レーザーデフォーカス:ビーム品質と溶接への影響
レーザーの焦点は、溶接の品質と効果にどのような影響を与えるのでしょうか?この興味深い質問は、レーザーのデフォーカスと溶接性能の間の重要な関係を掘り下げるものです。探求することによって...
レーザーの焦点位置のわずかな移動が、溶接をどのように変えるかを不思議に思ったことはありませんか?レーザー溶接では、デフォーカス(被加工物とレーザーの焦点の間の距離)が溶接品質を決定する上で重要な役割を果たします。この記事では、デフォーカスの正負が溶接の溶け込み、形状、および全体的な効果にどのような影響を与えるかについて掘り下げます。これらの影響を理解することで、さまざまな材料に対して溶接設定を最適化し、正確な結果を得る方法を学ぶことができます。
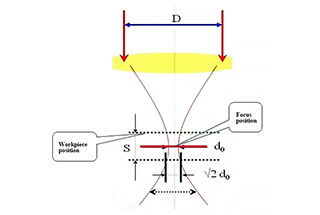
デフォーカスとは、ワークピースの表面と焦点との間の距離を表す用語である。
焦点位置がワークの上方にある場合を正のデフォーカスという。一方、焦点位置がワークの下にある場合は、負のデフォーカスと呼ばれる。

レーザー集光中心部のパワー密度が高すぎるため、穴への蒸発が起こりやすい。から離れた各面では、パワー密度分布が比較的均一である。 レーザーフォーカス.
理論的には、正負のデフォーカス面と溶接面との距離が等しい場合、対応する面のパワー密度はほぼ同じになるはずである。
しかし実際には、この結果、溶接の溶け込みと形状が異なる。負のデフォーカス時には、材料の内部パワー密度が表面よりも高くなり、より強い溶融と気化が起こる。このため、光エネルギーが材料の奥深くまで浸透し、結果として溶け込みが大きくなる。
デフォーカス量はマイナス1~2mmが望ましい。

溶接形状に及ぼすデフォーカスの影響
溶接する材料は厚さ6mmのステンレス鋼で、出力は5kW。 溶接速度 の96cm/分。デフォーカス量が減少するにつれて、ペネトレーションは増加し、深部に入る。 ペネトレーション溶接 の段階だ。
一方、デフォーカス量が大きいと、溶け込みは最小となり、溶接は熱伝導の段階となる。
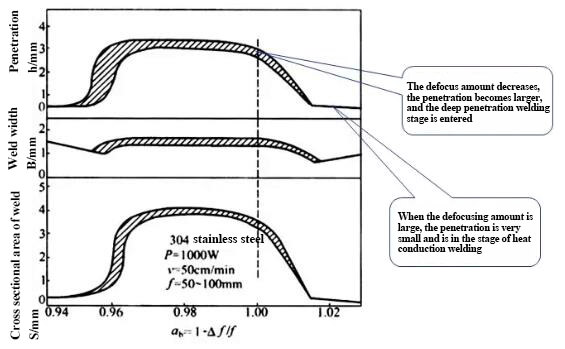
溶接溶け込み、溶接幅、断面に及ぼすデフォーカスの影響
デフォーカス量とは、焦点とワーク表面との距離を指す。フォーカスがワークの上にある場合は、正のデフォーカスとみなされます。焦点が被加工物の下にある場合は、負のデフォー カスとみなされる。負のデフォー カスは、溶接溶け込みを高めるのに有利である。
への影響 溶接品質.
レーザー溶接 レーザー焦点の中心でのパワー密度が高すぎるため、穴への蒸発が起こりやすく、特定のデフォーカス量を必要とする。レーザー焦点から離れた各面では、パワー密度分布がより均一になる。
幾何光学理論によれば、正負のデフォーカス面と溶接面との距離が等しい場合、対応する面のパワー密度はほぼ同じになるはずである。
しかし、実際には溶融池の形状は異なる。負のデフォーカスを用いると、溶融池の形成過程により深い溶け込みが得られる。実験的には、溶け込み深さを深くしたい場合は負のデフォーカスを使用し、薄い材料を溶接する場合は正のデフォーカスを使用する。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。