ドリル&ドリルビット入門:正確な穴あけのための基本を学ぶ
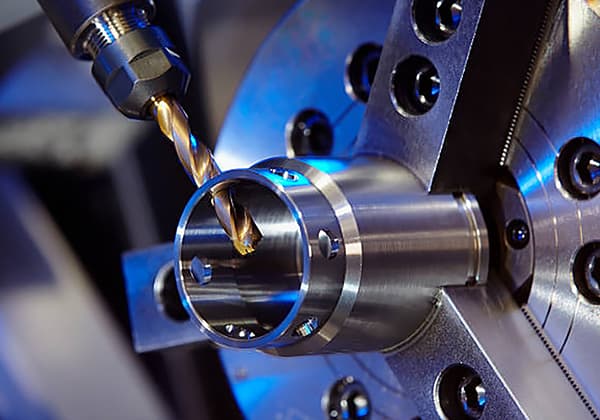
金属にどうやって小さな穴を正確に開けるのか、不思議に思ったことはないだろうか。この記事では、魅力的な穴あけの世界を探求し、さまざまなドリルビットに隠された秘密を明らかにする。
金属加工プロジェクトで完璧な穴あけ結果を得るのに苦労したことはありませんか?この記事では、高速度鋼や超硬ドリルビットの適切な速度、送り、角度を選択するための重要な洞察を提供し、さまざまな材料に不可欠な切削パラメータを分解します。これらのパラメータをマスターすることで、ドリル加工の効率を高め、工具の摩耗を減らし、精度を確保することができます。様々な被削材に対してドリル加工プロセスを最適化する方法を学び、加工スキルを次のレベルへと引き上げてください。

| 被削材 | 硬度 | 切削速度 V/(m/min) | ドリルビット径 d/mm | ドリルビット螺旋角度 /(°) | ドリルポイント角度 /(°) | |||||||
| ブリネル HBS | ロックウェル HRB | <3 | 3~6 | 6~13 | 13~19 | 19~25 | ||||||
| 送り速度 f/(mm/r) | ||||||||||||
| アルミニウムおよびアルミニウム合金 | 45~105 | ~62 | 105 | 0.08 | 0.15 | 0.25 | 0.40 | 0.48 | 32~42 | 90~118 | ||
| アルミニウムおよびアルミニウム合金 | 高い加工性 | ~124 | 10~70 | 60 | 0.08 | 0.15 | 0.25 | 0.40 | 0.48 | 15~40 | 118 | |
| 機械加工性が低い | ~124 | 10~70 | 20 | 0.08 | 0.15 | 0.25 | 0.40 | 0.48 | 0~25 | 118 | ||
| マグネシウムおよびマグネシウム合金 | 50~90 | ~52 | 45~120 | 0.08 | 0.15 | 0.25 | 0.40 | 0.48 | 25~35 | 118 | ||
| 亜鉛合金 | 80~100 | 41~62 | 75 | 0.08 | 0.15 | 0.25 | 0.40 | 0.48 | 32~42 | 118 | ||
| 炭素鋼 | ~0.25C | 125~175 | 71~88 | 24 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 25~35 | 118 | |
| ~0.50C | 175~225 | 88~98 | 20 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 25~35 | 118 | ||
| ~0.90C | 175~225 | 88~96 | 17 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 25~35 | 118 | ||
| 合金鋼 | 0.12~0.25C | 175~225 | 88~98 | 21 | 0.08 | 0.15 | 0.20 | 0.40 | 0.48 | 25~35 | 118 | |
| 0.30~0.65C | 175~225 | 88~98 | 15~18 | 0.05 | 0.09 | 0.15 | 0.21 | 0.26 | 25~35 | 118 | ||
| 工具鋼 | 196 | 94 | 18 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 25~35 | 118 | ||
| 灰色の鋳鉄 | ソフト | 120~150 | ~80 | 43~46 | 0.08 | 0.15 | 0.25 | 0.40 | 0.48 | 30~30 | 90~118 | |
| ミディアムハード | 160~220 | 80~97 | 24~34 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 14~25 | 90~118 | ||
| 可鍛鋳鉄 | 112~126 | ~71 | 27~37 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 20~30 | 90~118 | ||
| ダクタイル鋳鉄 | 190~225 | ~98 | 18 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 14~25 | 90~118 | ||
| プラスチック | - | - | 30 | 0.08 | 0.13 | 0.20 | 0.26 | 0.32 | 15~25 | 118 | ||
| 硬質ゴム | - | - | 30~90 | 0.05 | 0.09 | 0.15 | 0.21 | 0.26 | 10~20 | 90~118 | ||
| 被削材 | 引張強度抵抗 σb/MP a | 硬度 HBS | 送り速度 f/(mm/r) | 切削速度 V/(m/min) | 切削油剤 | ||
| d/mm | |||||||
| 5~10 | 11~30 | 5~10 | 11~30 | ||||
| 工具鋼 | 1000 1800~1900 2300 | 300 500 575 | 0.08~0.12 0.04~0.15 <0.02 | 0.12~0.2 0.05~0.08 <0.03 | 35~40 8~11 <6 | 40~45 11~14 7~10 | 非水溶性切削油 |
| ニッケル・クロム鋼 | 1000 1400 | 300 420 | 0.08~0.12 0.04~0.05 | 0.12~0.2 0.05~0.08 | 35~40 15~20 | 40~45 20~25 | |
| 鋳鋼 | 500~600 | -- | 0.08~0.12 | 0.12~0.2 | 35~38 | 38~40 | |
| ステンレス | -- | -- | 0.08~0.12 | 0.12~0.2 | 25~27 | 27~35 | |
| 耐熱鋼 | -- | -- | 0.01~0.05 | 0.05~0.1 | 3~6 | 5~8 | |
| 灰色の鋳鉄 | -- | 200 | 0.2~0.3 | 0.3~0.5 | 40~45 | 45~60 | ドライカットまたは乳剤 |
| 合金鋳鉄 | -- | 230~350 | 0.03~0.07 | 0.05~0.1 | 20~40 | 25~45 | 非水溶性切削油またはエマルジョン |
| -- | 350~400 | 0.03~0.05 | 0.04~0.08 | 8~20 | 10~25 | ||
| 可鍛鋳鉄 | -- | -- | 0.15~0.2 | 0.2~0.4 | 35~38 | 38~40 | ドライカットまたは乳剤 |
| 真鍮 | -- | -- | 0.07~0.15 | 0.1~0.2 | 70~100 | 90~100 | |
| 鋳造ブロンズ | -- | -- | 0.07~0.1 | 0.09~0.2 | 50~70 | 55~75 | |
| アルミニウム | -- | -- | 0.15~0.3 | 0.3~0.8 | 250~270 | 270~300 | ドライカットまたはガソリン |
| 硬質ゴム | -- | -- | 0.2~0.4 | 30~60 | |||
| 熱硬化性樹脂 | -- | -- | 0.04~0.1 | 60~90 | |||
| プラスチック | -- | -- | 0.05~0.25 | 30~60 | |||
| ガラス | -- | -- | ハンドフィード | 4.5~4.7 | |||
| グラスファイバー複合材 | -- | -- | 0.063~0.127 | 198 | |||

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。