
アルミニウムのろう付け:知っておくべき基礎知識
アルミニウムろう付けがなぜ現代の製造業で重要なのか、不思議に思ったことはありませんか?この記事では、アルミニウムろう付けの複雑なプロセスを掘り下げ、その方法、利点、課題を探ります。アルミニウムろう付けの基本から...
銅やその合金がなぜ私たちの日常生活に欠かせないのか、不思議に思ったことはありませんか?この記事では、その驚異的な電気伝導性から驚異的な耐腐食性まで、銅の魅力的な特性を探ります。最後には、なぜ銅が現代の工学や技術の礎石であり続けるのかが理解できることでしょう。

銅とその合金は、優れた電気・熱伝導性、優れた耐食性、高い成形性など、その卓越した特性により、工業用途に広く利用されています。これらの素材は主に4つのグループに分類されます:純銅(しばしば赤銅と呼ばれます)、黄銅、青銅、白銅(別名洋白)。
1.純銅:赤みがかったオレンジ色が特徴的な純銅(>99.3% Cu)は、市販されている金属の中で最も高い電気伝導率を誇り、電気・電子産業には欠かせない。また、熱伝導性、耐食性、延性にも優れている。
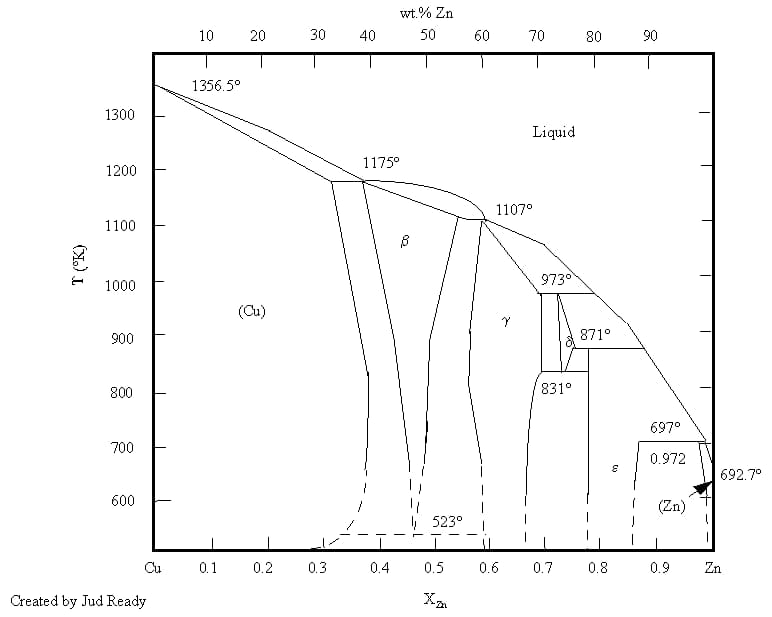
2.黄銅:銅と亜鉛を主成分とする合金で、亜鉛の含有量は通常5%~45%。黄銅は強度、加工性、耐食性のバランスがとれている。一般的な種類は以下の通り:
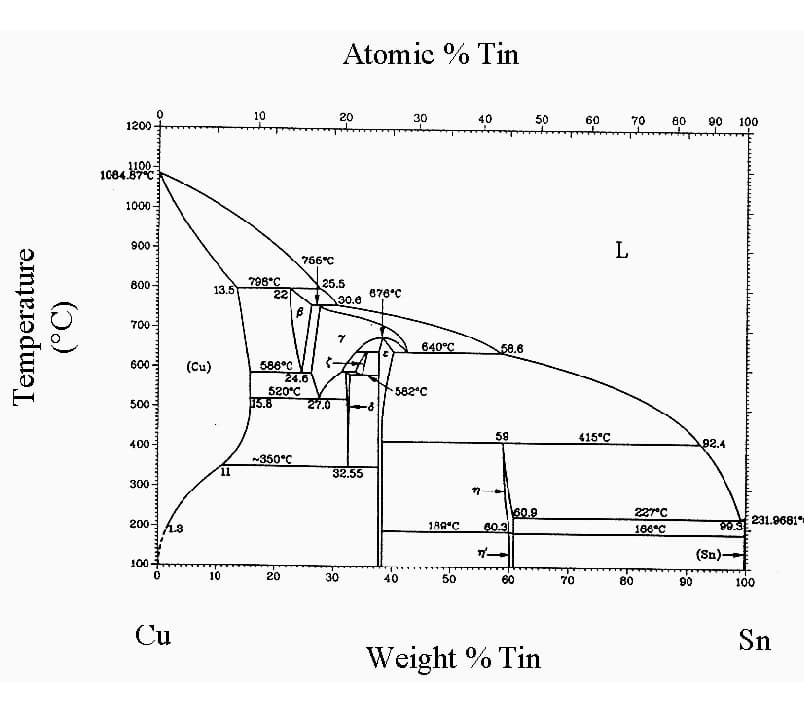
3.青銅:伝統的には銅と錫の合金だが、現代の青銅はアルミニウム、シリコン、ベリリウムなど他の元素を含むこともある。青銅は一般に黄銅に比べて高い強度と耐食性を示す。主な種類は以下の通り:
4.白銅(ニッケルシルバー):銅、ニッケル、亜鉛の合金で、通常10-20%のニッケルを含む。名前とは裏腹に銀は含まれていない。白銅は耐食性、強度に優れ、銀のような魅力的な外観を持つため、装飾用途や楽器に適している。

赤銅は銅の純度が99.5%以上のもの。
さらに酸素の含有量によって純銅と無酸素銅に分けられる。
銅2OとCuOの酸化物が赤銅の表面に形成されることがある。
室温では、銅の表面はCu2O.
高温下では、酸化スケールは外層がCuO、内層がCuの2層からなる。2O.
純銅は水素を含む還元雰囲気ではろう付けできないことに注意することが重要である。
真鍮とは銅と亜鉛の合金のことで、赤銅に比べて強度、硬度、耐食性に優れ、靭性と高い耐食性を保持している。
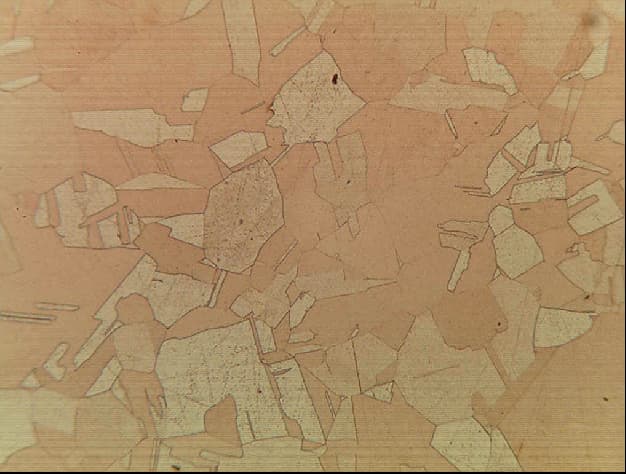
真鍮の金属組織図
(1) 錫の真鍮:
錫黄銅は約1%の錫(Sn)を含み、錫の存在によって表面酸化物の組成が変わることはない。
錫黄銅のはんだ付け性は黄銅に匹敵し、はんだ付けが容易である。
(2) 鉛の黄銅:
鉛黄銅には鉛が含まれており、加熱すると粘着性のあるスラグが形成され、はんだの濡れ性や流動性を損なう。
適切な流動性を確保するためには、適切なフラックスを選択することが重要である。
(3) マンガン黄銅:
マンガン黄銅の表面は酸化亜鉛と酸化マンガンで構成されている。
マンガン酸化物は比較的安定で、除去するのが難しいため、活性のある ろう付け ろうの濡れ性を確保するためのフラックス。
様々なものがある。 青銅の種類それぞれ合金元素が異なり、それがろう付け性に影響する。
添加される合金元素が錫、または少量のクロムやカドミウムの場合、はんだ付け性への影響は最小限に抑えられ、一般にろう付けが容易になる。
しかし、添加元素がアルミニウムの場合、特にアルミニウム含有量が高い場合(10%まで)、表面のアルミニウム酸化物が除去しにくくなり、はんだ付け性が悪化する。
このような場合は、ろう付け用の特殊フラックスを使用する必要がある。
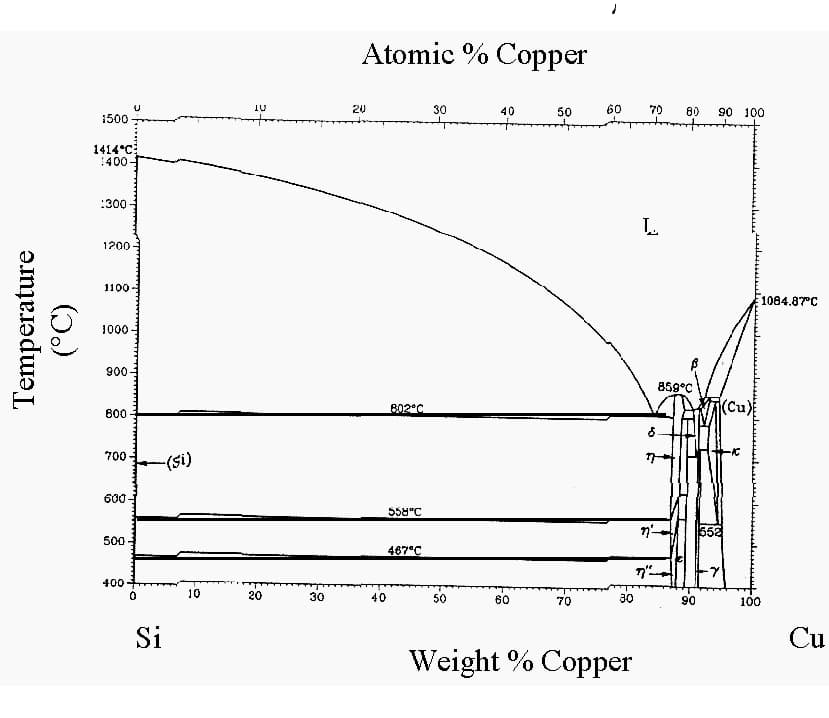
例えば、シリコンを添加してシリコン青銅を形成する場合、溶融はんだにさらされると、高温脆性と応力割れに非常に敏感になる。
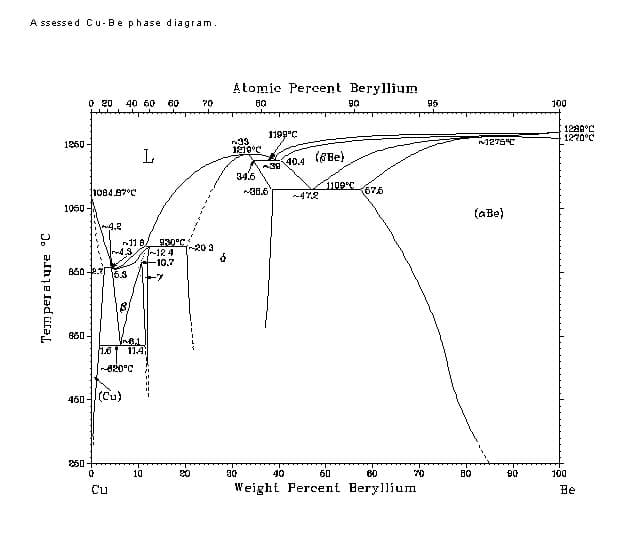
もうひとつの例は、添加される合金元素がベリリウムの場合である。
比較的安定したBeO酸化物が形成されるが、酸化膜の除去には通常のろう付け用フラックスで十分である。
白銅 は銅とニッケルの合金で、優れた総合機械特性を誇る。
ニッケルが含まれている。
フィラーメタルを選ぶ際には、銅-リン系フィラーメタルや銅-リン-銀系フィラーメタルのようなリンを含むものを避けることが重要である。
白銅は溶融はんだにさらされると、熱割れや応力割れに非常に敏感です。
| 名称 | コード | 主成分(質量%、%) | 融解温度/℃(融点 | 熱処理 | |||||||
| ω(Cu) | ω(Zn) | ω(Sn) | ω(Pb) | ω(Mn) | ω(アル) | ω(ニ) | その他 | ||||
| 純銅 | T1 | ≤99.95 | - | - | - | - | - | - | 20.02 | 1083 | アニーリング:450~520℃ |
| T2 | ≤99.90 | - | - | - | - | - | - | 20.06 | 1083 | アニール500~630℃ | |
| 無酸素銅 | TU1 | ≤99.97 | - | - | - | - | - | - | 20.003 | 1083 | 真空アニール500℃ |
| TU2 | ≤99.95 | - | - | - | - | - | - | 20.003 | 1083 | ||
| タムン | ≤99.60 | - | - | - | 0.1~0.3 | - | - | 20.003 | 1083 | ||
| 真鍮 | H96 | 95~97 | レム | - | - | - | - | - | - | 1056~1071 | アニーリング:600 |
| H68 | 67~70 | レム | - | - | - | - | - | - | 910~939 | アニーリング:600 | |
| H62 | 60.5~63.5 | レム | - | - | - | - | - | - | 899~906 | アニーリング:600 | |
| 錫ブラス | HSn62-1 | 61~63 | レム | 0.7~1.1 | - | - | - | - | - | 886~907 | アニーリング:600 |
| 鉛ブラス | HPb59-1 | 57~60 | レム | - | 0.8~1.9 | - | - | - | - | 886~901 | アニーリング:600 |
| マンガン・ブラス | HMn58-2 | 57~60 | レム | - | - | 1~2 | - | - | - | 866~881 | アニーリング:600 |
| 錫ブロンズ | QSn6.5-0.1 | レム | - | 6~7 | - | - | - | - | P: 0.1~0.25 | ~996 | アニール500~620℃ |
| QSn4-3 | レム | 2.7~3.3 | 3.5~4.5 | - | - | - | - | - | ~1046 | ||
| アルミニウム・ブロンズ | QAl9-2 | レム | - | - | - | 1.5~2.5 | 8~10 | - | - | ~1061 | アニール700~750℃;Quenching880℃,Tempering400℃ |
| QAl10-4-4 | レム | - | - | - | - | 9.5~11 | - | 鉄:3.5~4.5 | - | アニール700~750℃;Quenching920℃,Tempering650℃ | |
| ベリリウム青銅 | QBe2 | レム | - | - | - | - | - | 0.2~0.5 | Be: 1.9~2.2 | 865~956 | 焼入れ:800℃,エージング:300 |
| QBe1.7 | レム | - | - | - | - | - | 0.2~0.4 | Be: 1.6~1.8 | - | 焼入れ:800℃,エージング:300℃ | |
| シリコン・ブロンズ | QSi3-1 | レム | - | - | - | 1~1.5 | - | - | シリコン:2.75~3.5 | 971~1026 | アニール: 600~680 |
| クロミウム・ブロンズ | QCr0.5 | レム | - | - | - | - | - | - | Cr:0.5~1.0 | 1073~1080 | 焼き入れ: 950~1000 |
| エージング400~460℃ | |||||||||||
| カドミウム・ブロンズ | QCd1 | レム | - | - | - | - | - | - | カドミウム0.9~1.2 | 1040~1076 | アニーリング:650 |
| 亜鉛 ニッケル 銀 | BZn15-20 | レム | 18~20 | - | - | - | - | 13.5~16.5 | - | ~1081 | アニール700℃ |
| マンガン・ニッケル・銀 | BMn40-1.5 | レム | - | - | - | 1~2 | - | 39~40 | - | 1261 | アニール1050~1150℃ |
銅および銅合金のろう付けは、主に以下の要因に左右される:
純粋な銅の表面は、Cu2OとCuOという2つの酸化物を形成することがある。室温では銅の表面はCu2Oで覆われているが、高温では酸化皮膜が2層に分かれ、外側がCuO、内側がCu2Oとなる。銅の酸化物は除去しやすいので、純銅はよくろう付けできる。
酸素含有銅は、乾式製錬と電解タフピッチ銅を用いて精製された銅である。0.02%~0.1%の酸素を含み、酸化銅として存在し、銅と共晶組織を形成します。この共晶組織は球状で銅マトリックス中に分布している。
酸素を含む銅を水素を含む還元性雰囲気中でろう付けすると、水素が急速に金属内に拡散し、酸化物を還元して蒸気を発生させる。この蒸気は銅の結晶内に空洞を形成し、急速に膨張する。 水素脆化.ひどい場合には、銅材が破断することもある。
雰囲気に一酸化炭素と水分が含まれていると、一酸化炭素が蒸気を水素に還元し、水素が金属に拡散して水素脆化を引き起こす。そのため、酸素を含む銅は、分解 アンモニア、吸熱性、発熱性の還元性雰囲気ではろう付 けを行うべきではない。
酸素含有銅を920℃以上に長時間加熱すると、結晶粒界に酸化銅が蓄積し、銅の強度と延性が低下する。従って、ろう付けの際には、920℃以上の温度に長時間さらされることは避けるべきである。
銅は熱処理で強度を上げることができないため、冷間加工法で強度を上げることが多い。冷間加工で硬化した銅は、230℃~815℃で加熱すると軟化する。軟化の程度は、温度とその温度での時間によって異なる。ろう付けの加熱温度が高いほど、冷間加工硬化銅は柔らかくなる。
無酸素銅は酸素含有量が少なく、銅の中に銅と酸化銅の共晶成分がない。電気伝導率や冷間加工性(深絞りや紡績など)は脱酸銅よりも優れています。
無酸素銅は水素を含む保護雰囲気中で、水素脆化することなくロウ付けできる。冷間加工で硬化した無酸素銅は、加熱時にも軟化する。
一般的な黄銅は、低亜鉛黄銅(亜鉛の質量分率が20%未満)、高亜鉛黄銅(亜鉛の質量分率が20%以上)、合金黄銅の3つに分けられる。黄銅中の亜鉛の質量分率が15%未満の場合、表面酸化物は主にCu2Oからなり、ZnOの小粒子を含む。
亜鉛の質量分率が20%以上の場合、酸化物は主にZnOからなる。酸化亜鉛は除去も容易であるため、黄銅のろう付けは非常に良好である。黄銅は保護雰囲気でのろう付け、特に真空ろう付けには適さない。亜鉛は蒸気圧が高い(907℃で105Paに達する)ためである。
保護雰囲気下でのろう付け、特に真空ろう付けでは、黄銅中の亜鉛が揮発して表面が赤くなり、ろう付け性と固有の特性の両方に影響を及ぼす。保護雰囲気中または真空中でろう付けを行わなければならない場合は、亜鉛の揮発を防ぐために、あらかじめ黄銅部品の表面に銅またはニッケルの層を電気めっきしておく必要がある。ただし、めっきはろう付け接合部の強度に影響することがある。
黄銅のろう付けには、フラックスの使用が必要である。
錫黄銅のω (Sn)は約1%である。錫の存在は表面酸化物の組成に影響を与えない。錫黄銅のろう付けは黄銅に匹敵し、ろう付けは容易である。
鉛黄銅は加熱されると粘着性の残留物を形成し、ろう材の濡れ作用と流動性を妨げるため、ろう材の濡れ作用を確保するために適切なフラックスを選択する必要がある。鉛黄銅は加熱されると応力割れを起こしやすい。熱間割れに対する感度は鉛含有量に正比例する。
したがって 内部応力 鉛黄銅のろう付けは、部品加工による応力を除去するた め、溶接前にアニールするなどして最小限に抑える必要があ る。熱応力を軽減するため、加熱温度はできるだけ均一にする。ω(Pb)>3%の場合、ろう付け効果は劣る。ω(Pb)>5%の鉛黄銅については、ろう付 けを推奨しない。
マンガン黄銅の表面は酸化亜鉛と酸化マンガンで構成されている。酸化マンガンは比較的安定で除去しにくいため、活性の高いフラックスを使用してろう材の濡れ性を確保する必要がある。
錫青銅QSn6.5-0.1は、表面にSnO2の内層と酸化銅の外層の2つの酸化物を形成する。これらの酸化物は除去しやすく、ろう付け性も良好で、ガスシールドブレージングや真空ろう付けを含む様々なろう付け方法に適しています。
空気中でのろう付けには、従来のフラックスを使用できる。割れを避けるため、リン含有錫青銅部品は、ろう付け前に約290~340℃で応力除去する必要がある。
アルミニウム青銅は、かなりの量のアルミニウム(質量で10%まで)を含み、表面に酸化アルミニウムを主成分とする酸化皮膜を形成し、これを除去することは困難である。そのため アルミニウムろう付け ブロンズはかなり難しい。酸化アルミニウムは保護雰囲気では還元できず、真空加熱では除去できないため、専用のフラックスが必要となる。
アルミニウム青銅部品が 焼き入れと焼き戻し の場合、ろう付け温度は焼き戻し温度を超えてはならない。例えば、QAl9-2の焼戻し温度は400℃である。
ろう付け温度が400℃を超えると母材が軟化する。高温でろう付けする場合は、ろう付け温度と焼入れ温度(880℃)を一致させ、その後焼戻しすることで、母材の機械的性質を満足させることができる。ろう材を選択する際には、この点を考慮する必要がある。
ベリリウム青銅の表面には比較的安定したBeO酸化物が形成されるが、従来のフラックスでは酸化皮膜除去の要求を満たすことができる。ベリリウム青銅は、部品が弾性を必要とする場面でよく使用される。
この特性を低下させないためには、ろう付け温度を時効温度(300℃)以下にするか、ろう付け温度と焼入れ温度を一致させ、ろう付け後に時効処理を施す必要がある。
シリコン青銅は、主にQSi3-1合金で約3% ω (Si)を有し、その表面に二酸化ケイ素を主成分とする酸化物を形成する。アルミニウム青銅のろう付けに使用するフラックスと同じものを、シリコン青銅のろう付けにも使用する。応力下のシリコン青銅は、溶融ろう材の作用で熱割れや応力割れに非常に敏感である。
割れを避けるためには、ろう付け前に300~350℃の温度で応力除去する必要がある。低融点ろう材を選択し、ろう付け時に均一に加熱する方法を用いる。
クロム青銅およびカドミウム青銅には微量のクロムまたはカドミウムが含まれているが、ろう付けプロセスには大きな影響を与えない。クロム青銅をろう付けする場合は、母材 の熱処理体制を考慮すべきである。
ろう付けは、時効温度(460℃)以下で行うか、ろう付け温度を焼入れ温度(950~1000℃)に合わせる。
洋白とマンガン銀。洋白はニッケルを含み、銅-リン系ろう材や銅-リン-銀系ろう材などのリン含有ろう材は、ろう付け後に界面に脆いリン化ニッケルを形成しやすく、接合部の強度や靭性を低下させるため、ろう材を選択する際には避けるべきである。
洋白は、溶融ろう材の作用による熱割れと応力割れの両方に極めて敏感である。したがって、ろう付け前に内部応力を除去し、融点の低いろう材を選択する必要がある。
部品は均一に加熱し、ろう付け時の熱応力を軽減するため、加熱中および冷却中の部品の自由な伸縮を許容すべきである。
一般的な銅および銅合金の耐熱性
| 合金 | ろう付け性 | |
| 銅T1 | 素晴らしい | |
| 無酸素銅 TU1 | 素晴らしい | |
| 真鍮 | H96 | 素晴らしい |
| H68 | 素晴らしい | |
| H62 | 素晴らしい | |
| 錫ブロンズ | HSn62-1 | 素晴らしい |
| マンガン黄銅 | HMn58-2 | グッド |
| 錫ブロンズ | QSn58-2 | 素晴らしい |
| QSn4-3 | 素晴らしい | |
| 鉛ブラス | HPb59-1 | グッド |
| アルミニウム青銅 | QAl9-2 | 悪い |
| QAl10-4-4 | 悪い | |
| ベリリウム青銅 | QBe2 | グッド |
| QBe1.7 | グッド | |
| シリコンブロンズ | QSi3-1 | グッド |
| クロム青銅 | QCr0.5 | グッド |
| カドミウム・ブロンズ | QCd11 | 素晴らしい |
| 亜鉛-銅-ニッケル合金 | BZn15-20 | グッド |
| Mn銅ニッケル合金 | BMn40-1.5 | 難しい |
銀系はんだは、その適度な融点、良好な加工性、強靭性、導電性、熱伝導性、耐食性により、広く利用されている。
メイン 合金元素 銀系はんだの主成分は銅、亜鉛、カドミウム、錫である。銅は最も重要な合金元素で、脆い相を形成することなく銀の溶融温度を下げるからである。
亜鉛の添加はさらに融解温度を下げる。
錫の添加は銀-銅-錫合金の溶融温度を著しく低下させることができるが、この低い溶融温度は極端に脆くなり、実用的な使用には至らない。
脆さを避けるため、銀-銅-錫はんだの錫含有量は通常10%を超えない。
銀系はんだの溶融温度をさらに下げるために、銀-銅-亜鉛合金にカドミウムを加えることができる。
銀系ろうの化学組成と主要特性
| ろう | 化学組成(重量%) | 融解温度/℃(融点 | 引張強さ/MPa | 電気抵抗率/μΩ・m | ろう付け温度 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| アグ | 銅 | 亜鉛 | CD | スナップ | その他 | |||||
| BAg72Cu。 | 72±1 | レム | – | – | – | – | 779~779 | 375 | 0.022 | 780~900 |
| BAg50Cu。 | 50±1.1 | レム | – | – | – | – | 779~850 | – | – | – |
| BAg70Cu。 | 70±1 | 26±1 | レム | – | – | – | 730~755 | 353 | 0.042 | – |
| BAg65Cu。 | 65±1 | 20±1.1 | レム | – | – | – | 685~720 | 384 | 0.086 | – |
| BAg60Cu | 60 ±1 | レム | – | 10±0.5 | – | – | 602~718 | – | 720~840 | |
| BAg50Cu | 50±1.1 | 34±1.1 | レム | – | 10±0.5 | – | 677~775 | 343 | 0.076 | 775~870 |
| BAg45Cu | 45±1 | 30+1 | レム | – | – | – | 677~743 | 386 | 0.097 | 745~845 |
| BAg25CuZn。 | 25±1. | 40±1 | レム | – | – | – | 745~775 | 353 | 0.069 | 800~890 |
| BAg10CuZn | 10±1 | 53±1.1 | レム | – | – | – | 815~850 | 451 | 0.065 | 850~950 |
| BAg50CuZnCd | 50±1 | 15.5±1 | 16.5±2 | – | – | – | 627~635 | 419 | 0.072 | 635~760 |
| BAg45CuZnCd | 45±1. | 15±1 | 16±2. | – | – | – | 607~618 | – | – | 620~760 |
| BAg40CuZnCdNi | 40±1 | 16±0.5 | 17.8±0.5 | – | – | ニッケル0.2±0.1 | 595~605 | 392 | 0.069 | 605~705 |
| BAg34CuZnCd | 35±1 | 26±1 | 21±2 | – | – | 607~702 | 411 | 0.069 | 700~845 | |
| BAg50CuZnCdNi | 50±1.1 | 15.5±1 | 15.5±2 | – | – | Ni3±0.5 | 632~688 | 431 | 0.105 | 690~815 |
| BAg56CuZnSn | 56±1 | 22±1 | 17±2 | 50.5 | 50.5 | – | 618~652 | – | – | 650~760 |
| BAg34CuZnSn | 34±1 | 36±1.1 | 27+2 | 30.5 | 30.5 | – | 630~730 | – | – | 730~820 |
| BAg50CuZnSnNi | 50±1 | 21.5±1 | 27±1.1 | 10.3 | 10.3 | Ni0.30~0.65。 | 650~670 | – | – | 670~770 |
| BAg40CuZnSnNi | 40±1 | 25±1 | 30.5±1 | 30.3 | 30.3 | Ni1.30~1.65 | 630~640. | – | – | 640~740 |
銅-リンろうは、その優れた技術的性能と費用対効果により、銅や銅合金のろう付けに広く利用されている。
リンは銅の中で2つの働きをする:
まず、銅の融点が著しく下がる。
第二に、空気中でのろう付けの際に自己はんだフラックスとして機能する。
Cu-P合金の溶融温度をさらに下げ、靭性を向上させるために、銀を添加することもできる。
銅-リンおよび銅-籐-銀ろうは、銅および銅合金のろう付けにのみ使用でき、鋼、ニッケル合金、ニッケル含有量が10%を超える銅-ニッケル合金のろう付けには使用できないことに注意することが重要です。
この種のろう材は、ゆっくり加熱すると偏析することがあるので、速熱ろう付け法を採用するのがよい。
銅リンはんだの化学組成と特性
| フィラーメタル | 化学組成(質量分率)(%) | 溶解温度 | 引張強さ MPa | 抵抗率/μΩ・m | ||||
|---|---|---|---|---|---|---|---|---|
| 銅 | P | アグ | スナップ | その他 | ||||
| Bcu95P。 | レム | 5±0.3 | – | – | 710~924 | – | – | |
| Bcu93P | レム | 6.8~7.5 | – | – | 710~800 | 470.4 | 0.28 | |
| Bcu92PSb | レム | 6.3±0.4 | – | – | Sb1.5~2.0 | 690~800 | 303.8 | 0.47 |
| Bcu91Ag | レム | 7±0.2 | 2±0.2 | – | – | 645~810 | – | – |
| Bcu89Ag | レム | 5.8~6.7 | 5±0.2 | – | – | 650~800 | 519.4 | 0.23 |
| Bcu80Pag | レム | 4.8~5.3 | 15±0.5 | – | – | 640~815 | 499.8 | 0.12 |
| HLAgCu70-5 | レム | 5±0.5 | 25±0.5 | – | – | 650~710 | – | – |
| HLCuP6-3 | レム | 5.7±0.3 | – | 3.5±0.5 | – | 640~680 | – | 0.35 |
| Cu86SnP | レム | 5.3±0.5 | – | 7.5±0.5 | 0.8±0.4 | 620~660 | – | – |
| Bcu80PSnAg | レム | 5.3±0.5 | 5±0.5 | 10±0.5 | – | 560~650 | – | – |
| Cu77NiSnP。 | 77.6 | 7.0 | 9.7 | – | ニッケル5.7 | 591~643 | – | – |
銅をSn系はんだでろう付けする場合、はんだと母材との界面に金属間化合物Cu6Sn5が形成されるのが一般的である。したがって、ろう付け温度と保持時間を慎重に検討することが重要である。
はんだごてを使用する場合、コンパウンド層は通常薄く、接合部の性能への影響は最小限です。
錫-鉛ろうでろう付けされた黄銅継手は、同じろうでろう付けされた銅継手よりも強度が高い。これは、液体金属フィラーへの黄銅の溶解が遅いため、脆い金属間化合物の形成が少ないためである。
| ろう | 化学組成 | 核融合温度 | 引張強さ | 伸び | |||
|---|---|---|---|---|---|---|---|
| スナップ | アグ | Sb | 銅 | ||||
| HL606 | 96.0 | 4.0 | – | – | 221 | 53.0 | – |
| Sn95Sb | 95.0 | – | 5.0 | – | 233 | 39.2 | 43 |
| Sn92AgCuSb | 92.0 | 5.0 | 1.0 | 2.0 | 250 | 49.0 | 2.3 |
| Sn85AgSb | 84.5 | 8.0 | 7.5 | – | 270 | 80.4 | 8.8 |
| ろう | 化学組成 | 核融合温度 | ||
|---|---|---|---|---|
| 97.0 | 3.0 | スナップ | ||
| HLAgPb97 | 97.5 | 1.5 | – | 304-305 |
| HLAgPb97.5-1.0 | 92 | 2.5 | 1.0 | 310-310 |
| HLAgPb92-5.5 | 83.5 | 1.5 | 5.5 | 287-296 |
| HLAgPb83.5-15-1.5 | 97.0 | 3.0 | 15.0 | 265-270 |
カドミウム系はんだの化学組成と特性
| フィラーメタル | 化学組成(質量分率)(%) | 溶融温度 | 引張強さ/MPa | ||
|---|---|---|---|---|---|
| CD | アグ | 亜鉛 | |||
| HL503 | 95 | 5 | 338~393 | 112.8 | |
| HLAgCd96-1 | 96 | 3 | 1 | 300~325 | 110.8 |
| Cd79ZnAg | 79 | 5 | 16 | 270~285 | 200 |
| HL508 | 92 | 5 | 3 | 320~360 | – |
銅管ろう付け用鉛フリーはんだ
| ブランド | 組成(質量分率) | 固相線 | リクイダス |
| E | 95Sn-4.5Cu-0.5Ag | 226 | 360 |
| ホーム | 94.5Sn-3Sb-1.5Zn-0.5Ag-0.5Cu | 215 | 228 |
| HB | 91.225Sn-5Sb-3.5Cu-0.275Ag | 238 | 360 |
| 交流 | 96.25n-3.25Bi-0.2Cu-0.35Ag | 206 | 234 |
| OA | 95.9Sn-3Cu-1Bi-0.1Ag | 215 | 238 |
| 午前 | 95.45n-3Cu-1Sb-0.6Ag | 221 | 231 |
軟質はんだの一部をろう付けした銅と真鍮の接合部の強度
| はんだブランド | せん断強さ/MPa | 引張強さ/MPa | ||
|---|---|---|---|---|
| 銅 | ブラス | 銅 | ブラス | |
| S-Pb80Sn18Sb2 | 20.6 | 36.3 | 88.2 | 95.1 |
| S-Pb68Sn30Sb2 | 26.5 | 2740 | 89.2 | 86.2 |
| S-Pb58Sn40Sb2 | 36.3 | 45.1 | 76.4 | 78.40 |
| S-Sn90Pb10 | 45.1 | 44.1 | 63.7 | 68.6 |
| S-P697Ag3 | – | 29.4 | – | 49.0 |
| S-Cd96Ag3Zn1 | 73.5 | – | 57.8 | - |
| S-Sn95Sb5 | 37.2 | – | - | |
| S-sn85Ag8Sb7 | – | 82.3 | – | – |
| S-Sn92AgSCu2Sb1 | 35.3 | – | – | – |
| S-Sn96Ag4P | 35.339.2~49.0 | – | 5.339.2~49.0 | – |
一般的に使用されるろう材は、ホウ砂、ホウ酸、または両者の混合物をマトリックスとし、適切な活性化温度を達成し、酸化物除去能力を向上させるために、アルカリ金属またはアルカリ土類金属のフッ化物またはフッ化ホウ酸塩が添加されている。
加熱すると、ホウ酸(H3BO3)は分解して無水ホウ酸(B2O3)になる。
反応式は以下の通り:
2H3ボ3→B2O3+3H2O
無水ホウ酸の融点は580℃である。
銅、亜鉛、ニッケル、鉄の酸化物と反応して可溶性のホウ酸塩を形成し、これがスラグとしてろう付け接合部に浮遊する。これは酸化皮膜を除去するだけでなく、機械的保護も提供する。
MeO+B2O3→MeO-B2O3
ホウ砂 Na2B4O7 は741℃で溶ける:
Na2B4O7→B2O3+2NaBO2
無水ホウ酸と金属酸化物が反応して可溶性ホウ酸塩を形成する。メタホウ酸ナトリウムとホウ酸塩が結合すると、融点が低い化合物が形成され、はんだ接合部の表面に浮上しやすくなる。
MeO+2NaBO2+B2O3>(NaBO2)2私(BO2)2
ホウ砂とホウ酸の組み合わせは、一般的に利用されているフラックスである。ホウ酸の付加はホウ砂の変化の表面張力を下げ、広がりを高めることができる。ホウ酸はまた、フラックス残渣が表面からきれいに剥離する能力を高める。しかし、ホウ砂-ホウ酸系フラックスを銀ろうに使用した場合、融解温度が高すぎ、粘度もまだ高いままである。
さらに溶融温度を下げるために、フッ化カリウムを添加することができる。フッ化カリウムの主な役割は、フラックスの粘度を下げ、酸化物を除去する能力を高めることである。さらに溶融温度を下げ、活性を高めるために、KBF4 を加えることができる。
KBFの融点4 は540℃、融解分解は
KBF4→KF+BF3
| ブランド | 組成(質量分率)(%) | 作用温度 | 目的 |
| FB101 | ホウ酸 30、フルオロホウ酸カリウム 70 | 550~850℃ | 銀はんだ用フラックス |
| FB102 | 無水フッ化カリウム42、フルオロホウ酸カリウム25、無水ホウ酸35 | 600~850℃ | 最も広く使用されている銀はんだ用フラックス |
| FB103 | フルオロホウ酸カリウム>95、炭酸カリウム<5 | 550~750℃ | 銀銅亜鉛カドミウムはんだ用 |
| FB104 | ホウ砂50、ホウ酸35、フッ化カリウム15 | 650~850℃ | 炉内での銀系ろう材によるろう付け |
| 番号 | コンポーネント | 目的 |
| 1 | 塩化亜鉛21130g、NH4Cl110g,H2オーフォーエル | 銅および銅合金、鋼のろう付け |
| 2 | 塩化亜鉛21020g、NaCI280g、NH4CI、HCI30g、H2オーフォーエル | 銅の溶接 および銅合金、鋼 |
| 3 | 塩化亜鉛2600g、NaCl170g | 浸漬ろう付け剤 |
| 4 | 塩化亜鉛2710g、NH4Cl100g、ワセリン1840g、H2O 180g | 銅および銅合金、鋼のろう付け |
| 5 | 塩化亜鉛21360g、NH4Cl140g、HC185g、H2オーフォーエル | シリコン青銅、アルミニウム青銅、ステンレス鋼のろう付け |
| 6 | H3P04960g,H20455g | ろう付けマンガン青銅、ステンレス鋼 |
| QJ205 | ZnCl250g,NH4Cl15,CdCl230,NaF6 | 銅および銅合金のカドミウム系ろう材によるろう付け |
| 番号 | コンポーネント | 目的 |
| 1 | グルタミン酸塩酸塩 540g、尿素 310g、水 4L | 銅、真鍮、青銅 |
| 2 | 一臭化ヒドラジン280g、水2550g、非イオン性湿潤剤1.5g | 銅、真鍮、青銅 |
| 3 | 乳酸(85%)260g、水1190g、湿潤剤3g | 皺だらけのブロンズ |
非腐食性フラックスの主成分はロジンである。
一般的に使用されるロジンフラックスは3種類ある:
銅とその合金は、高い熱伝導率と良好な濡れ特性により、優れたろう付け性を示します。さまざまなろう付け方法を採用することができ、それぞれが特定の用途に明確な利点をもたらします:
銅とその合金をろう付けする場合は、特別な配慮が必要です:
銅の高周波ろう付けでは、銅の電気抵抗が低いため、プロセスを慎重に最適化する必要があります。この難題を克服するための戦略には次のようなものがある:
銅をろう付けする場合、ろう材とフラックスの配合は以下のようになる:
きれいな表面、特に錫鉛はんだや錫銀はんだをはんだ付けする場合は、ロジン・フラックスを使用することができる。その他の表面には、活性ロジン、弱腐食性フラックス、または腐食性フラックスを使用することができます。
水素脆化を避けるため、無酸素銅を除き、純銅を還元性雰囲気でろう付けすべきではないことに注意することが重要である。
黄銅のろう付けに使用するろう材とフラックスは、一般に銅のろう付けに使用するものと同様である。ただし、黄銅の表面には酸化亜鉛が存在するため、不活性ロジンではろう付けできないことに注意する必要がある。さらに、りん銅と銀はんだをろう付けする場合は、FB102フラックスを使用しなければならない。
錫-鉛ろう付けには、リン酸溶液フラックスを使用する。鉛ベースのろう付けには、酸化亜鉛溶液フラックスの使用が必要である。カドミ ウム系ろう付けにはQ205フラックスを使用する。BAg45CuCdNiおよびBAg45CuCdはんだは、FB102またはFB103フラックスを使用してろう付けする必要がある。その他の銀系はんだ、りん銅はんだ、りん銅銀はんだは、FB102フラックスを使用してろう付けする。炉内の保護雰囲気中でFB104フラックスを使用してろう付けすることを推奨する。
軟ロウ付け焼入れ時効状態のベリリウム青銅をロウ付けす る場合、融点が300℃以下のロウ材を選択することが重 要である。この用途に好ましい組み合わせは、弱腐食性フラックスまたは腐食性フラックスと組み合わせた63Sn-37Pbである。
加えて、ろう付けと溶体化処理は同時に行う必要がある。 ろう付け工程.
軟らかいはんだ付けは、ベリリウム青銅の性能指数への影響が最小限であるため、ベリリウム青銅に使用されるものと同様の軟らかいはんだおよびフラックスをろう付けに利用することができる。
クロム青銅は、溶体化時効状態ではなく、溶体化処理後に時効処理を施した状態でろう付けすることが重要である。
ろう付けに急速加熱法を使用する場合は、BAgA0 CuZnCdNiのような融解温度の最も低い銀はんだを使用することを推奨する。
錫青銅のろう付けは、銅や真鍮のろう付けに似ているが、保護雰囲気中でろう付けする場合、水素脆化や亜鉛の揮発を避けることができるという利点がある。
ただし、リンを含む錫青銅は応力割れを起こしやすいので注意が必要である。
柔らかいはんだ付けには、塩酸を含む強力な腐食性フラックスの使用を推奨する。
ろう付け中は、応力割れや粒界浸透が発生しやすい。ろう付け温度は760℃以下が望ましい。
BAg65CuZn、BAg50 CuZnCd、BAg40 CuZnCdNi、BAg56 CuZnSnなど、溶融温度の低い銀はんだが使用できる。融点は低ければ低いほどよい。
最適な結果を得るためには、FB102とFB103の使用を推奨します。
ソフトはんだ付けを行う際には、塩酸を含む腐食性の強いフラックスを使用して表面の酸化膜を除去することが重要である。この工程で一般的に使用されるはんだは錫鉛はんだである。
ろう付けには通常、銀ろうが使用される。アルミニウムが銀はんだに拡散するのを防ぐため、ろう付けの加熱時間はできるだけ短くする。アルミニウム青銅の表面を銅またはニッケルでめっきすることも、アルミニウムのはんだへの拡散を防ぐことができる。
亜鉛白銅のはんだ付け工程は、黄銅のそれと似ている。ろう付けには、BAg56CuZnSn、BAg50CuZnSnNi、BAg40CuZnNi、 BAg56CuZnCdなどの銀はんだが一般的に使用される。推奨フラックスはFB102とFB103です。
亜鉛白銅のはんだ付けには、リン酸溶液フラックスを使用するか、表面にあらかじめ銅メッキを施す。
使用できるろう材には、BAg60CuZn、BAg45CuZn、BAg40CuZnCdNi、BAg50CuZnCdなどがある。
リンとニッケルは脆い化合物相を形成するため、銅-リン銀はんだの使用は推奨されない。
銀はんだでろう付けした銅と真鍮の接合強度
| フィラーメタル | せん断強さ/MPa | 引張強さ/MPa | ||
|---|---|---|---|---|
| 銅 | ブラス | 銅 | ブラス | |
| BAg45CuZn | 177 | 215 | 181 | 325 |
| BAg50CuZn | 171 | 208 | 174. | 334 |
| BAg65CuZn | 171 | 208 | 177 | 334 |
| BAg70CuZn | 166 | 199 | 185 | 321 |
| BAg40CuZnCdNi | 167 | 194 | 179 | 339 |
| BAg50CuZnCd | 167 | 226 | 210 | 375 |
| BAg35CuZnCd | 164 | 190 | 167 | 328 |
| BAg40CuZnSnNi | 98 | 245 | 176 | 295 |
| BAg50CuZnSn | – | – | 220 | 240 |
りん銅はんだおよびりん銀銅はんだをろう付けした銅接合部の機械的特性
| フィラーメタル | 引張強さ /MPa | せん断強度 /MPa | 曲げ角度 (°) | 衝撃靭性 /J - cm-2 |
| BCu93P | 186 | 132 | 25 | 6 |
| BCu92PSb | 233 | 138 | 90 | 7 |
| BCu80PAg | 255 | 154 | 120 | 23 |
| BCu89PAg | 242 | 140 | 120 | 21 |
熱処理を受けたベリリウム青銅のような時効硬化性の銅合金の場合、ろう付け後の唯一の工程は、残留フラックスを除去し、ワークの表面をきれいにすることである。
残渣を除去する主な理由は、ワークピースの腐食を防ぐためであり、場合によっては、ワークピースの外観を良くしたり、さらなる加工に備えるためである。
一般的に使用されている数種類の軟質ろう材を使用した銅と黄銅の軟質ろう付け接合部の接合強度を表10に示す。
表10:銅と真鍮の軟ろう付け継手の継手強度
| ろう材グレード | せん断強度 /MPa | 引張強度 /MPa | ||
| 銅 | 真鍮 | 銅 | 真鍮 | |
| S-Pb80Sn18Sb2 | 20.6 | 36.3 | 88.2 | 95.1 |
| S- Pb68Sn30Sb2 | 26.5 | 27.4 | 89.2 | 86.2 |
| S-Pb58Sn405b2 | 36.3 | 45.1 | 76.4 | 78.4 |
| S-Pb97Ag3 | 33.3 | 34.3 | 50.0 | 58.8 |
| S-Sn90Pb10 | 45.1 | 44.1 | 63.7 | 68.6 |
| S-Sn95Sb5 | 37.2 | – | – | – |
| S-Sn92Ag5Cu2Sb1 | 35.3 | – | – | – |
| S-Sn85Ag85B7 | 一 | 42.3 | – | – |
| S-Cd96Ag3Znl | 57.8 | – | 73.8 | – |
| S-Cd95Ag5 | 44.1 | 46.0 | 87.2 | 88.2 |
| S-Cd92Ag5Zn3 | 48.0 | 54.9 | 90.1 | 96.0 |
いつ 銅ろう 錫-鉛はんだでは、ロジンアルコール溶液や活性化ロジンとZnCl2 + NH4Cl水溶液の混合物のような非腐食性フラックスを使用することができます。また、後者は ろう付け 真鍮、青銅、ベリリウム青銅。
アルミニウム黄銅、アルミニウム青銅、珪素黄銅のろう付けには、塩化亜鉛の塩酸溶液からなるフラックスを使用できる。マンガン青銅のろう付けには、フラックスとしてリン酸溶液を使用できる。
鉛系はんだの場合は塩化亜鉛水溶液、カドミウム系はんだの場合はFS205フラックスが使用できる。
硬ろう付け材料と硬ろう付け用フラックス
銅のろう付けには、銀系はんだと銅-リン系はんだが使用できる。銀系はんだは適度な融点を持ち、加工性が良く、機械的、電気的、熱伝導性に優れている。最も広く使用されている硬ろう材である。
高い導電性が要求される用途には、B-Ag70CuZnのような銀含有はん だを選択すべきである。真空ろう付けや保護雰囲気炉でのろう付けには、B-Ag50CuやB-Ag60CuSnなどの揮発性元素を含まない銀系はんだを使用する。
銀の含有量が少ないはんだは安価だが、高い。 ろう付け温度 銅および銅合金への要求が低いろう付け用途に適している。
銅-リンはんだおよび銅-リン-銀はんだは、銅およびその合金の硬ろう付けにのみ使用できます。B-Cu93Pはんだは流動性に優れ、衝撃荷重を受けない機械、電気、計装、製造業界の部品のろう付けに適しています。
理想的なギャップサイズは0.003~0.005mmです。銅-リン-銀はんだ(B-Cu70Pagなど)は、銅-リンはんだよりも靭性と導電性に優れ、主に高導電性の電気接合に使用される。銅および黄銅継手の硬ろう付けに一般的に使用されるいくつかの硬ろう材の性能を表11に示す。
表11:銅と真鍮の硬ろう付け継手の性能
| ろう材グレード | せん断強度 /MPa | 引張強度 /MPa | 曲げ角度 /(°) | 衝撃吸収エネルギー /J | ||
| 銅 | 真鍮 | 銅 | 真鍮 | 銅 | 銅 | |
| H62 | 165 | - | 176 | - | 120 | 353 |
| B-Cu60ZnSn-R | 167 | - | 181 | - | 120 | 360 |
| B-Cu54Zn | 162 | - | 172 | - | 90 | 240 |
| B-Zn52Cu | 154 | - | 167 | - | 60 | 211 |
| B-Zn64Cu | 132 | - | 147 | - | 30 | 172 |
| B-Cu93P | 132 | - | 162 | 176 | - | 58 |
| B-Cu92PSb | 138 | - | 160 | 196 | 25 | - |
| B-Cu93Pag | 159 | 219 | 225 | 292 | - | - |
| B-Cu80Pag | 162 | 220 | 225 | 343 | 120 | 205 |
| B-Cu90P6Sn4 | 152 | 205 | 202 | 255 | 120 | 182 |
| B-Ag70CuZn | 167 | 199 | 185 | 321 | 90 | - |
| B-Ag65CuZn | 172 | 211 | 177 | 334 | - | - |
| B-Ag55CuZn | 172 | 208 | 174 | 328 | - | - |
| B-Ag45CuZn | 177 | 216 | 181 | 325 | - | - |
| B-Ag25CuZn | 167 | 184 | 174 | 316 | - | - |
| B-Ag10CuZn | 158 | 161 | 167 | 314 | - | - |
| B-Ag72Cu | 165 | - | 177 | - | - | - |
| B-Ag50CuZnCd | 177 | 226 | 210 | 375 | - | - |
| B-Ag40CuZnCd | 168 | 194 | 179 | 339 | - | - |

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。


