
プレスブレーキのトン数計算機(オンライン&無料)
金属加工愛好家の皆様へ!プレスブレーキの適切なトン数を推測するのに疲れていませんか?そんなことはありません!このブログ記事では、プレスブレーキの世界に飛び込みます...
プレスブレーキがどのようにして精密な曲げを実現しているのか、不思議に思ったことはありませんか?この記事では、プレスブレーキの軸の魅力的な世界を探求し、その役割と機能に隠された秘密を明らかにします。これらの軸を使いこなすことで、金属加工を新たなレベルの精度と効率に引き上げることができます。完璧な曲げ加工を可能にするメカニズムを解明しましょう!


プレスブレーキの操作では、機械の軸を総合的に理解することが、最適な効率と精度を達成するために重要です。X、R、V、Y1、Y2、Z1、Z2などの文字や数字で指定された各軸は、曲げプロセスで特定の役割を果たします。これらの軸を使いこなすことで、オペレーターは複雑な曲げを高い精度と再現性で行うことができます。
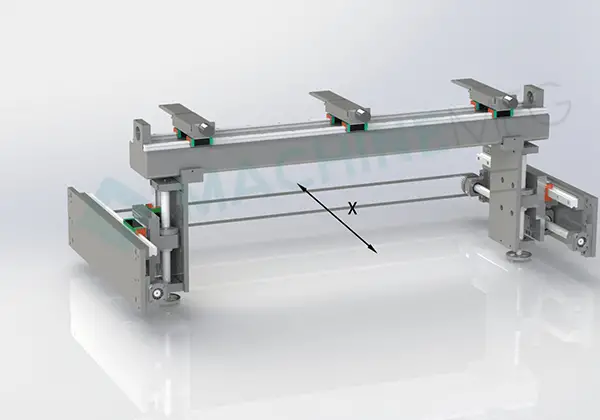
X軸はバックゲージの水平方向の位置決めを制御します。X軸を調整することで、オペレーターは曲げ長さを正確に設定し、材料の一貫した位置決めを確実に行うことができます。この軸は、最終製品の寸法精度を達成するための基本です。
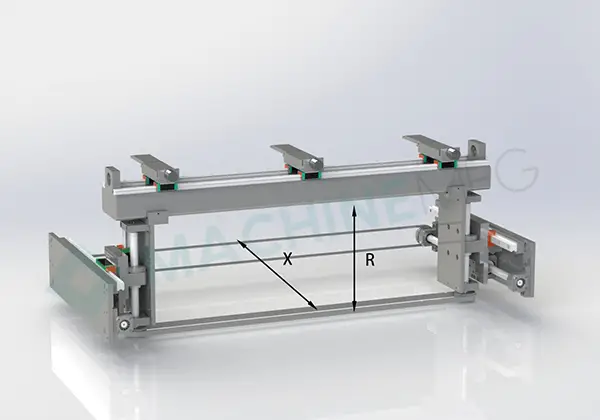
R軸はバックゲージの垂直方向の動きを制御します。曲げ高さの微調整を可能にし、材料の厚みや希望の曲げ角度の変化に対応します。R軸は、複数の部品にわたって曲げの一貫性を維持し、異なる材料特性に適応するために不可欠です。
V軸はダイの開口幅に関係し、適切な曲げ力を決定する重要な要素です。適切なV軸の調整は、金型の選択と連動して、曲げ加工中の最適な力の配分を保証します。これにより、スプリングバックを最小限に抑え、曲げ過ぎのリスクを低減し、曲げの全体的な品質に貢献します。
Y1軸とY2軸は、プレスブレーキのラム(トップビーム)の同期または独立した動きを制御します。これらの軸は、曲げ加工の精度と平行度を決定します。Y1とY2を微調整することで、オペレーターは機械のたわみを補正し、ワーク全体に均一な圧力分布を確保し、長い部品でも一貫した曲げ角度を達成することができます。
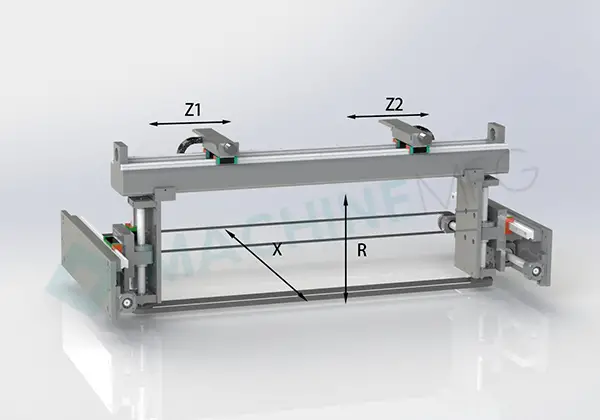
Z1軸とZ2軸は、バックゲージフィンガーの横方向の動きを管理します。この機能により、複雑な部品操作が可能になり、オペレーターは手動で位置を変更することなく、1つのワークピースに複数の曲げ加工を施すことができます。Z軸の調整は、フランジの長さが異なる部品や非対称デザインの部品を製造する際に非常に重要です。
高度なプレスブレーキには、クラウニング調整用のD軸や補助的なバックゲージ移動用のW軸などの追加軸が組み込まれている場合があります。これらの補助軸は、機械の汎用性と精度をさらに高め、より複雑な曲げ加工と部品品質の向上を可能にします。
プレスブレーキの性能を最適化するには、これらの軸間の相互作用をマスターすることが不可欠です。オペレーターは、各軸を調整する際に、材料特性、部品形状、希望する公差などの要素を考慮する必要があります。最新のCNCプレスブレーキは、多くの場合自動軸制御を備えていますが、プログラミング、トラブルシューティング、優れた曲げ結果を達成するためには、軸機能を深く理解することが不可欠です。
これらの軸の能力をフルに活用することで、オペレーターは生産性を大幅に向上させ、スクラップ率を削減し、複雑なパーツを卓越した精度で製造することができます。曲げ加工の包括的な制御は、現代の製造業の厳しい公差を満たし、精密板金加工の競争力を維持するための鍵となります。

プレスブレーキの軸は、制御された動きとその中の機能部品を指す。 プレスブレーキ機械のコントローラによって制御される。この用語には、精密な曲げ加工や成形加工を可能にするさまざまな自由度や操作要素が含まれる。
プレスブレーキの軸は通常、機械の座標系内の空間的な方向に基づいて指定されます。ただし、特定の動作や機能コンポーネントは、異なるメーカーや地域間で一貫性と明確性を確保するために、業界の慣例や国際標準に従って命名されることがあります。
CNCプレスブレーキの軸構成は、ワーク製作の特定のプロセス要件を満たすように調整されます。一般的な軸は以下の通りです:
高度なCNCプレスブレーキは、精度と汎用性を高めるために、次のような追加軸を組み込むことができる:
これらの軸の機能と相互作用を理解することは、プレスブレーキの性能を最適化し、高精度の曲げ加工を実現し、板金加工工程における生産効率を最大化するために極めて重要です。
プレスブレーキは、曲げ工程のさまざまな側面を制御するために複数の軸を利用します。各軸は、精密で正確な金属成形を実現するための特定の機能を果たします。主な軸とその機能は以下の通りです:
Y軸:ラムの垂直方向の動きを制御する。通常、Y1軸とY2軸に分割される:
X軸:バックゲージの位置決めを行い、曲げの深さをコントロールする。しばしば含まれる:
R軸:バックゲージのフィンガーの高さを調整します。以下のものがある:
Z軸:バックゲージの指の横方向の動きを管理する。以下を含むことができる:
V軸: たわみ補正を制御し、ワークの長さ全体にわたって一貫した曲げ角度を維持するために重要です。主に2つの方法があります:
その他の軸は以下の通り:
Y1、Y2、V軸はすべてのCNCプレスブレーキに不可欠であり、バックゲージと材料サポート軸の構成は、特定の製造要件に基づいてカスタマイズすることができます。
軸精度、特にY1、Y2、Vの精度は、曲げ角度の精度と全体的な真直度の両方に影響し、最終的な部品の品質に大きく影響します。しかし、薄板(3mm未満)の場合、厚さ公差、均一性、圧延方向などの材料特性も、正確な曲げを達成する上で重要な役割を果たすことに注意することが重要です。
プレスブレーキの構成を選択する際、メーカーは生産ニーズ、部品の複雑さ、必要な精度を慎重に検討し、特定の用途に最適な軸セットアップを決定する必要があります。
プレスブレーキ機械では、「+1」軸は一貫してクラウニング軸を指し、V軸と表記されます。この軸は、ビームのたわみを補正し、ワークピースに沿った均一な曲げを確保するために重要です。Y1軸とY2軸は、左右の油圧シリンダーの上下運動を独立して制御し、ラムの正確な位置決めと平行度の調整を可能にします。
3+1軸、4+1軸、6+1軸、8+1軸という数値構成は、ますます洗練されたプレスブレーキシステムを表し、それぞれがより高度な制御と多用途性を提供します:
Y1 - Y1軸は、ワークピース表面に対する上型の左側の垂直方向の動きを制御します。この軸は、上型の左側部分の昇降を正確に制御し、正確な曲げ力の適用を可能にし、成形プロセス中の適切なアライメントを維持します。
Y2 - Y2 軸は、ワークピースの表面に対する上型の右側の垂直方向の動きを管理します。Y1と連動するこの軸は、上型の右側セクションの同期制御を保証し、均一な圧力分布と、必要な場合のテーパー曲げを可能にします。
X - X軸は、下型の中心線に対するバックゲージの水平方向の位置決めを指示します。この軸は、バックゲージの前後移動を制御することで、正確な材料配置を容易にします。これは、正確な曲げ位置を達成し、複数の部品にわたって一貫したフランジ長を維持するために重要です。
V - V軸は、しばしば補助軸または「プラス」軸と呼ばれ、ワークピース表面に対する下金型の垂直方向の調整を調整します。この軸は、ダイの開口部の微調整を可能にし、最適な曲げ角度、材料のスプリングバックの補正、およびツーリングを変更することなく材料の厚さの変化に対応することを可能にします。
Y1 - Y1軸は、ワークピース表面に対する上型の左側の垂直変位を制御します。この軸は、プレスブレーキの上下運動中の左側の高さを正確に制御し、正確な曲げ力の適用を可能にし、Y2軸との平行度を確保して、ワークピース全体で一貫した曲げ角度を実現します。
Y2 - Y2 軸は、ワークピースの表面に対する上型の右側の垂直方向の動きを管理します。Y1と連動して、この軸は上型の水平度を維持し、曲げサイクル全体を通して右側の高さを制御します。これは、ワークピースの全長にわたって均一な圧力分布と曲げ品質を達成するために重要です。
X - X軸は、下型の中心線に対するバックゲージの水平方向の位置決めを指示します。この軸は、バックゲージの前後移動を制御することで、ワークピースの正確な配置を容易にし、正確なベンドラインの位置決めを可能にし、公差の厳しい複雑なマルチベンド操作を可能にします。
R - R軸は、金型下面に対するバックゲージの垂直方向の位置決めを制御します。バックゲージの高さを制御することで、この軸はさまざまな材料厚や曲げ形状に対応し、一貫したフランジ長を確保し、段付きまたはテーパー形状の部品の製造を可能にします。
V - V軸はしばしば補助軸とみなされ、加工面に対する下金型の垂直方向の動きを制御します。この軸は、上型の位置を変えることなく、曲げ力分布の最適化、スプリングバックの最小化、異なる材料特性や板厚に対応するために重要な、ダイギャップの微調整を可能にします。
Y1-Y1軸は、ワークピース表面に対する上型の左側の垂直変位を制御します。この軸は、ダイの上下運動中の左側の高さを正確に制御し、正確な曲げ力の適用を可能にし、ワーク全体に均一な圧力分布を確保します。
Y2-Y2軸は、ワークピース表面に対する上型の右側の垂直移動を管理します。Y1と連動するこの軸は、右側面の同期した高さ制御を保証し、正確な平行度調整を可能にし、曲げ加工中の潜在的なたわみを補正します。
X-X軸は、下型の中心線に対するバックゲージの水平方向の移動を制御します。この軸は、バックゲージの前後移動を制御することで、材料の正確な位置決めを容易にします。これは、複雑な部品の曲げ位置を一定にし、寸法精度を維持するために非常に重要です。
R-R軸は、下型表面に対するバックゲージの垂直方向の位置決めを指示します。バックゲージの高さを制御することで、この軸は、さまざまな材料厚や曲げ形状に適応した位置決めを可能にし、曲げプロセス中の最適なサポートとアライメントを保証します。
Z1-Z1軸はバックゲージ左側の横方向の動きを制御します。この軸により、左指の位置を独立して調整できるため、非対称の部品位置決めが可能になり、板金加工における複雑な曲げシーケンスの作成が容易になります。
Z2-Z2軸はバックゲージ右側の横方向の動きを管理します。Z1と連動するこの軸は、右指の柔軟な位置決め機能を提供し、不規則な形状のワークピースの正確な位置合わせを可能にし、幅の異なるパーツの製造を可能にします。
V-V軸は、加工面に対する下型の垂直方向の調整を制御します。この軸は、有効な金型開度を変えることで曲げ角度の微調整を可能にし、材料のスプリングバックを補正し、鋭角や鈍角を高精度で製造することを容易にします。
Y1 - Y1軸は、ワークピース表面に対する上型の左側の垂直変位を制御します。この軸は、曲げサイクル中の左側の高さを正確に制御し、正確で一貫した成形圧力分布を保証します。
Y2 - Y2軸は、ワークピース表面に対する上型の右側の垂直移動を管理します。Y1と連動するこの軸は、複雑な曲げの作成や材料のスプリングバックの補正に重要な、同期または差動のダイ移動を可能にします。
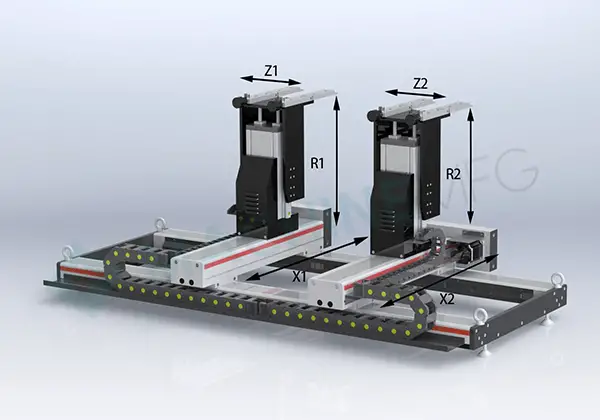
X1 - X1軸は、下型に対するバックゲージ左側の水平位置決めを制御します。この軸は、ワークピースの正確な配置を容易にし、正確な曲げ線と多段階成形作業の再現性を可能にします。
X2 - X2軸は、下型に対するバックゲージの右側の水平移動を指示します。X1と連動することで、独立または同期したゲージ調整が可能になり、非対称部品やフランジの長さが異なる部品の処理に不可欠です。
R1 - R1軸は、下型表面に対する左バックゲージの垂直方向の調整を管理します。この軸により、ダイナミックな高さ変更が可能になり、マルチベンドシーケンスや、再構成なしで異なる材料厚に対応するために重要です。
R2 - R2軸は、下型表面に対する右バックゲージの垂直方向の位置決めを制御します。R1を補完し、複雑なプロファイルの作成や材料のばらつきの補正に不可欠な、独立したゲージ高さ調整を可能にします。
Z1 - Z1軸はバックゲージ左側の横方向の動きを制御します。この軸をZ2と組み合わせて使用することで、さまざまな幅の部品の正確な位置決めが容易になり、テーパー曲げや非直線曲げの作成が可能になります。
Z2 - Z2軸はバックゲージ右側の横方向の動きを管理します。Z1と連動することで、ダイナミックな幅調整が可能になり、寸法の異なるパーツの処理や特殊な曲げ形状の作成に不可欠です。
V - V軸は、作業面に対する下金型の垂直方向の位置決めを制御します。この軸は、曲げ角度の微調整を可能にし、工具の摩耗を補正し、迅速な金型交換を容易にし、プロセス全体の柔軟性と効率を高めます。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







