 75-85° | |
| 0.5 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 |
| 0.6 | 0.18 | 0.30 | 0.42 | 0.54 | 0.66 | 0.78 | 0.90 | 1.02 |
| 0.8 | 0.24 | 0.40 | 0.56 | 0.72 | 0.88 | 1.04 | 1.20 | 1.36 |
| 1.0 | 0.30 | 0.50 | 0.70 | 0.90 | 1.10 | 1.30 | 1.50 | 1.70 |
| 1.2 | 0.36 | 0.60 | 0.84 | 1.08 | 1.32 | 1.56 | 1.80 | 2.04 |
| 1.5 | 0.45 | 0.75 | 1.05 | 1.35 | 1.65 | 1.95 | 2.25 | 2.55 |
| 2.0 | 0.60 | 1.00 | 1.40 | 1.80 | 2.20 | 2.60 | 3.00 | 3.40 |
| 2.5 | 0.75 | 1.25 | 1.75 | 2.25 | 2.75 | 3.25 | 3.75 | 4.25 |
| 3.0 | 0.90 | 1.50 | 2.10 | 2.70 | 3.30 | 3.90 | 4.50 | 5.10 |
| 4.0 | 1.20 | 2.00 | 2.80 | 3.60 | 4.40 | 5.20 | 6.00 | 6.80 |
| 4.5 | 1.35 | 2.25 | 3.15 | 4.05 | 4.95 | 5.85 | 6.75 | 7.65 |
| 5.0 | 1.50 | 2.50 | 3.50 | 4.50 | 5.50 | 6.50 | 7.50 | 8.50 |
| 6.0 | 1.80 | 3.00 | 4.20 | 5.40 | 6.60 | 7.80 | 9.00 | 10.20 |
| そうだ。 | アングル /厚さ | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 |
| 1 | 0 | 3.00 | 3.60 | 4.00 | 5.00 | 7.00 | 8.40 | 10.00 | 14.00 | 20.00 |
| 2 | 5 | 2.92 | 3.50 | 3.89 | 4.86 | 6.81 | 8.17 | 9.72 | 13.61 | 19.44 |
| 3 | 10 | 2.83 | 3.40 | 3.78 | 4.72 | 6.61 | 7.93 | 9.44 | 13.22 | 18.89 |
| 4 | 15 | 2.75 | 3.30 | 3.67 | 4.58 | 6.42 | 7.70 | 9.17 | 12.83 | 18.33 |
| 5 | 20 | 2.67 | 3.20 | 3.56 | 4.44 | 6.22 | 7.47 | 8.89 | 12.44 | 17.78 |
| 6 | 25 | 2.58 | 3.10 | 3.44 | 4.31 | 6.03 | 7.23 | 8.61 | 12.06 | 17.22 |
| 7 | 30 | 2.50 | 3.00 | 3.33 | 4.17 | 5.83 | 7.00 | 8.33 | 11.67 | 16.67 |
| 8 | 35 | 2.42 | 2.90 | 3.22 | 4.03 | 5.64 | 6.77 | 8.06 | 11.28 | 16.11 |
| 9 | 40 | 2.33 | 2.80 | 3.11 | 3.89 | 5.44 | 6.53 | 7.78 | 10.89 | 15.56 |
| 10 | 45 | 2.25 | 2.70 | 3.00 | 3.75 | 5.25 | 6.30 | 7.50 | 10.50 | 15.00 |
| 11 | 50 | 2.17 | 2.60 | 2.89 | 3.61 | 5.06 | 6.07 | 7.22 | 10.11 | 14.44 |
| 12 | 55 | 2.08 | 2.50 | 2.78 | 3.47 | 4.86 | 5.83 | 6.94 | 9.72 | 13.89 |
| 13 | 60 | 2.00 | 2.40 | 2.67 | 3.33 | 4.67 | 5.60 | 6.67 | 9.33 | 13.33 |
| 14 | 65 | 1.92 | 2.30 | 2.56 | 3.19 | 4.47 | 5.37 | 6.39 | 8.94 | 12.78 |
| 15 | 70 | 1.83 | 2.20 | 2.44 | 3.06 | 4.28 | 5.13 | 6.11 | 8.56 | 12.22 |
| 16 | 75 | 1.75 | 2.10 | 2.33 | 2.92 | 4.08 | 4.90 | 5.83 | 8.17 | 11.67 |
| 17 | 80 | 1.67 | 2.00 | 2.22 | 2.78 | 3.89 | 4.67 | 5.56 | 7.78 | 11.11 |
| 18 | 85 | 1.58 | 1.90 | 2.11 | 2.64 | 3.69 | 4.43 | 5.28 | 7.39 | 10.56 |
| 19 | 90 | 1.50 | 1.80 | 2.00 | 2.50 | 3.50 | 4.20 | 5.00 | 7.00 | 10.00 |
| 20 | 95 | 1.42 | 1.70 | 1.89 | 2.36 | 3.31 | 3.97 | 4.72 | 6.61 | 9.44 |
| 21 | 100 | 1.33 | 1.60 | 1.78 | 2.22 | 3.11 | 3.73 | 4.44 | 6.22 | 8.89 |
| 22 | 105 | 1.25 | 1.50 | 1.67 | 2.08 | 2.92 | 3.50 | 4.17 | 5.83 | 8.33 |
| 23 | 110 | 1.17 | 1.40 | 1.56 | 1.94 | 2.72 | 3.27 | 3.89 | 5.44 | 7.78 |
| 24 | 115 | 1.08 | 1.30 | 1.44 | 1.81 | 2.53 | 3.03 | 3.61 | 5.06 | 7.22 |
| 25 | 120 | 1.00 | 1.20 | 1.33 | 1.67 | 2.33 | 2.80 | 3.33 | 4.67 | 6.67 |
| 26 | 125 | 0.92 | 1.10 | 1.22 | 1.53 | 2.14 | 2.57 | 3.06 | 4.28 | 6.11 |
| 27 | 130 | 0.83 | 1.00 | 1.11 | 1.39 | 1.94 | 2.33 | 2.78 | 3.89 | 5.56 |
| 28 | 135 | 0.75 | 0.90 | 1.00 | 1.25 | 1.75 | 2.10 | 2.50 | 3.50 | 5.00 |
| 29 | 140 | 0.67 | 0.80 | 0.89 | 1.11 | 1.56 | 1.87 | 2.22 | 3.11 | 4.44 |
| 30 | 145 | 0.58 | 0.70 | 0.78 | 0.97 | 1.36 | 1.63 | 1.94 | 2.72 | 3.89 |
| 31 | 150 | 0.50 | 0.60 | 0.67 | 0.83 | 1.17 | 1.40 | 1.67 | 2.33 | 3.33 |
| 32 | 155 | 0.42 | 0.50 | 0.56 | 0.69 | 0.97 | 1.17 | 1.39 | 1.94 | 2.78 |
| 33 | 160 | 0.33 | 0.40 | 0.44 | 0.56 | 0.78 | 0.93 | 1.11 | 1.56 | 2.22 |
| 34 | 165 | 0.25 | 0.30 | 0.33 | 0.42 | 0.58 | 0.70 | 0.83 | 1.17 | 1.67 |
| 35 | 170 | 0.17 | 0.20 | 0.22 | 0.28 | 0.39 | 0.47 | 0.56 | 0.78 | 1.11 |
| 36 | 175 | 0.08 | 0.10 | 0.11 | 0.14 | 0.19 | 0.23 | 0.28 | 0.39 | 0.56 |
| 37 | 180 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
1) 曲げ控除テーブルは、プレス板を使用せず、板幅が板厚(t)の3倍以上の板金曲げ加工に適用されます。
2) ベンディングマシンで曲げる場合、この表に従って計算することができる。
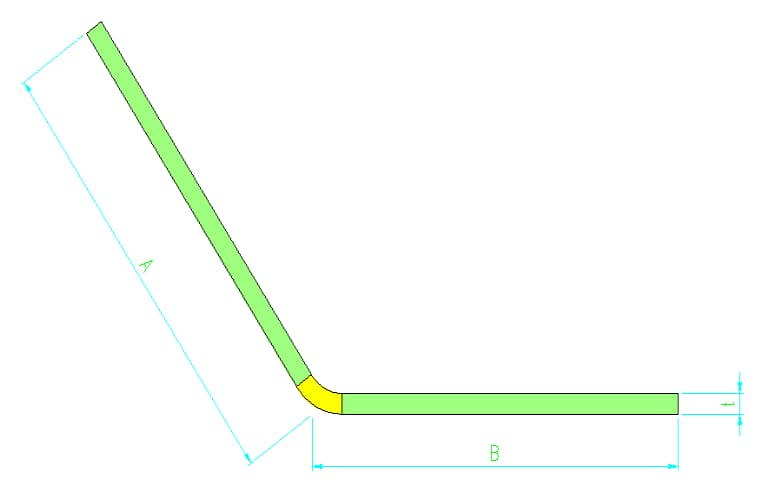
3) 図に示された寸法に従って、曲げ加工品の展開寸法の計算式は次のようになる:
L=a+b-y
どこでだ:
4) 板金曲げには多くの要因が影響するため、この板金曲げ控除値表は参考としてのみ提供される。
曲げ加工されたワークピースの寸法精度は、プレスブレーキのバックゲージの位置精度とシートの精度に関係します。 金属切断機.切断と曲げ加工の両方に信頼性の高い機械を利用することで、これらの問題に対処することができる。
曲げ加工品の寸法精度に影響する重要な要因は、シートメタルの平面パターンの展開精度である。平らなシートが特定の角度で曲げ加工された場合、曲げ加工されたワークピースの寸法を測定すると、図に示すように、平らなシートの寸法と等しくないことがわかります。
この不一致は曲げ控除として知られている。
曲げ控除が不正確であれば、平坦なパターン寸法は不正確になり、その後の作業の精度にかかわらず、最終的な加工品は要求される寸法精度を満たさなくなる。

曲げの控除は複雑で、初歩的な方法は単純に材料の厚さを2倍にすることである。
しかし、この方法は非常に粗雑である。より洗練された方法は、DIN 6935規格の中立軸理論を適用することで、係数「k」を計算し、それを曲げられるシートの厚さと角度と組み合わせることである。
この式は、より正確な曲げ控除をもたらします。しかし、DIN 6935の中立軸理論に従って計算された曲げ控除でさえも、実際の控除は材料の特性、厚さ、荷重に左右されるため、正確さに欠ける場合があります。 曲げ角度そして使用される工具。
材料、厚さ、計算方法が異なれば、曲げ控除額も以下の表のように異なる。
表 異なる材料、厚さ、方法に対応する曲げ寸法の控除値
| 板厚 S/mm | 死ぬ | 素材 | -S × 2 | DIN6935 | データベース |
| 1.5 | V12/78 | DC04 | -3.00 | -3.00 | -2.90 |
| 1.5 | V08/78 | DC04 | -3.00 | -2.80 | -2.70 |
| 1.5 | V1278 | X5CrNi1810 | -3.00 | -3.00 | -3.10 |
| 4 | V24/78 | S235JRG2 | -8.00 | -7.60 | -7.09 |
| 4 | V30/78 | S235JRG2 | -8.00 | -7.57 | -7.26 |
| 4 | V24/78 | X5CrNi1810 | -8.00 | -8.01 | -7.57 |
| 4 | V30/78 | X5CrNi1810 | -8.00 | -7.90 | -8.01 |
| 6 | V30/78 | S235JRG2 | -12.00 | -11.20 | -10.35 |
| 6 | V4078 | S235JRG2 | -12.00 | -11.60 | -10.62 |
| 6 | V30/78 | X5CrNi1810 | -12.00 | -11.20 | -10.89 |
| 6 | V4078 | X5CrNi1810 | -12.00 | -11.60 | -11.60 |
例えば、V30下型を使用した厚さ4mmのS235JRG2板の場合、曲げ控除は方法によって異なる。材料厚の2倍は8mm、DIN 6935の計算式は7.57mm、データベースの経験値は7.26mmである。
ワークピースに複数の曲げ加工が必要な場合は、累積偏差が大きくなるため、方法間の不一致がさらに大きくなります。データベースからの経験値は、広範な実践的テストから導き出され、データベースに保存されるため、最高の精度が得られます。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







