防錆油:最適な保護のために知っておくべき6つのタイプ
錆が私たちの経済に毎年どれだけの損失を与えているか考えたことがあるだろうか?この記事では、金属の腐食がもたらす驚異的な影響について調べ、金属を保護するさまざまな種類の防錆油を紹介する。
金属鋳物になぜ小さな穴や亀裂が生じるのか、不思議に思ったことはありませんか?この記事では、ストマータ、引け、スラグホールなどの一般的な鋳造欠陥を調査し、その原因と防止方法を明らかにします。完璧な鋳物を作り、製造工程を改善するための貴重な洞察を得ることができます。


特徴
ストマータとは、表面または内部に存在する穴のことで、円形、楕円形、または不規則な形をしている。
複数の気孔がエアポケットを形成することもあるが、これは一般に洋ナシ型で、表面の下に位置する。
カウンターシンクは不規則な形状で、表面は粗い。
エアポケットは鋳物の表面にくぼんでおり、表面は比較的滑らかである。
オープンホールの外観は容易に観察できるが、皮下のエアホールは加工後にしか発見できない。
結成の理由
予防法:

F特徴s:
シュリンケージ・キャビティは、鋳物の表面または内部に見られる粗い表面の穴の一種である。
わずかな収縮とは、小さな収縮が多数散在していることを指し、収縮空隙率とも呼ばれる。
収縮または収縮ポロシティの周りの粒は粗い。
鋳物の湯道付近、押湯の底部、厚い部分、肉厚、大きな面厚に現れることが多い。
理由 Fと説明した:
予防 M方法s:

特徴
スラグホールは、鋳造品に見えるか暗い穴である。部分的または完全にスラグで満たされており、不規則な形状をしている。小さなスポット状のフラックスに含まれるスラグを見つけるのは難しい。
スラグが除去されると、平滑な穴が現れる。これらは通常、注湯位置の下部、インナー・ランナー付近、または鋳物の死角に見られる。
酸化スラグは、主に鋳物表面の湯道内側に網目状に存在する。薄片状、しわ状、不規則な雲状、薄片状の層間に見えることもある。また、フロッカスの形で鋳物内に存在することもある。
破断した場合、中間層が破断点となることが多く、酸化物は鋳物のひび割れの原因となる。
結成の理由
スラグホールの主な原因は、合金の溶解プロセスと注湯システムの誤った設計を含む注湯プロセスである。鋳型そのものがスラグホールの原因になることはなく、金型の使用はスラグホールを回避する有効な方法のひとつである。
予防 M方法s:

特徴
クラックの外観は、直線的なものと不規則なものがある。
ホットクラックの表面は強い酸化が進み、金属光沢のない濃い灰色や黒色になる。
コールド・クラックの表面は、きれいで金属光沢がある。
鋳物の外部亀裂は一般的に目に見えるが、内部亀裂を検出するには他の方法が必要な場合がある。
ひび割れは、収縮やスラグ巻き込みなどの欠陥と関連していることが多い。
一般的には、鋳物の鋭角部、厚い部分と薄い部分が接する部分、注湯ライザーが鋳物に接続される高温接合部で発生する。
結成の理由
金型鋳造ではクラックがよく発生するが、これは金型に取り代がなく、冷却速度が速いためである。 内部応力 キャスティングの
鋳型を開く時期が早すぎたり遅すぎたりすること、鋳造角度が小さすぎたり大きすぎたりすること、コーティング層が薄いこと、さらには鋳型のキャビティそのものなどの要因が、鋳物にひび割れを生じさせることがある。
予防法:
F特徴s:
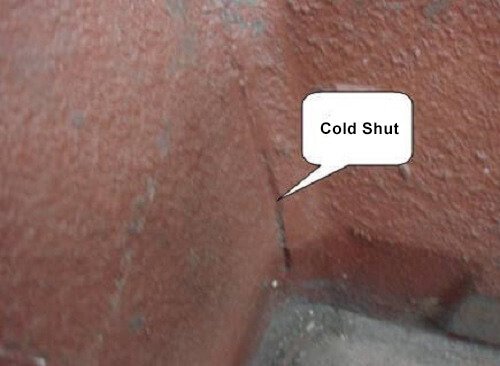
コールド・シャットとは、エッジが丸みを帯びたオープン・シーム(継ぎ目)の一種。
中央は酸化スケールで分断され、完全には融合していない。
コールドシャットがひどくなると、"アンダーキャスト "に発展することがある。
コールドシャットは、鋳物の上壁、薄い水平面または垂直面、厚い壁と薄い壁の接合部、または薄い補助板によく見られる。
理由 Fオーメーションs:
予防 M方法s:

F特徴s:
トラコーマとは、鋳物の表面や内部にできる不規則な穴の一種で、その形状は砂粒の形に対応している。鋳型を外すと、鋳物の表面に入り込んだ砂粒が見えるので、それを引き抜くことができる。複数のトラコーマが同時に存在する場合、鋳物の表面はオレンジの皮のような外観になる。
理由 Fと説明した:
砂中子の表面に落下した砂粒が銅液と鋳肌によって取り囲まれるため、穴が形成される。
予防 M方法s:

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。