2024年のガス調整器メーカー&ブランド・トップ10
私たちのガスシステムをスムーズかつ安全に動かしているのは何なのか、不思議に思ったことはありませんか?この記事では、ガスレギュレーターのトップメーカーを調査し、その革新性と業界への貢献を明らかにする。
天然ガスは浸炭においてプロパンに取って代わることが可能か?この記事では、コスト削減、安全性、環境面での利点に焦点を当てながら、浸炭プロセスにおけるプロパンの代替としての天然ガスの可能性を探ります。化学反応、必要な技術的調整、生産効率と二酸化炭素排出量への長期的な影響について学びます。この転換が浸炭に依存する産業にどのような利益をもたらすか、ぜひご覧ください。

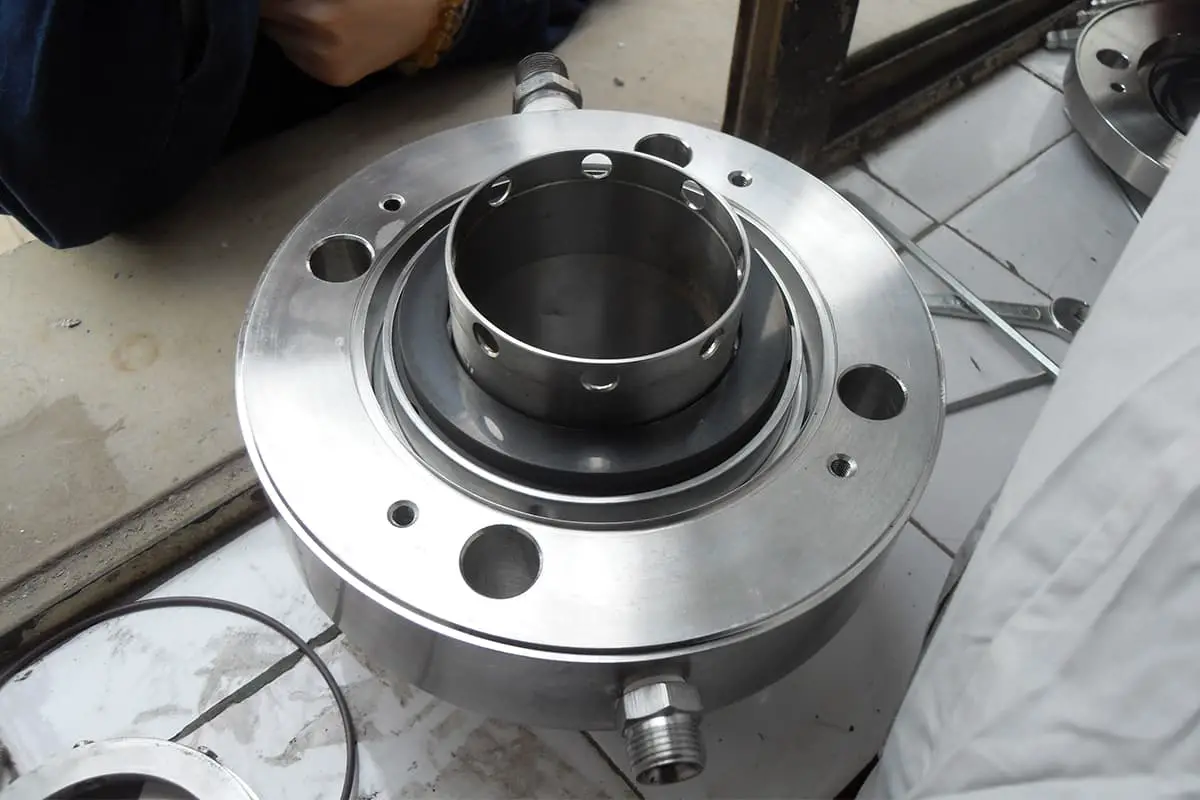
浸炭プロセスは、浸炭鋼ベアリングの製造における特殊なプロセスである。
処理サイクルの長さと原料ガスの消費量は、ベアリングの生産コストに影響する。
長い間、当社の浸炭鋼製軸受部品はプロパンガスをリッチガスとして浸炭してきたが、これは製造コストが高い。

制御可能な雰囲気での熱処理産業において、浸炭のために本来のプロパンガスまたはプロパン・デカブタン混合ガスに代わって天然ガスを使用することは、企業にとって原料ガスの消費コストを節約できるだけでなく、今日ますます深刻になっているエネルギー問題を緩和することができる。
中国で天然ガスを浸炭処理剤として使用する研究が始まったのは1980年代。
30年以上の開発期間を経て、関連する雰囲気制御とプロセス技術は基本的に成熟している。
しかし現在、一般的な応用分野は主に歯車製品の浸炭処理である。
ベアリング製品の浸炭剤として天然ガスを使い始めた企業もあるが、この技術は業界では普及していない。
私たちのプロパン・スタンドは1980年代に建てられた。
43mが2本ある。3 プロパン貯蔵タンクと10m3 残液タンク、コンプレッサー室、ガス化装置2基、圧力開放装置2組、約2000m(DN125)の屋外埋設本管、8つのプロパン圧力開放室。
総ガス消費量は11.5~24.5t/月。
近年、パイプライン・ネットワークは運転中の腐食によってしばしば漏れを起こし、会社に潜在的な安全上の危険をもたらしている。
同時に、企業の発展と生産需要、周辺土地の商業発展に伴い、熱処理ガスの代替問題の解決が急務となっている。

天然ガスを用いた浸炭熱処理のプロセス原理は、プロパンガスを用いた場合と同様である。
天然ガスを用いて吸熱雰囲気を調製するための主な反応式は以下の通りである:
CH4+2.38air→CO+2H2+1.88N2 (1)
式中、NiO2 は触媒、CH4 は濃縮ガスで、反応温度は1000℃以上である。
上記の式から、浸炭天然ガスと空気の比率は1:2.38であることがわかるが、天然ガスにはメタンだけでなく、プロパンやその他の化合物も含まれているため、実際の状況は一般的に1:2.5、またはそれ以上である。 炭素含有量 と有害な不純物が含まれている。
RX雰囲気調製の参考例を表1に示す。
さらに、天然ガスの浸炭メカニズムはCH4 → C広告+H2 C広告 活性炭。
プロパンガスで吸熱雰囲気を調製するための主な反応式は以下の通りである:
C3H8+7.14air→3CO+4H2+5.64N2 (2)
式中、NiO2 は触媒、C3H8 は濃縮ガスで、反応温度は1000℃以上である。
浸炭炉でより高いカーボンポテンシャルを得るために、供給ガス(プロパンやメタンなどのガス状アルカン)を濃縮ガスとして炉に添加する。
濃縮のために吸熱制御された雰囲気にプロパンを加えると、プロパンは熱処理炉の使用温度(800~950℃)で直ちに反応する:
C3H8→2[C]+CH4+2H2 (3)
CO2, H2O、CO、H2 吸熱雰囲気で水ガスと反応する:
CO+ H2O=CO2+H2 (4)
浸炭中、COとH2 が消費され、CO2 とH2Oが生成される。
CO+H2=[C]+H2O (5)
2CO=[C]+CO2 (6)
リッチガス(CH4を消費する。2 とH2O、COとHを補う2そして浸炭反応を促進する。
反応式はこうだ:
CH4+CO2=2CO+H2 (7)
CH4+H2O=CO+3H2 (8)
リッチガス(C3H8)、プロパンは最終的に高温下でメタンを形成し、浸炭反応に参加する。
反応式はこうだ:
C3H8=2[C]+2H2+CH4 (9)
C3H8=[C]+2CH4 (10)

表2からわかるように、プロパンガスと比較すると、天然ガスとプロパンガスは反応原理が同じであり、空気の導入割合が異なるだけで、生成される大気の組成に大きな違いはない。
そのため、天然ガスに切り替えた後は、設備改造や工程調整の負担が減り、製品の品質向上や生産サイクルの短縮につながる。
その結果、天然ガスを供給ガスとして使用した場合、熱効率は45%~68%から54%~89%へと大幅に改善された。
そこで、熱処理製造における吸熱雰囲気として、液化プロパンガスに代わって天然ガスを使用することにした。
表2は、さまざまなガス生産に必要なガス源の消費量を示している。
表1 RX雰囲気調製の参考データ
| ガス生産量/m3. h-1 | 25 | 32 | 37 | 42 | 56 | 61 | 66 |
| 天然ガス/m3. h-1 | 5.0 | 6.5 | 7.5 | 8.5 | 11.5 | 12.5 | 13.5 |
| 空気/m3. h-1 | 12 | 16 | 18 | 2.1 | 28 | 30 | 33 |
備考
表2 異なる原料ガスから調製した吸熱ガスの組成(体積分率)(%)
| 大気のタイプ | CO2 | CO | H2 | CH4 | H2O | N2 |
| 天然ガス | 0.3 | 20.7 | 38.7 | 0.4 | 0.6 | 39.8 |
| プロパン | 0.3 | 23 | 32 | 0.4 | 0.6 | 39.8 |
浸炭熱処理には天然ガスを使用。
連続ガス浸炭炉の供給サイクルは46分で、材料はG20CrNiです。2MoAだ。
その工程を表3に示す。浸炭部品の物理的サンプル(フェルールから切り出したサンプル)の検査結果を表4に示す。
表4から、浸炭後の天然ガスのすべての指標が技術要件を満たしていることがわかる。
表 3 浸炭プロセスパラメーター
| 浸炭ゾーン | 暖房ゾーン | 強浸透性ゾーン1 | 強浸透性ゾーン1 | 拡散ゾーン | 焼入れ冷却ゾーン |
| 温度 | 920 | 930 | 930 | 925 | 880 |
| カーボンポテンシャル(%) | – | 1.3 | 1.3 | 1.2 | 0.90 |
表4 物理的サンプルの検査データ
| シリアル番号 | 硬化層深さ/mm | 表面炭素量(%) | 表面/品位の粗い炭化物 | 表面ネットワーク カーバイド/グレード | 深さ 脱炭 層/mm |
| 1 | 2.4 | 0.85 | 1 | 1 | 0 |
| 2 | 2.4 | 0.85 | 1 | 1 | 0 |
| 3 | 2.3 | 0.8 | 1 | 1 | 0 |
| 4 | 2.4 | 0.85 | 1 | 1 | 0 |
| 5 | 2.5 | 0.85 | 1 | 1 | 0 |
| 6 | 2.4 | 0.85 | 1 | 1 | 0 |
| 7 | 2.4 | 0.85 | 1 | 1 | 0 |
| 8 | 2.5 | 0.85 | 1 | 1 | 0 |
| 9 | 2.3 | 0.8 | 1 | 1 | 0 |
| 技術要件 | 2.3~2.9 | 0.80~1.05 | 1~2 | 1~3 | ≤0.06 |
プロパンガスの価格は約4000元/トン(ENNガス提供)、ガス化率は約550Nm。3/t、7.27/Nmに相当する3.
天然ガス価格は2.88元/Nmになると予想される。3プロパン価格は6.05元/Nmである。3.
当社の年間プロパン消費量は220tで、コストは220×550×7.27=879670元である。
プロパンガスを天然ガスに置き換えると、天然ガスの年間消費量は220×550×2.1=254100Nmとなる。3年間ガス代は879670-731808≒148000元である。
そして、石油資源の絶え間ない緊張に伴い、価格は継続的に上昇する傾向にある。
したがって、供給ガス消費構成の観点から、制御可能な浸炭ガス調製用のガス源として天然ガスを使用することは、供給ガス消費コストを大幅に削減することができる。
プロパンガスの燃焼は1kgあたり3.1kgの二酸化炭素を排出し、天然ガスの燃焼は1kgあたり2.3kgの二酸化炭素を排出する。
浸炭熱処理に天然ガスを使用すると、プロパンガスに比べて二酸化炭素排出量を約25%削減できる。
また、万が一漏れた場合でも、天然ガスは上空に浮遊しているため地上に積もることはなく、安全上の問題を引き起こす可能性は低い。
天然ガスの爆発限界はプロパンガスより高い。
天然ガスは、制御可能な雰囲気熱処理産業における浸炭のために、本来のプロパンガスに代わって使用されている。
その設備改造とプロセス試運転作業は小規模で、企業の原料ガス消費コストを節約するだけでなく、今日ますます深刻になっているエネルギー問題を緩和する。
同時に、安全保護のための人的・物的コストを削減し、計画地を節約し、周辺地域における企業の文明建設を向上させることができる。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。