
パンチ力計算機&計算式(オンライン&無料)
金属プレス加工プロジェクトを成功させるにはどうしたらいいか、考えたことはありますか?このブログでは、スタンピング・プロセスの成否を分ける重要な要素についてご紹介します。
タレットパンチ金型の最適な性能と寿命を確保するには、どうすればよいのでしょうか。この記事では、タレットパンチ金型のさまざまな分類、選択基準、および機械の重要なコンポーネントを維持するために不可欠な取り付け手順について説明します。タレットパンチ金型の種類と適切な取り付け方法を理解することで、正確で効率的な作業を実現し、装置の寿命を延ばすことができます。この包括的なガイドブックで、加工プロセスを向上させ、高品質の生産成果を確保するための実践的なヒントとベストプラクティスを学んでください。

天田パンチを例にとってみよう:
アマダCNCパンチ金型は、オリジナル金型(金属リターンプレート)(図1)と国産金型(ゴムリターンプレート)(図2)に分けられる。
金型形状により、丸型、腰丸型、角型、角型、特殊型、成形型(サンプルポンチ、バンプ、ザグリ、折り返し穴、シャッター、圧着型)に分類される。
ダイサイズによって対応するステーションが決まり、以下のように分けられる:
駅 X
通常は丸型(φ1.6~φ12.7)、フロントサンプル金型。
工作機械の10ステーションに対応;

図1 オリジナル金型(金属製リターンプレート)

図2 国産金型(ゴム製リターンプレート)
ステーションB
これには丸ダイス(φ13φ27)、角ダイス(SQ4SQ16)、部分長方形ダイ、部分腰丸ダイ、部分特殊形状ダイ(キーホール、クロス、台形、六角形、シングルDダイなど)がある。さらに、工作機械の16のステーションに対応する成形金型(逆サンプルパンチ、バンプ、ザグリ、穴回し金型など)がある。
ステーションC
改訂版
利用可能な ダイの種類 丸ダイス(φ30~φ37)、角ダイス(SQ20)、部分角ダイス、部分腰丸ダイス、部分特殊形状ダイス(両耳ダイス)がある。これらは工作機械の6つのステーションに対応している。
ステーションD
丸ダイス(φ40~φ50)、角ダイス(SQ35)、部分角ダイス、部分腰丸ダイス。工作機械の4ステーションに対応しています。
駅 E, F
機械の主な構成部品は、カッター(RE60x4、RE60x5)、角ダイス(SQ50)、特殊形状ダイス(9穴ダイス)である。これらは工作機械の2つのステーションに対応する。
Sテイション G, H
カッター(RE80x6)、特殊形状ダイ(シャッター)。
工作機械の2ステーションに対応;
ステーション I
インデックス回転ステーションは、回転する金型を設置するために使用されます。
工作機械の4つのステーションに相当する。
一般的なルールは ダイ・クリアランス 表1に示すように、加工されるワークピースの材料厚さに応じて。
表1 下型クリアランスの選択
| 材料の厚さ(mm) | 0.5-1.0 | 1.2 | 1.5 | 2.0-3.0 | 4.0 |
| クリアランス (mm) | 0.1-0.15 | 0.15-0.2 | 0.3-0.40 | 0.4-0.6 | 0.6-0.8 |
通常、上型に指定された下型の隙間は0.1mmから0.4mmしかないことに注意すべきである。
しかし、3mm以上の厚板を加工する場合は、柔軟な選択が必要になる。例えば、4mmの銅板を加工する場合、φ6.5の下型の最大クリアランスは0.4mmしかない。この場合、代わりにφ7.1(0.15mm)の下型を使うことができる。
タレットカバーを開ける→工作機械を下型を取り付けるステーションまで回転させる→下型ベースを所定の工具で取り外す→下型を対応する空のステーションに入れる→高さを確認する(下型の高さはダイベースより1mm~2mm高くてもよい。ダイ自体の高さが足りない場合は、シムを追加して標準の高さになるように調整する)→ネジを締める→タレットに下ダイベースを取り付ける→指定の工具で下ダイベースをタレットに固定する→下ダイの取り付け完了。
下型の取り付け順序を図3に示す。
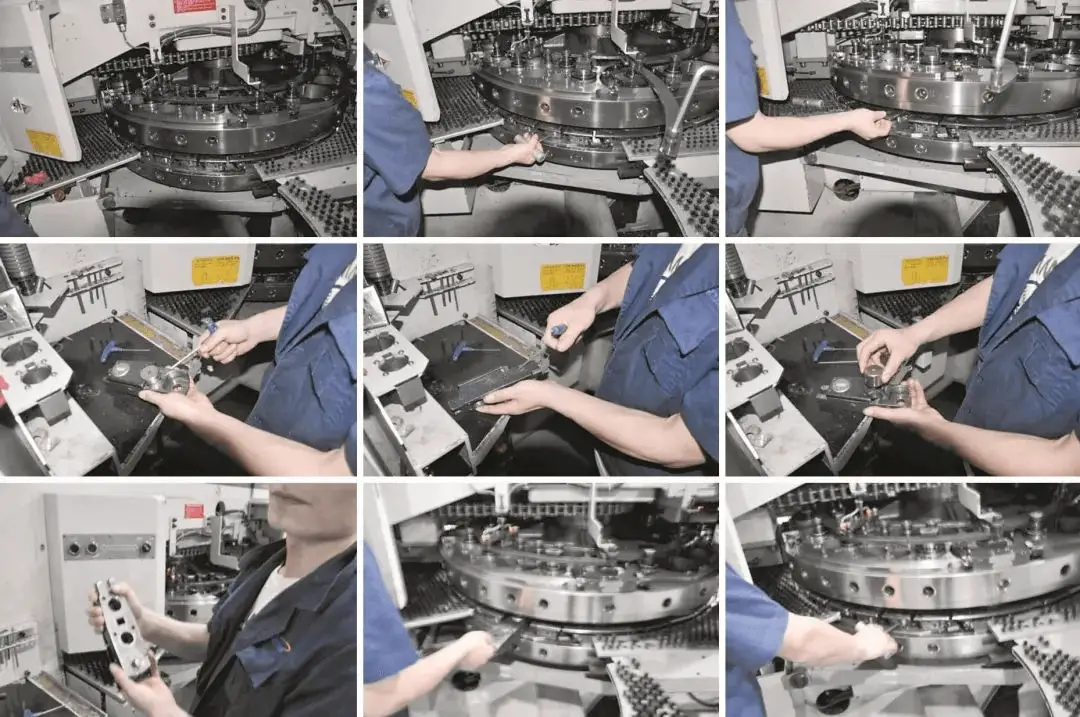
図3 下型の取り付け順序
金型を正しく取り付けるには、金型リストに記載されている金型の角度に従ってください。正しい取り付けの手順は以下の通りです:
オリジナルモールドスリーブと国産モールドスリーブは、選択された上型に応じて取り付けます。一般に固定ステーションの場合、国産金型スリーブは0°または90°にしか取り付けられませんが、オリジナル金型スリーブは0°、45°、90°に取り付けることができます。
対応するピンが対応する溝に配置されていることを確認し、選択した金型スリーブに上型を挿入します。元の金型スリーブは自動的に金型スリーブの底にスライドさせることができます。時には、国内のモールドスリーブは、モールドスリーブの底にそれをスライドさせるために銅の棒で金型の端を優しく叩く必要があるかもしれません。
リターンプレートを覆い、上型の高さを確認します。上型の高さがリターンプレートと0.5mm以内の高さになるように、適合するリターンプレートをお選びください。
金型の高さがリターンプレートを超えることは厳禁である。
ダイ自体の高さが規格に合わない場合は、ダイの高さが規格に達するまで、ダイスリーブ内のガスケットを追加または取り外してください。ダイの高さが規格に達したら、まずダイスリーブ裏のネジを締め、次にリターンプレートのネジを締める。
タレットカバーを開け、下型を取り付けた後、対応する上型ステーションまでタレットを回転させます。上型と下型の取り付け角度を一定にすることが重要です。
次に、金型をステーションに垂直に入れ、対応するピンが対応するスロットに完全に入るまで自由にスライドできるようにします。タレットの誘導チャックが締め付けられると、赤い表示灯が点灯し、上型の取り付けが完了したことを示します。
ステーションに合った金型を選択し、空いているステーションを優先する。ステーションの数が足りない場合は、よく使う金型が常にマシンステーションにあるように、あまり使わない金型ステーションを使うことを検討する。そうすることで、金型交換が少なくなり、加工がスムーズになります。
工作機械は4つの回転ステーションを備えている。
回転ステーションの下型はデフォルトで0°に設定されているため、上型はこの角度でしか取り付けられない(これは重要)。
インストール手順は以下の通り:
はじめに、下型をインデックス・コンバーターに取り付けます。その前に 締め付け 下型コンバーターを位置決め溝に挿入する際、割り出しステーションの下タレットにゴミや汚れがないことを確認してください。
次に、上型を取り付ける。上型を取り付けたら、上型と下型の角度が一致しているか再確認する。
最後に、位置決め溝が右上に来るように上型をタレットにセットする。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







