フランジ穴壁と曲げエッジ間の最適ギャップ
フランジ付き穴壁と曲げエッジの間の距離は、金属部品の完全性にどのように影響するのでしょうか?金属加工において、この隙間は加工中の損傷を防ぐために非常に重要です。
薄い金属板がどのようにして正確な形に曲げられるのか、不思議に思ったことはないだろうか。この記事では、板金加工におけるL字、U字、Z字曲げ技術の魅力的な世界を探ります。毎回完璧な曲げ加工を実現するための重要な要素、公式、実践的なヒントを学ぶことができます。
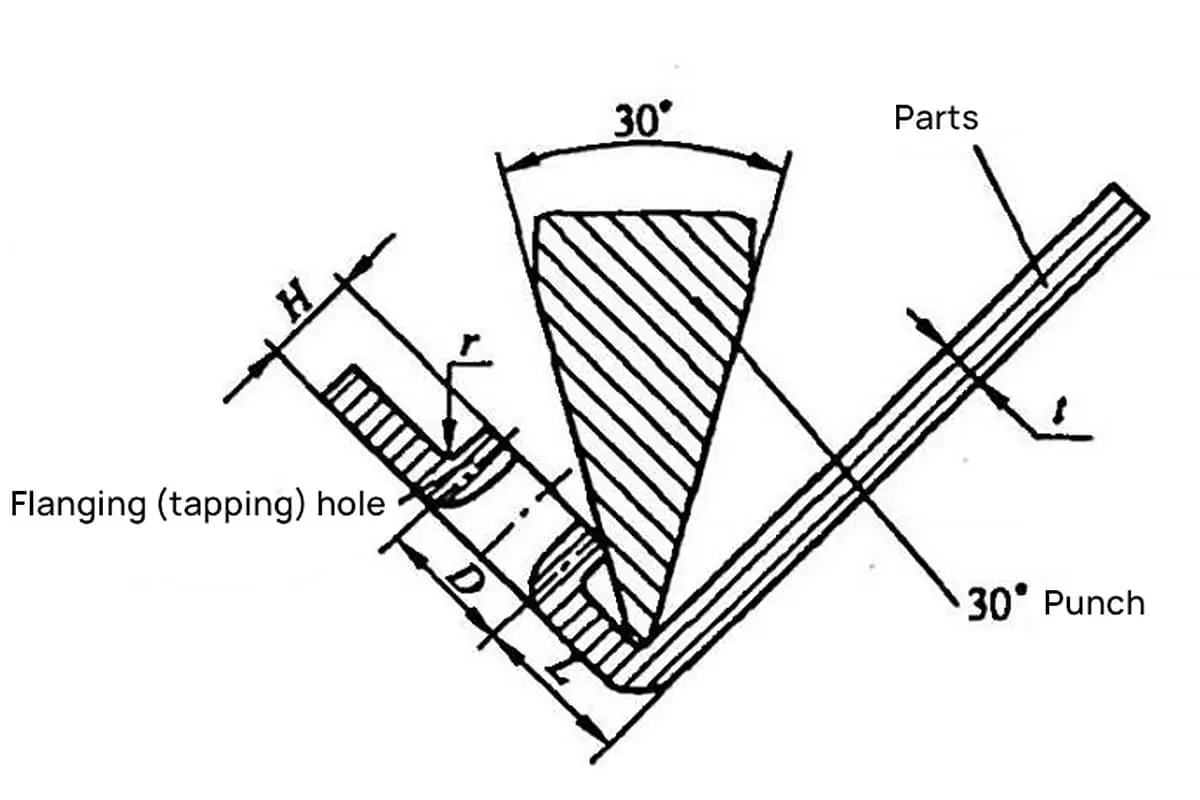
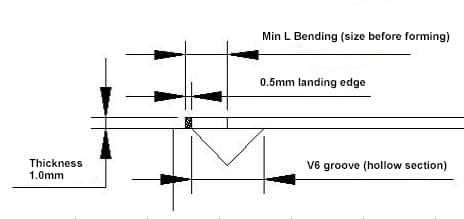
1) 最小値を決定する要因 L曲げ
の真ん中あたり。 プレスブレーキ V溝は中空であり、成形する際、端の折り返しは中空部より長くなければならず、特定のランディングエッジのサイズは、異なる企業の生産で異なります(V溝の下部セクションは、長い間使用されている、スクラップエッジの距離がそれに応じて増加させるRの角度が増加し、そうでなければ、 "スライディング "が発生します)。
2) 還元式(経験式): 6T/2+0.5+(1.8T/2)
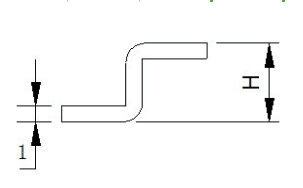
3) 下の写真が示すように、T=1、K=1.8*1の場合、L曲げの最小値は3+0.5+0.9=4.4となる。
| V溝/厚さ | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 16 | 18 |
| 0.5 | 2.5 | 3 | ||||||||||
| 0.8 | 3.2 | 3.7 | 4.2 | |||||||||
| 1 | 3.5 | 4 | 4.5 | 5 | 5.5 | |||||||
| 1.2 | 3.5 | 4 | 4.5 | 5 | 5.5 | |||||||
| 1.5 | 4.8 | 5.2 | 5.8 | 6.2 | 6.8 | |||||||
| 2 | 7.5 | 8.5 | ||||||||||
| 3 | 11 | 12 | ||||||||||
| 4 | 15 | 16 | ||||||||||
| 5 | ||||||||||||
| 19 | 20 | |||||||||||
| 22 | 24 | 26 | 28 | 30 |
1) U 曲げタイプ
A.レギュラー編成 プレスブレーキパンチ
B.ガスケット-逆折り-ヘミング(まず30°に折り曲げ、適当なガスケットを真ん中に置き、次にヘミングする)
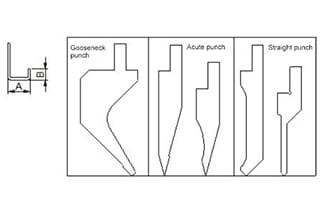
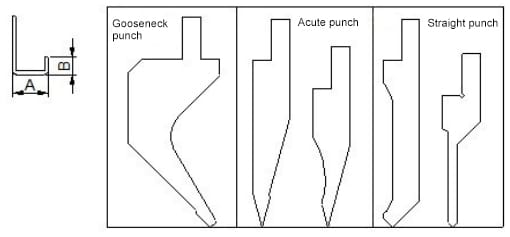
2) 最小U曲げを決定する要因
一般的なパンチ型から判断すると、U字折りに最適なのは"グースネックパンチ"には様々な種類があり、特に様々な企業の要求に応じている。
2つのサイズの増加関係
Aが長ければ長いほど、Bも長くなる。
3)削減計算式 (グースネックパンチの経験値)
0.5MMシート:
最小U曲げ:A=7.67、B=0.5、最小L曲げ=3.0
増加値:Aが1mm増加するたびに、Bはそれに応じて1.87増加する。
フォーミュラ: A寸法が既知の場合、B寸法=(A-7.67)/T*増加値+この板の最小L曲げ値
例えば、こうだ、
A=15のとき、B=(15-7.67)/0.5*1.87+3.0=30.4
B寸法が既知の場合、A寸法=(B-この板の最小L曲げ値)/増加値 *T+7.67
例えば、こうだ、
B=30.4のとき、A=(30.4-3)/1.87*0.5+7.67=15
0.8MMシート
最小U曲げAサイズ=8.5,Bサイズ=0.8、最小L曲げ=4.2。
Increasing value:1.87/0.5*0.8=2.99
1.0MMシート
最小U曲げAサイズ=8.94、Bサイズ=1.0、最小L曲げ=4.5
増加値:1.87/0.5*1.0=3.7
1.2MMシート
最小U曲げAサイズ=9.3、B=1.2、最小L曲げ=4.5
増加値:1.87/0.5*1.2=4.5
1.5MMシート
最小U曲げAサイズ=10.3、B=1.5、最小L曲げ=6.2
増加値:1.87/0.5*1.5=5.5
2.0MMシート
最小U曲げAサイズ=12.7、B=2.0、最小L曲げ=12.0
増加値:1.87/0.5*2=7.4
注釈
| 厚さ | Aサイズ(最小) | Bサイズ(最小) | K |
|---|---|---|---|
| 0.5 | 7.67 | 3 | 1.87 |
| 0.8 | 8.5 | 4.2 | 2.99 |
| 1 | 8.94 | 4.5 | 3.7 |
| 1.2 | 9.3 | 4.5 | 4.5 |
| 1.5 | 10.3 | 6.2 | 5.5 |
| 2 | 12.7 | 12 | 7.4 |
関連記事 V&U字曲げ力計算機
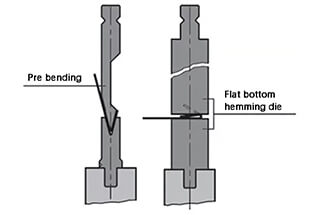
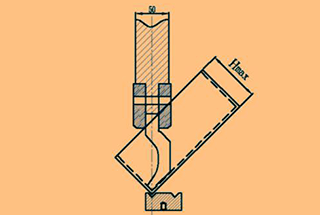
1) Z曲げタイプ
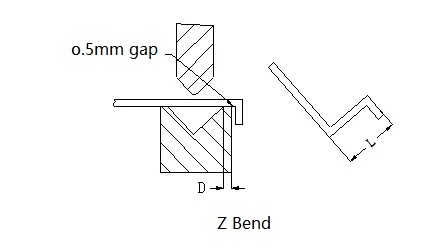
2) メイン Z曲げの最小値に影響を与える要因 の幅である。 Vグルーヴ とV字溝の中心からエッジまでの距離。
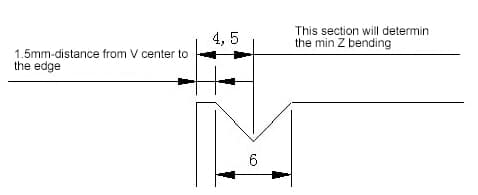
3) フォーミュラ 6T/2+エッジの距離 Vグルーヴ +(1.8T/2)+T(写真参照)
例えば、1.0mm板の場合、エッジ距離=1.5とすると、最小Z曲げH=61/2+1.5+(1.81/2)+1=6.4.
L字型ベンドの開始状態を下図に示す:
冷延鋼板の曲げ内径Rと最小曲げ高さの参考表
| そうだ。 | 厚さ | ダイグルーブ幅 | 凸ダイスR | 最小曲げ高さ |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0.8/0.2 | 3.7 |
| 4 | 1.0 | 6 | 1/0.2 | 4.4 |
| 5 | 1.2 | 8/6 | 1/0.2 | 5.5/4.5 |
| 6 | 1.5 | 10/8 | 1/0.2 | 6.8/5.8 |
| 7 | 2.0 | 12 | 1.5/0.5 | 8.3 |
| 8 | 2.5 | 16/14 | 1.5/0.5 | 10.7/9.7 |
| 9 | 3.0 | 18 | 2/0.5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
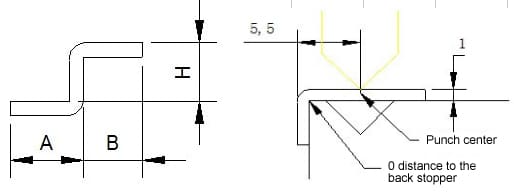
Z-ベンドの開始状態を下図に示す:
の最小曲げ寸法(L)。 板金 異なる板厚の材料のZ曲げに対応するZ曲げ量を下表に示す:
| そうだ。 | 厚さ | ダイグルーブ幅 | 凸ダイスR | Z曲げ高さ |
| 1 | 0.5 | 4 | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0.8/0.2 | 9.5 |
| 4 | 1.0 | 6 | 1/0.2 | 10.4 |
| 5 | 1.2 | 8/6 | 1/0.2 | 11.7/10.7 |
| 6 | 1.5 | 10/8 | 1/0.2 | 13.3/12.3 |
| 7 | 2.0 | 12 | 1.5/0.5 | 14.3 |
| 8 | 2.5 | 16/14 | 1.5/0.5 | 18.2/17.2 |
| 9 | 3.0 | 18 | 2/0.5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。