
レーザーによる銅の溶接:高輝度ファイバーレーザーソリューション
レーザー技術による銅の溶接は、銅のレーザー吸収率の低さや熱伝導率の高さといった課題に対処し、製造業に革命をもたらしました。この記事では、高出力ファイバー・レーザーがどのようにして安定した、欠陥のない接合部を作り出すかについて説明します。
ファイバーとCO2、どちらのレーザー溶接方法がプロジェクトにとってより効率的なのか考えたことはありますか?この記事では、エネルギー吸収、溶融効率、さまざまな溶接速度への適合性などの側面に焦点を当てて、ファイバーレーザーとCO2レーザー溶接の基本的な違いを探ります。これらの重要な違いを理解することで、特定のニーズに適したレーザー溶接技術を選択するためのより良い準備が整います。さまざまな条件下での各タイプの性能を学び、お客様の用途に最適な効率を提供するのはどちらかを見つけてください。
ファイバーレーザーとCO2レーザー溶接の主な違いは、レーザーエネルギーの吸収率にある。
(1)ファイバー・レーザーは波長が短いため、プラズマの発生が少なく、エネルギー密度が濃くなる。しかし、その分レーザーエネルギーの利用率も高くなり、金属蒸気の反動圧力も大きくなるため、貫通と非貫通のバランスをとるのが難しくなります。
(2)一方、CO2レーザー溶接は熱伝導損失力が大きいため、小孔の前壁の傾斜角度が大きくなり、プラズマ発生量が多くなる。これにより、分布のバランスと レーザーの吸収 エネルギーは、浸透と非浸透の間のプロセスウィンドウを広くする。
参考文献は以下の通り:
溶接部の形成は、ファイバーレーザー溶接とCO2レーザー溶接で大きく異なる。研究によると、これらの違いは、レーザー波長と溶接される材料間の結合特性に起因している。
レーザー溶接では、レーザーと材料の結合の強さは、溶融効率によって評価することができる。
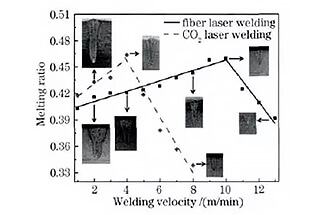
ファイバーレーザー溶接とCO2レーザー溶接の溶融効率の比較を以下に示す。
溶解効率を計算するには、溶接部の断面積を使用する。計算結果を添付図に示す。
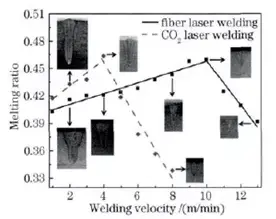
ファイバーレーザー溶接とCO2レーザー溶接の溶融効率は、いずれも初期に上昇し、その後、溶接速度が速くなるにつれて低下する。溶融効率のピークは ファイバーレーザー溶接 CO2レーザー溶接では約4m/minの速度で発生するのに対し、約10m/minの速度で発生する。
溶融効率と溶接速度の関係は、レーザー溶接中のエネルギー結合挙動に関係している。
エネルギー保存の原則によれば、入射レーザーが照射されたときの深い貫通孔の全吸収率(AK)は、以下のように表すことができる:
AK=(PF+ PEY+Po+ PL)/P
式中、PEV は溶接中の部分的な金属蒸発に必要な電力を表し、Po は溶融プールメタルの過熱によって消費される電力を表し、PL は熱伝導によって失われる電力を表す。
研究によると、レーザー溶接の蒸発質量(MeV)は非常に小さいため、式では無視できる。
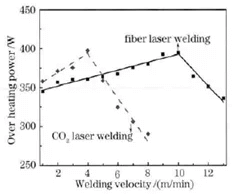
溶融池の過熱度(Po)の溶接速度に対する比率は、溶融効率のそれと同様であるが、全溶接速度に対する過熱電力の比率は、溶融効率のそれと同様である。 レーザー出力 は比較的小さい。
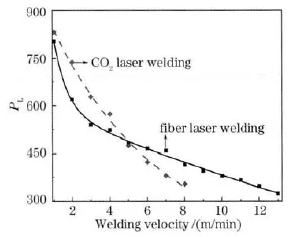
熱伝導パワー(PL)は板材の溶解に利用され、残りは熱伝導によって母材に失われる。
融解フロントを横切る熱伝導によって失われる電力は、次のように表すことができる:

式中、2r0 は溶接部の幅、Sは溶接部の断面積を表す。
Pの関係L と溶接速度は、実験で測定された溶接部の断面積と溶融幅を上式に代入することで求めることができる。これを添付図に示す。
図に見られるように、熱伝導によって失われる電力は、溶接速度の増加とともに減少する。この減少は、溶接速度が低いほど顕著で、溶接速度が高くなるほど顕著ではなくなっている。
ファイバー・レーザーおよびCO.2 レーザー溶接は添付の図に描かれている。
図に示すように、2つのレーザー溶接プロセスにおける溶接速度に対する全吸収率の変化は類似しており、緩やかな減少から始まり、その後急速に減少する。
しかし、この緩慢な減少から急速な減少への移行が起こる臨界速度はそれぞれ異なる。 レーザー溶接工程ファイバーレーザー溶接では10m/min、CO2 レーザー溶接。
2つのレーザー溶接プロセス間の全吸収率の違いは、レーザービーム全体が深い溶け込み孔に入る程度に関係している。溶接速度が低いと、レーザービームは深い溶け込み孔に完全に入射することができ、その結果、全吸収率への影響はあまり顕著にならない。
しかし、溶接速度が速くなると、ビームの前部分が小オリフィスの前点を蒸発させることができなくなり、穴への入射が妨げられ、入射レーザーの全吸収率が急激に低下する可能性がある。

全吸収率と熱伝導損失パワーが、溶融効率に影響する主な要因である。溶融効率に基づくと、ファイバー・レーザー溶接は、他の溶接プロセスが同様である場合、中・高速溶接により適していると結論づけることができる。2 レーザー溶接は低速溶接に適している。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







