
溶接電圧と電流の選択:ヒント
完璧な溶接を達成するためには、技術だけでは不十分である。この2つのパラメーターは、溶接の生命線であり、溶接から溶接に至るまで、すべてを左右する。
金属を溶かさずに接合する科学について、不思議に思ったことはありませんか?ろう付けは、特定の温度範囲に加熱されたろう材を使って金属を接合する魅力的なプロセスです。この記事では、ろう付けの世界に飛び込み、その特徴や利点、さまざまな種類を探ります。この重要な金属加工技術の秘密を解き明かし、私たちが毎日使っている製品をどのように形作っているのかを発見しましょう。

ろう付けは高温接合プロセスであり、フィラーメタルを通常450℃を超える温度まで加熱する。この温度は、ろうの液相点以上、接合される母材の固相線温度未満になるよう慎重に選択される。
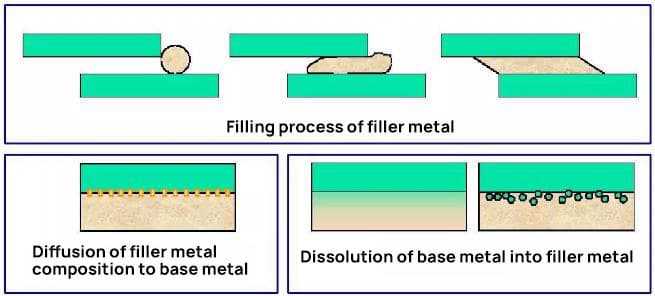
ろう付けプロセスでは、適切なフラックスの塗布または制御された雰囲気により、溶融した金属フィラーが母材表面を濡らします。その後、毛細管現象が液体フィラーを狭い接合隙間に引き込みます。アッセンブリが冷却すると、ろう材が凝固し、母材間に強固な金属結合が形成される。
この汎用性の高い技術により、同種または異種の金属を接合することができ、優れた熱伝導性と電気伝導性を備えた高強度の接合部が得られます。ろう付けは、漏れのない接合部を形成し、複雑なアセンブリを最小限の歪みで接合する能力により、航空宇宙、自動車、HVACなどの産業で広く使用されています。

(1) ろうの融点は、母材の融点よりも大幅に低く、通常は少なくとも50℃低い。この温度差により、ろう付けプロセス中、母材は固体状態を維持し、その構造的完全性と機械的特性を保つことができる。
(2) 充填材の組成は、母材とは明らかに異なる。この組成の違いは、濡れ性の改善、流動特性の向上、最適な接合強度のための母材との適合性など、特定の冶金的特性を達成するために設計されている。
(3) 溶融金属フィラーは、濡れ作用と毛細管力の 組み合わせにより、母材部品間の接合隙間 に引き込まれ、その中に保持される。毛細管現象または毛細管流として知られるこの現象は、表面張力、粘度、および最適な結果を得るために通常0.025~0.125mm(0.001~0.005インチ)の範囲である隙間クリアランスを含む要因によって支配される。
(4) 金属結合は、液体金属フィラーと固体母材との界面における原子の相互拡散によって確立される。この拡散プロセスによって金属間 層が形成され、強固で連続的な金属結合の形成にと って極めて重要である。この拡散領域の範囲と性質は、接合部の機械的特性と耐食性に大きく影響する。
ろう付けプロセスの分解
ろう付けの利点:
ろう付けの欠点
1)はんだ融点による分類
2) ろう付け温度による分類
3) 熱源による分類
4) 大気による分類
5)フィラーメタルの用途による分類
6) ジョイントデザインによる分類
液相:ろうが完全に液体になる最低温度。
ソリダス:ろうが完全に固化する最高温度。
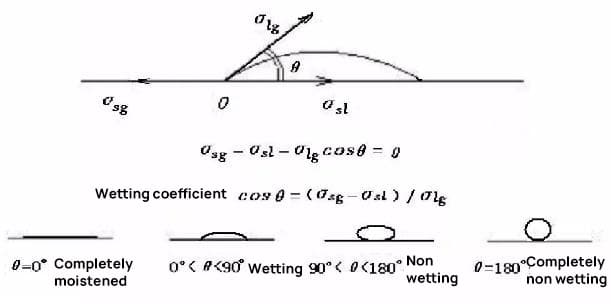
濡れる:
濡れとは、液体が固体表面との接触を維持する能力のことで、両者を接触させた際の分子間相互作用によって生じる。ろう付けにおいて重要な現象であり、以下のものを含む:
自由状態では、液体は表面張力によって球状になる傾向がある。液体が固体と接触すると
濡れ性は、液相と固相の界面で形成される接触角 (θ)によって定量化される。効果的なろう付けのためには、金属フィラーの濡れ角は通常20°未満であるべきである。
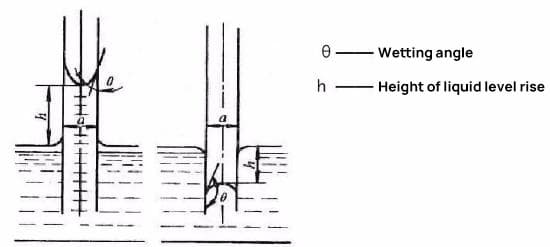
毛細管現象:
互いに平行な2枚の金属板を無限の液体はんだの中に垂直に挿入すると、金属板は無限であり、はんだの量は無限であると仮定する。
金属板上のはんだの濡れ性によって、毛細管現象は図(a)のような状況になるか、図(b)のような状況になる。はんだが金属板を濡らすことができれば、図(a)の結果が生じ、そうでなければ、図(b)の結果が生じる。
Sn系およびPb系ソフトはんだ:
これらのはんだは、銅をはじめとするさまざまな金属に対して優れた濡れ広がり性を発揮するため、エレクトロニクス業界では主流となっています。特にSn系はんだは、環境問題や規制要件から注目されています。
Cdベースのはんだ:
主にカドミウムと銀の合金で構成されるこれらのはんだは、優れた耐熱性と耐食性を備えている。しかし、カドミウムの毒性により使用が制限されつつあり、より安全な代替材料の開発が進められている。
Zn系はんだ:
亜鉛系はんだは、良好な機械的特性と耐食性を備えたコスト効率の高い選択肢を提供します。従来のSn-Pb系はんだよりも高い融点が要求される用途で特に有用です。
金系ソフトはんだ:
金ベースのはんだは卓越した耐食性を持ち、高信頼性の電子機器や航空宇宙用途でよく使用される。コストが高いため、広く使用されるのは特殊な分野に限られています。
その他の低融点ソフトソルダー:
鉛フリーはんだ:
環境と健康への配慮から、鉛フリーはんだが開発され、現在ではエレクトロニクス業界で広く採用されています。一般的な鉛フリーはんだの配合にはSAC(錫-銀-銅)合金があり、性能、信頼性、費用対効果のバランスが取れています。これらのはんだは一般的に、従来のPb-Snはんだと比較して若干高い処理温度を必要とし、異なる濡れ特性を示す場合があります。

ろう材は、部品を高い強度と信頼性で接合する上で重要な役割を果たします。その選択は、様々な産業用途において最適な接合性能を達成するために非常に重要です。
ろう材の主なカテゴリーには以下が含まれる:
アルミニウムベースのフィラーメタル:
アルミニウムおよびその合金のろう付け用に特別に設計されています。濡れ性と流動性に優れ、母材の耐食性を維持しながら強固な接合を実現します。航空宇宙、自動車、HVAC産業で一般的に使用されている。
銀系ろう:
幅広い金属において、その卓越した汎用性と性能で知られています。これらの合金は、低融点、優れた流動特性、高い接合強度を提供します。優れた導電性と耐食性により、電気、医療、航空宇宙用途に広く使用されています。
銅ベースのフィラーメタル:
ニッケルベースのフィラーメタル:
原文では触れられていないが、これらは高温用途にとって重要である。高温での強度と耐食性に優れ、航空宇宙、原子力、化学処理産業などに適している。
貴金属ベースのフィラーメタル(金、パラジウムを含む):
これらの特殊金属フィラーは、高耐食性、生体適合性、過酷な環境下での性能など、独自の特性を備えています。医療、航空宇宙、エレクトロニクス産業の重要な用途に使用されています。
こちらも参照のこと:
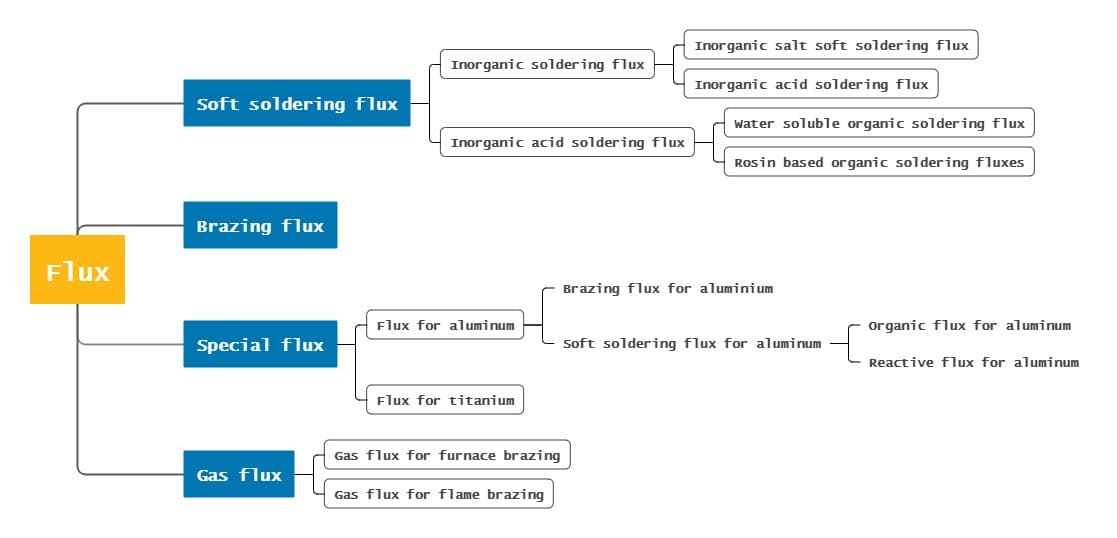
ブレージングフラックスの機能と性能要件:
1) 金属表面の酸化膜を除去し、金属フィラーの濡れ広がりにとって最適な条件を作り出す。
2) ろう付けプロセス中、母材とフィラーの両表面に保護液バリアを形成する。
3) 濡れ性を高め、フィラーメタルの拡散を促進する界面活性剤として作用する。
ろう付け時の酸化膜除去の必要性
金属表面に酸化皮膜が存在すると、ろうの濡れ広がり挙動が著しく阻害されるため、接合部の形成を成功させるためには酸化皮膜を除去する必要がある。酸化皮膜の除去に関連する課題は、以下に正比例する:
効果的な酸化皮膜の除去は、さまざまな技術によって達成することができる:
ブレージングフラックスは、酸化物の除去だけでなく、複数の重要な機能を果たす:
表1 乾燥空気中の酸化皮膜形成率
| メタル | 1分 | 1時間 | 1日 |
| ステンレス | 10 | 10 | 10 |
| 鉄 | 20 | 24 | 33 |
| アルミニウム | 20 | 80 | 100 |
| 銅 | 33 | 50 | 50 |
ろう付け作業では、主にアルゴンが使用されるが、特定の用途では窒素が代替ガスとして使用される。
不活性希ガスであるアルゴンは、主にワークピースの保護雰囲気として機能する。アルゴンは大気中の汚染物質からろう付け部を効果的に保護するが、金属表面の酸化膜を直接除去する能力はない。
ろう付け中の特定の酸化膜の除去は、いくつかのメカニズムの組み合わせによって起こる:
冶金データ表に示されているように、ほとんどの金属酸化物の分解温度は、それぞれの母材の融点と沸点の両方を大幅に超えている。この熱的関係から、酸化物の分解はろう付け作業特有の加熱プロセスだけでは達成できないという結論に達する。
ろう付け中の酸化皮膜を効果的に管理するために、追加の戦略がしばしば採用される:
| 酸化物 | 分解温度 (℃) | 酸化物 | 分解温度 (℃) |
| オー2O | 250 | 二酸化鉛 | 2348 |
| アグ2O | 300 | NiO | 2751 |
| 白金2O | 300 | 鉄酸化物 | 3000 |
| カドミウム | 900 | MnO | 3500 |
| 銅2O | 1835 | 酸化亜鉛 | 3817 |
1.コテはんだ
特徴:低温
適用範囲
1.はんだ付け温度300℃以下のはんだ付け(錫鉛または鉛ベースのフィラーメタルを使用)に適用されます;
2.薄くて小さな部品のろう付けには、はんだフラックスが必要である。

2.トーチろう付け、トーチはんだ付け
特徴:シンプル、フレキシブル、広く使用されている
適用範囲:一般に、中性炎または微炭化炎/一般ガストーチまたは特殊ろう付けトーチ(トーチはソフトはんだ付けにも使用できる)を使用して、最初にワークを加熱する:
1.溶接物の形状、大きさ、設備に制限があり、他の方法ではろう付けできない溶接物のろう付けに適用できる。
2.自動炎ろう付けが可能
3. 溶接可能スチールステンレス鋼、硬質合金、鋳鉄、銅、銀、アルミニウム等およびそれらの合金
4.一般的なフィラーメタルには、銅亜鉛、銅リン、銀ベース、アルミニウムベース、亜鉛アルミニウムフィラーメタルなどがある。

3.浸漬ろう付け、浸漬はんだ付け
(塩浴・金属浴、大量生産に最適)

4.フローはんだ、ウェーブはんだ、スプレーはんだ
(金属浴ろう付けの一種で、主にプリント基板のろう付けに用いられる)

5.抵抗ろう付け
極めて速い加熱と高い生産性。
6.誘導ろう付け
加熱が速く、酸化が少なく、ろう付けが小さい。

ろう付け製造工程は、ろう付け前のワーク表面の準備、組み立て、ろう材の配置、ろう付け、ろう付け後の処理、およびその他の関連工程を含むいくつかの工程を含む。
1.ろう付け接合設計
ろう付け接合部を設計する場合、第一に考慮すべきはその強度であり、次いで、組み立ての寸法精度の確保、部品の適切な組み立てと位置決め、はんだの配置、ろう付け接合部のクリアランスといった工程上の考慮事項が続く。
ラップ・ジョイントは、ろう付け接合によく使われる。
実用的な生産では、高強度銀系、銅系、ニッケル系のろう材を使用したろう付け継手の場合、ラップ長は通常、薄い方の厚さの2~3倍となる。
錫鉛のような軟らかいはんだを使ったはんだ接合では、重ね長さは薄い方のはんだの厚さの4~5倍でよいが、15mmを超えないようにする。
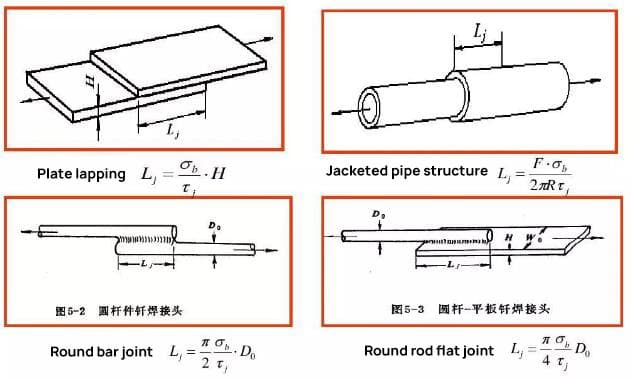
ろう付け継手の種類
a) 板ろう付けの接合形式

b) T字形と開先ろう付けの接合形状

c) チューブまたはバーとプレートのジョイント形状
d) ワイヤ接触ろう付けの接合形式

e) パイプのろう付けの継手形式
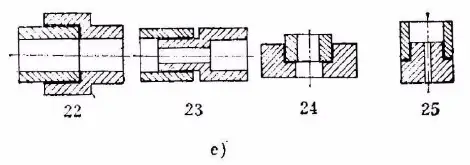
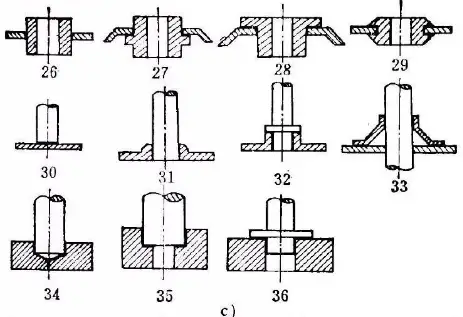
ろう付け接合部の位置決め方法

a) 重力による位置決め b) タイトフィット c) ローレット加工 d) フランジング
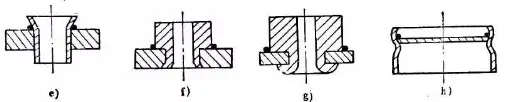
e) フレアリング f) スピニング g) 金型鍛造 h) ネッキング

i) アンダーカット j) 溝加工と曲げ加工 k) クランプ l) 位置決めピン
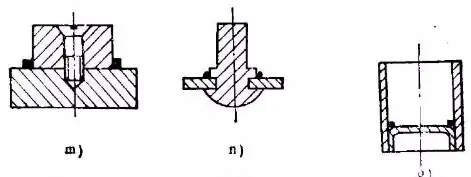
m) ネジ n) リベッティング o) スポット溶接
2.溶接部の表面処理
ろう付け工程の前に、被加工物の表面に付着している酸化物、油脂、汚れ、塗料を徹底的に除去することが重要である。
場合によっては、ろう付けの前に特定の金属層で部品をプレコートする必要がある。
(1) 油汚れを落とす
油汚れは有機溶剤を使って落とすことができる。
一般的な有機溶剤には、アルコール、四塩化炭素、ガソリン、トリクロロエチレン、ジクロロエタン、トリクロロエタンなどがある。
(2) 酸化物の除去
ろう付けの前に、部品表面の酸化膜を機械的方法、化学エッチング法、電気化学エッチング法で処理することができる。
3.組み立てと固定
はんだ金属は、炎ろう付けとはんだごてろう付けを除くさまざまなろう付け法で使用されるが、そのほとんどは接合部にあらかじめ配置されている。隙間の重力と毛細管現象を可能な限り利用し、はんだ金属が配置されたときに隙間を埋めるよう促す必要がある。
ペースト状の金属フィラーはろう付け接合部に直接塗布する必要があり、粉末はんだは接合部に塗布する前に接着剤と混合することができる。
4.フィラーメタルの配置方法
a) 環状はんだの配置

b) ホイルはんだの配置
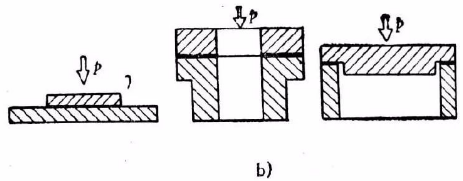
P - 加圧

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







