
板金曲げ半径の計算方法
板金加工業者と設計者の皆さんへ!あなたのプロジェクトに最適な曲げ半径を決めるのに苦労していませんか?ご安心ください!このブログでは、最適な曲げ半径の決定方法についてご紹介します。
曲げた後にスプリングバックする金属部品があることを不思議に思ったことはありませんか?この記事では、曲げ金型の魅力的な世界と、スプリングバックを正確に予測する方法を探ります。金属加工プロジェクトで正確な結果を得るための実践的なヒントと公式を学びます。
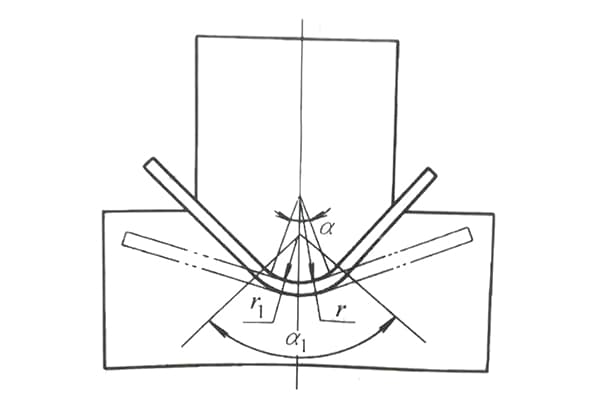
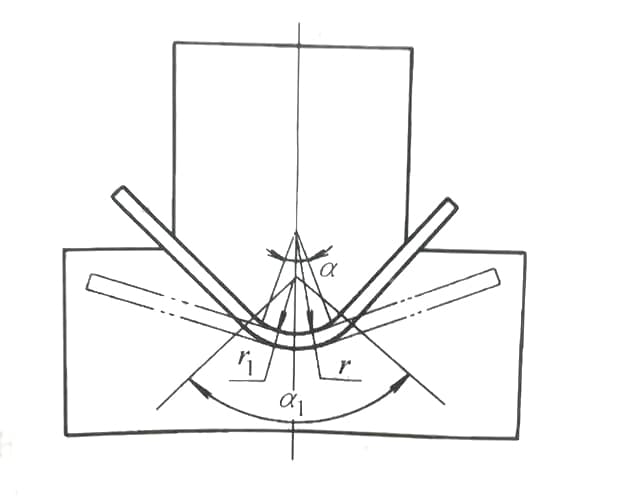
内部円弧を持つ曲げ金型を設計する場合、精度と材料の挙動は、従来のアプローチでは見過ごされがちな重要な要素です。多くの設計者は、完成品と同じ半径(R)を使用してスプリングバックを完全に無視するか、材料特性と形状の複雑さを考慮せずにR値に初歩的な低減係数を適用します。
例えば、元のR値が1mmの製品でよく行われるのは、凸型の半径を硬い材料では0.8倍、柔らかい材料では0.9倍小さくすることである。この単純化されたアプローチは、基本的な用途には有効な場合もあるが、より要求の厳しい仕様に必要なニュアンスには欠ける。
この方法の限界は、特に薄い素材や大きな半径を扱う場合に明らかになる。厚さ0.5mm、内半径200mmの製品を考えてみましょう。このような場合、材料特性、厚みと半径の比、曲げ角度の間の複雑な相互作用により、スプリングバックを正確に予測することは困難になります。
これらの限界に対処し、金型設計の精度を向上させるためには、より洗練されたアプローチが必要です。次のセクションでは、様々な材料と幾何学的パラメータを考慮し、数値入力に基づくより正確な計算を可能にする普遍的なスプリングバック式を紹介します。この方法は、幅広い用途と材料に対応する金型設計のための強固な基礎を提供します。
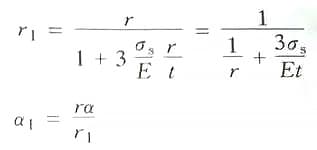
式の中で:
3σとしてs/E=Aを単純化係数とし、その値を表2-27に示す。円形断面棒鋼の曲げ加工時の凸ダイスコーナー半径の計算式は次の通りである:

Aの値を下表に示す。
| 材料科学 | 州 | A | 材料科学 | 州 | A |
| 1035(L4) 8A06(L6) | アニール | 0.0012 | QBe2 | ソフト | 0.0064 |
| 冷間硬度 | 0.0041 | ハード | 0.0265 | ||
| 2A11(LY11) | ソフト | 0.0064 | QA15 | ハード | 0.0047 |
| ハード | 0.0175 | 08, 10, Q215 | 0.0032 | ||
| 2A12(LY12) | ソフト | 0.007 | 20, Q235 | 0.005 | |
| ハード | 0.026 | 30, 35, Q255 | 0.0068 | ||
| T1、T2、T3 | ソフト | 0.0019 | 50 | 0.015 | |
| ハード | 0.0088 | T8 | アニール | 0.0076 | |
| H62 | ソフト | 0.0033 | 冷たさ | ||
| セミハード | 0.008 | ICr18N9Ti | アニール | 0.0044 | |
| ハード | 0.015 | 冷たさ | 0.018 | ||
| H68 | ソフト | 0.0026 | 65Mn | アニール | 0.0076 |
| ハード | 0.0148 | 冷たさ | 0.015 | ||
| QSn6.5-0.1 | ハード | 0.015 | 60Si2MnA | アニール | 0.125 |
必要な材料が上記で入手できない場合は、以下の表を参照して、必要な材料を見つけることもできる。 弾性率 と材料の降伏強度を計算し、それらを上記の式に代入して計算する。
| 材料名 | 素材グレード | 材料の状態 | 究極の強さ | 伸長率(%) | 降伏強さ/MPa | 弾性率E/MPa | |
| 耐せん断力/MPa | 引張/MPa | ||||||
| 炭素構造用鋼 | 30 | 正規化 | 440-580 | 550-730 | 14 | 308 | 22000 |
| 55 | 550 | ≥670 | 14 | 390 | – | ||
| 60 | 550 | ≥700 | 13 | 410 | 208000 | ||
| 65 | 600 | ≥730 | 12 | 420 | – | ||
| 70 | 600 | ≥760 | 11 | 430 | 210000 | ||
| 炭素構造用鋼 | T7~T12 T7A-T12A | アニール | 600 | 750 | 10 | – | – |
| T8A | 低温硬化 | 600-950 | 750-1200 | – | – | – | |
| 高品質炭素鋼 | 10Mn2 | アニール | 320-460 | 400-580 | 22 | 230 | 211000 |
| 65M | 600 | 750 | 18 | 400 | 211000 | ||
| 合金構造用鋼 | 25CrMnSiA 25CrMnSi | 低温アニール | 400-560 | 500-700 | 18 | 950 | – |
| 30CrMnSiA 30CrMnSi | 440-600 | 550-750 | 16 | 1450850 | – | ||
| 高品質のバネ鋼 | 60Si2Mn 60Si2MnA 65Si2WA | 低温アニール | 720 | 900 | 10 | 1200 | 200000 |
| 低温硬化 | 640-960 | 800-1200 | 10 | 14001600 | – | ||
| ステンレス | 1Cr13 | アニール | 320-380 | 400-170 | 21 | 420 | 210000 |
| 2Cr13 | 320-400 | 400~500 | 20 | 450 | 210000 | ||
| 3Cr13 | 400-480 | 500~600 | 18 | 480 | 210000 | ||
| 4Cr13 | 400-480 | 500-500 | 15 | 500 | 210000 | ||
| 1Cr18Ni9 2Cr18Ni9 | 熱処理 | 460~520 | 580-610 | 35 | 200 | 200000 | |
| 冷間硬化 | 800-880 | 100-1100 | 38 | 220 | 200000 | ||
| 1Cr18Ni9Ti | 熱処理軟化 | 430~550 | 54-700 | 40 | 240 | 200000 | |
一般的に使用されている材料データベースを構築し、不足する物理パラメータをサプライヤーから入手するのが最善である。もし、弾性率や 降伏強度 一般的なバネ端子、外観部品、プロファイルの曲げと反発はより正確である。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







