12 シートメタルの機械的特性:エンジニアと製作者のためのエッセンシャル
シートメタルがエンジニアリングにおいてこれほど多用途なのはなぜなのか、不思議に思ったことはないだろうか。この記事では、シートメタルの魅力的な世界を探求し、その材料特性、製造プロセス、デザインについて掘り下げていく。
熱処理中にギアの形状がねじれる要因は何でしょうか?これらの要因を理解することは、ギアの品質を向上させる上で非常に重要です。この記事では、材料の組成や元の構造から焼入れプロセスや残留応力に至るまで、歪みに影響を与える12の重要な要素を探ります。これらの概念を理解することで、読者はギアの変形を最小限に抑え、製造の精度を確保するための戦略を学ぶことができます。効果的な熱処理技術により、完璧なギアを実現する秘訣をご覧ください。


炭素含有量は、焼入れ工程における歯車の反りや体積歪みの程度を決定する上で極めて重要な役割を果たします。鋼の主要な合金元素である炭素は、材料の焼入れ性と組織変化に大きく影響します。炭素含有量が高くなると、一般的にマルテンサイトの形成が促進され、体積膨張が大きくなります。この膨張は、ギヤの形状全体にわたって不均一な冷却速度と相まって、より顕著な反りや寸法変化をもたらす可能性があります。
逆に、低炭素鋼は歪みが少ない傾向にありますが、所望の硬度が得られない場合があります。冶金学者と歯車メーカーは、歪みを最小限に抑えながら歯車性能を最適化するために、炭素含有量と他の合金元素および焼入れパラメーターのバランスを注意深く取らなければなりません。制御された雰囲気焼入れや集中焼入れのような高度な焼入れ技術は、特に重要なギア用途に使用される高炭素鋼の場合、これらの影響を軽減するのに役立ちます。
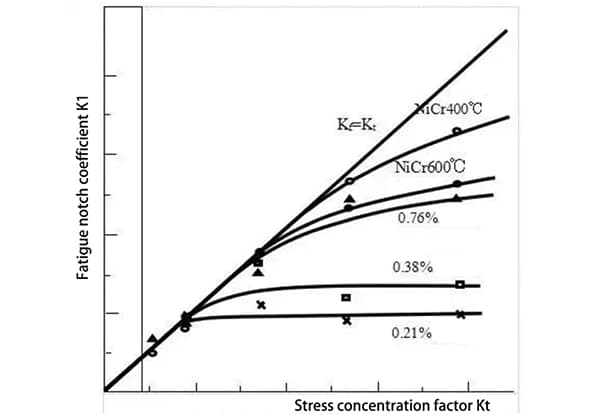
鋼中の合金元素は、ギヤの歪みにおいて重要な役割を果たし、その影響は組成と濃度によって異なります。炭素(C)、マンガン(Mn)、ニッケル(Ni)、クロム(Cr)、モリブデン(Mo)などの元素は、一般的に焼入れ性を高め、熱処理中の歪み傾向を大きくします。これは主に、マルテンサイトの形成を促進し、硬化の深さを増加させる能力によるものである。
しかし、合金元素と歪みの関係は複雑である。クロム(Cr)、マンガン(Mn)、モリブデン(Mo)、ケイ素(Si)、ニッケル(Ni)、チタン(Ti)は焼入れ性に寄与する一方で、適切な量と組み合わせで使用すれば歪みの低減にも役立つ。これらの元素は、様々なメカニズムでこれを達成することができる:
ギヤの歪みを最小化する鍵は、寸法安定性を維持しながら所望の機械的特性を達成するために、これらの合金元素を注意深くバランスさせることにあります。このためには、鋼組成を特定のギア形状、サイズ、および意図された用途に合わせるだけでなく、合金設計と調和するように熱処理工程を最適化する必要があります。
鋼の焼入れ性と焼入れ歪みの関係は実に複雑で、熱処理プロセスにおいて重要である。高硬度鋼は、より深い硬化を達成することができ、焼入れ中に大きな歪みを生じやすい。これは主に、より広範で急速なマルテンサイト変態が、より大きな断面全体で起こるためである。逆に、焼入れ性が低い鋼材は、焼入れ時の歪み がそれほど顕著ではありません。このような場合、マルテンサイト変態はより浅い深さに限定され、その結果、硬化した表面層と軟化した中心部との間の遷移はより緩やかになる。この冷却と変態のパターンの違いにより、内部応力が減少し、結果として全体的な歪みが少なくなります。
焼入れ性は重要な要素ですが、部品の形状、焼入れ剤の選択、焼入れ技術などの他の変数も、最終的な歪みを決定する上で重要な役割を果たすことに注意することが重要です。現代の熱処理は、特に航空宇宙や自動車用途の高精度部品において、所望の機械的特性を達成しながら歪みを最小化するために、コンピュータシミュレーションによる焼入れモデルや注意深く制御された焼入れプロセスを採用することがよくあります。
ギアの設計は、最適でない幾何学的対称性と一貫性のない断面形状を示し、その性能と製造性を損なう可能性があります。これらの不規則性は、不均一な応力分布、振動の増加、および運転中の効率低下につながる可能性があります。
ギア設計のスポーク構成は、構造剛性が不十分である。この欠陥は、負荷時に過度のたわみを引き起こし、早期疲労破壊、動力伝達効率の低下、運転中の騒音と振動の増加につながる可能性があります。適切な断面形状と戦略的な補強によってスポーク設計を最適化することは、ギア全体の安定性と寿命を向上させるために非常に重要です。
歯車設計における加工穴の位置は最適ではなく、熱処理歪みの問題を悪化させます。この不適切な位置決めは、熱処理工程中の不均一な熱膨張と熱収縮を引き起こし、反り、寸法の不正確さ、残留応力の原因となります。材料の流れ、熱勾配、応力分布などの要因を考慮した加工穴の適切な位置決めは、歪みを最小限に抑え、安定したギアの品質と性能を確保するために不可欠です。
1) 鋼組織の不均一性は熱処理歪みに大きく影響する。この現象は主に、粗大な結晶粒構造、広範な元素偏析、相互に連結した網目構造に起因しており、これらは集合的に焼入れ工程中の寸法変化や反りを悪化させる。これらの微細構造の不均一な分布は、局所的な応力集中を引き起こし、部品全体の熱膨張率と熱収縮率の差につながります。
2) 微細構造欠陥、特に帯状構造と元素偏析は、ギヤの歪みを引き起こす重要な要因として浮上している。異なる相や組成の層が交互に存在することを特徴とする帯状組織は、熱応力に不均一に反応する異方的な機械的特性を生み出します。同様に、偏析に起因する組成の勾配は、ギヤのプロファイル全体にわたって焼入れ性と変態速度を変化させます。
3) 鋼塊中のマクロ偏析は、鋼材の断面に四角いパターンの偏析として現れることが多い。この現象は特にディスクギヤで問題となり、不均一な焼入れ歪みをもたらす。偏析した領域は、それぞれ異なる化学組成を持ち、焼入れ時に異なる相変態挙動と体積変化を示すため、局所的な歪みが生じ、ギアの形状と性能が損なわれます。
4)歯車の熱処理歪パターンは、ビレット製造に使用された鋳造方法と強い相関関係を示す。正方形の連続鋳造ビレットから製造された歯車は、熱処理中に均一な歪み特性を示します。対照的に、長方形の連続鋳造ビレットから製造された歯車は、顕著な方向性のある歪み傾向を示します。この方向性は、長方形ビレット特有の異方性凝固パターンとその結果生じる微細構造のばらつきに起因しており、熱処理に対するギヤの応答に大きく影響します。
5)結晶粒径と焼入れ歪みの関係は逆相関に従う:結晶粒構造が微細であるほど、焼入れ後の歪みが減少する。この現象は、細粒材料における内部応力の分布がより均一であることと、粒界すべりによるひずみを吸収する能力が向上していることに起因している。さらに、結晶粒が細かいほど相変態の核生成サイトが多くなり、急冷に対する反応がより均質になります。
6) ギヤブランクの不均一な焼ならし処理は、ギヤの熱処理歪みの重大な原因である。一貫性のない焼ならし処理は、ギヤブランク全体の粒径、相分布、残留応力パターンのばらつきにつながります。これらの不均一性は、その後の焼入れ・焼戻し工程に対する反応の差を生み、その結果、ギヤの精度と性能を損なう、予測できない、しばしば深刻な歪みを引き起こします。
1)適正 鍛造技術 は、金属の歪みを減らすのに役立つ。
特に、鍛造によって流線型の金属組織を作ることで、熱処理中の歪みを最小限に抑えることができる。さらに、鍛造を入念に行うことで、偏析を低減し、金属組織の均一化を促進し、バンディングを改善し、熱処理による歪みをさらに低減することができる。
2)金型キャビティに金属が完全に充填されていないと、最終熱処理にばらつきが生じ、歪みの原因となる。
3)鍛造ギヤブランクは、高温加熱、不均一な変形、高い最終鍛造温度により、熱処理中に歪みが増加する可能性があります。
1)ギヤブランクの予備熱処理は、最終熱処理時の歪みを最小にするための重要なステップである。等温焼ならしは、従来の焼ならし技術よりも歪み低減に効果的であることが証明されています。このプロセスでは、ギヤブランクをオーステナイト温度範囲まで加熱し、その後、パーライト変態直上の温度まで冷却速度を制御し、この温度で一定時間保持した後、室温まで冷却します。この方法は、より均一なミクロ組織を促進し、残留応力を低減することで、後続の熱処理工程での歪みの可能性を最小限に抑えます。
2) ギアブランクの熱処理工程では、通常、最終焼入れ工程の前に焼入れと焼戻しが行われる。この中間熱処理は、しばしば「予備焼入れ」と呼ばれ、組織を微細化し、内部応力を緩和する役割を果たします。ギアブランクがこの予備焼入れと焼戻しを受けると、その後の最終熱処理中の歪みがより予測可能なパターンに従う傾向があります。この予測可能性により、製造工程におけるより良い補正戦略が可能になります。さらに、予備焼入れによって安定化した組織と応力状態により、全体的な歪みの大きさが大幅に減少します。このアプローチは、寸法安定性を高めるだけでなく、ギアの機械的特性と性能特性も向上させます。
歯車の加工工程では、大きな残留応力が発生し、金属の歪みにつながる可能性があります。これらの応力は、切削加工中の局所的な塑性変形、熱勾配、微細構造の変化によって発生します。
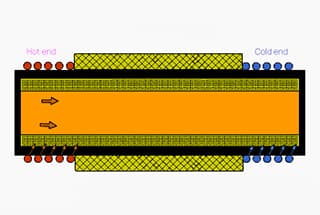
ギアの熱処理工程では、複数の要因が歪みの原因となります。熱応力は、ギアの形状全体にわたって不均一な加熱および冷却速度のために発生します。さらに、高温は、鍛造や機械加工などの以前の製造段階で導入された内部応力の解放を促進します。この応力解放は、寸法変化や反りの原因となります。さらに、特にスチールギアでは、材料の相変態が体積変化やさらなる歪みを引き起こす可能性があります。これらの歪みの影響を最小限に抑え、最適なギアの性能と寿命を達成するためには、加熱速度、ソーク時間、冷却戦略を注意深く制御することが不可欠です。
1) 加熱時に発生する熱応力の大きさは、ギアの直径と厚さに比例します。大きなギヤほど最大応力が大きくなり、歪みが大きくなります。この関係は、熱膨張係数とギヤの形状によって支配され、厚い部分はより大きな温度勾配を生じ、その結果、より高い内部応力を生じます。
2) 熱処理中にギアが固定クランプされる製造環境では、最初の入炉時にギア本体に大きな温度差が生じることがあります。これらの熱勾配は、高温での材料の降伏強度を超える局部的な応力を誘発します。その結果、臨界温度に達した部品は最初に塑性変形を起こし、冷却後も持続する局部的な歪みを生じます。
3) 細軸歯車と薄板歯車は、急速な熱サイクルを含む不均一な加熱を受けると、反り変形に対する感受性が高くなる。これは、慣性モーメントが小さく、表面積対体積比が大きいため、加熱時に熱勾配が大きくなり、応力が集中しやすいことに起因しています。
4) 不均一な加熱、特に方向性のある熱源による加熱は、ギア本体内に熱勾配を生じさせる。より高い温度を経験した領域はより急速に膨張し、圧縮応力を誘発する。冷却すると、これらの領域は収縮し、多くの場合、内部温度が高くなった側に凹みが生じます。この現象は、非対称形状の歯車や、赤外線や誘導加熱方式で加熱された歯車で特に顕著です。
5) 加熱速度はギアの熱処理において重要なパラメータであり、熱応力の大きさと分布に直接影響します。急速な加熱は、急峻な熱勾配を発生させ、不均一な膨張を引き起こし、材料のひずみ対応能力を超える可能性があります。これは、特に複雑な形状の歯車や断面が変化する歯車において、反り、ねじれ、局部的な変形を含む様々な形態の歪みをもたらす可能性があります。
焼き入れ媒体の冷却能力は、焼き入れ強度(H)に直接影響し、その結果、ギアの表面とコアの間の(または異なる厚さの間の)温度勾配に影響します。高い冷却速度は、より厳しい温度勾配をもたらし、より大きな内部応力と潜在的な歪みをもたらします。
歪みと焼き入れの関係は複雑で、いくつかの要因に左右される:
各焼入れ媒体には独特の冷却曲線があり、焼入れ中の鋼の変態速度に影響を与え、最終的に最終組織と歪みに影響を与えます。
2) 不均一な冷却
焼入れ中の歪みは、不均一な冷却の原因となる様々な要因によって生じる可能性がある:
歪みを最小限に抑えるには、適切な歯車設計、治具エンジニアリング、焼入れ剤の攪拌技術によって、これらの要因を最適化することが極めて重要である。
3)冷却媒体温度の急冷
焼入れ媒体、特に焼入れ油の温度を上げることで、熱処理中のギアの歪みを減らすことができます。マーケンチング」または「マルテンパリング」として知られるこの方法には、いくつかの利点があります:
しかし、クエンチャント温度を上げることは、所望の微細構造および機械的特性を達成する必要性と慎重にバランスを取らなければならないことに注意することが重要である。最適なクエンチャント温度は、最小限の歪みと適切な硬度の両方が達成されるように、実験を通じて決定されるべきであり、コンピュータ・シミュレーションによってサポートされる可能性もある。
ギヤの歪みは、ギヤを炉に装入する際のクランプや吊り方法、スリングやその支持方法によって大きく影響を受けます。特に内径・外径の大きい薄肉リングギヤでは顕著です。内径・外径の膨張・収縮に加えて、しばしば 丸み 許容範囲外である。
炉の装入が不適切な場合、大きな高温クリープが発生しやすく、焼入れ冷却媒体の流れや焼入れ時の歯車冷却の均一性に影響を与えます。その結果、歪みやひずみの均一性に影響が出ます。
焼入れ温度が反り変形に及ぼす影響は、体積変形に及ぼす影響よりも著しく大きい。
一般的に、焼入れ温度を上げるとギアの歪みが大きくなる。
歪みは加熱ムラによって引き起こされる。
熱処理品質が悪いためにギアが許容範囲外になった場合、修理中に焼入れを繰り返すと、追加の焼入れサイクルによって歪みが増加する可能性があります。
ギアは高速で冷却され、同時に体積膨張を引き起こす。冷却が均一でないと、歪みが大きくなります。
二媒体クエンチングまたはステップクエンチングでは、第一媒体中の滞留時間が長い。
焼入れ冷却媒体の高い流動性とギアへの影響は、熱処理中のギアの歪みに大きな影響を与えます。
この問題は、しばしば運転中のプロセス規制違反と関連している。
例えば タッピングプロセスまた、歯車と炉、炉体、炉扉、その他の硬い物体との衝突により、歯車に歪みが生じます。さらに、歯車と炉、炉体、炉扉、その他の硬い物体との衝突により、歯車に歪みが生じることがある。
ギヤを炉から出して急冷する場合、不安定な操作や大きな揺れは、特に細長いギヤシャフトや薄い板状のギヤの場合、ギヤの歪みをさらに強める可能性があります。
焼き戻し歯車のサイズの変化は、主にその微細構造の変化によって引き起こされる。
合金元素の含有量が多い歯車や、高い精度が要求される歯車では、保持された歯車をさらに変質させるために、零度以下の温度で冷間処理を行うことが多い。 オーステナイト をマルテンサイトに変態させ、歪みを増大させる。
さらに、急冷温度が高いほど膨張サイズが大きくなる傾向があることに注意すべきである。
ギヤ焼入れ構造における時効歪みの主な原因は、ギヤに含まれる 保持オーステナイト.
自然老化の過程では、水素の脱離によってストレス緩和が起こる。この弛緩と応力解放により、少量の保持された水素が変化することがある。 オーステナイト.

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。