携帯溶接機のレーザー出力に関する "虚偽表示":真実を暴く
ハンドヘルド溶接機器のレーザー出力定格が正確かどうか疑問に思ったことはありませんか?この記事では、ハンドヘルド・レーザー溶接機で横行している虚偽表示の問題について掘り下げます...
溶接の品質と効率は何で決まるのか?レーザー溶接では、出力設定が非常に重要です。この記事では、溶け込み深さから溶接速度に至るまで、レーザー出力が溶接結果にどのような影響を与えるかについて掘り下げます。読者は、レーザー溶接の背後にある原理、出力と溶接品質の関係、および溶接プロセスを最適化するための実践的なヒントを学ぶことができます。完璧な溶接を形成する科学を理解し、溶接技術を向上させる準備を整えてください。
次のような疑問を持ちながら、この記事を読んでほしい:
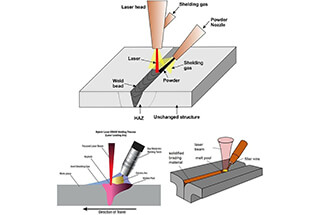
1) 出力密度と溶接部形成特性による:
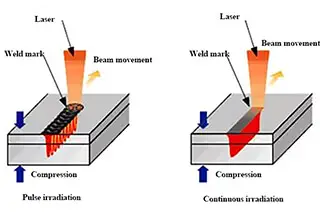
2) レーザー出力モードによる
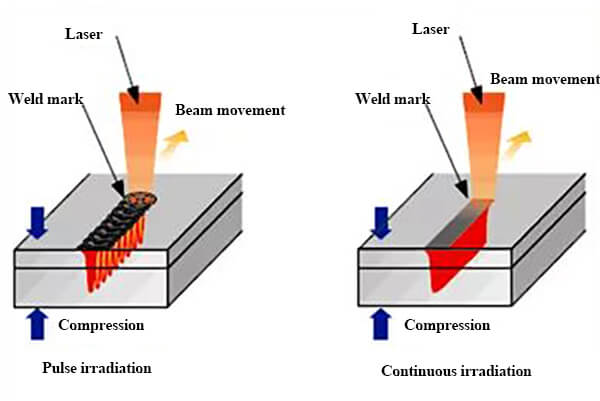
図 1. パルスレーザー溶接 および連続レーザー溶接
P(レーザー出力)の選択は板厚に基づく。Pはスポットの出力密度を決定し、溶け込み深さと溶接速度の両方に影響を与えます。
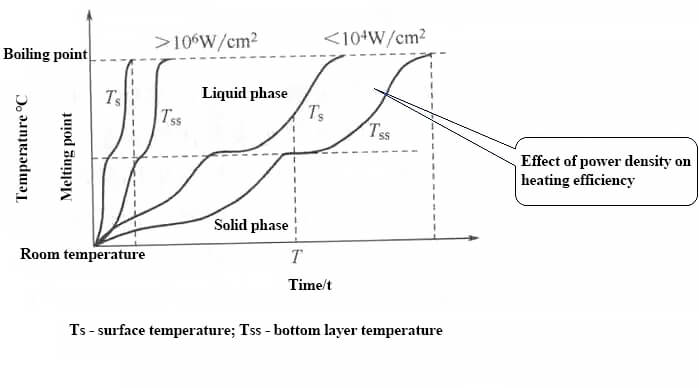
図.2 電力密度と金属温度の経時変化曲線
図に示されているように、パワー(P/kw)が大きいほど、浸透は深くなり、逆もまた然りである。
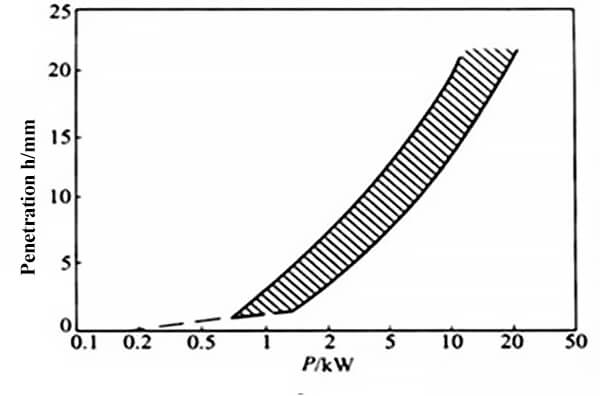
図3 レーザー透過率とパワーの関係
補足的な知識のポイント
GB/T3375-1994では、溶接のフォーム・ファクターは、図4に示すように、単一の溶接部の断面における溶接幅(B)と計算上の溶接厚さ(H)の比(φ=B/H)として定義されている。
形状が小さいと、溶接部は狭く深くなる。しかし、溶接部の中央部では不純物濃度が高く なりやすく、領域偏析のために耐熱亀裂性が劣る。従って、フォーム・ファクターはあまり小さくし てはならない。
例えば、溶接のフォーム・ファクターは1.3以上であるべきで、これは溶接の幅が、計算された溶接の厚さの少なくとも1.3倍であることを意味する。
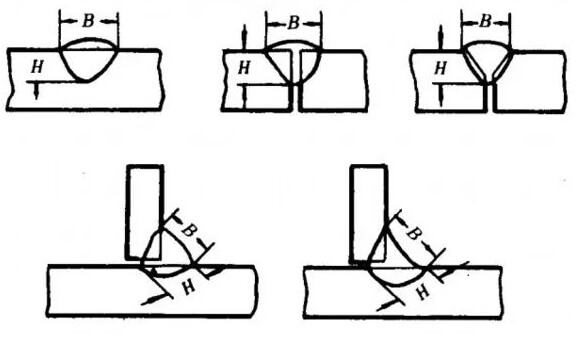
図4 レーザー出力と速度が溶接の成形を決定する
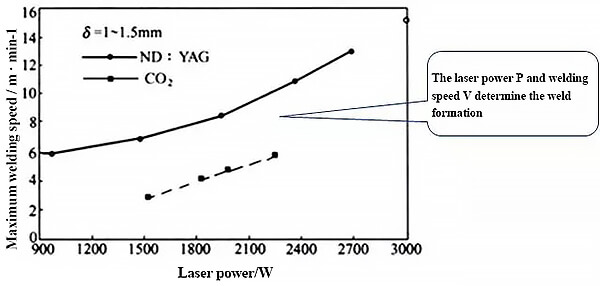
図5 溶接速度とレーザー出力の関係
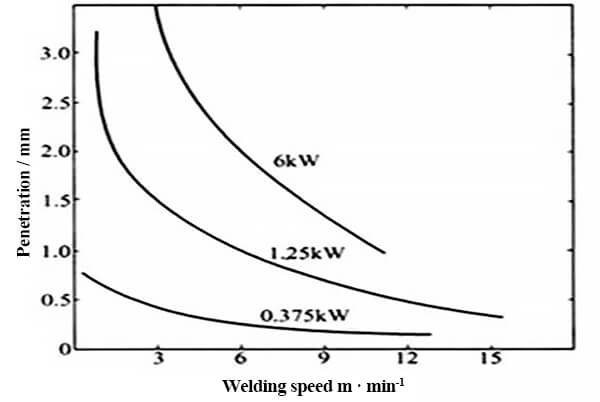
図6 低炭素鋼の異なる出力下での溶け込みと溶接速度の変化
レーザー溶接パワーは、スポットのパワー密度を決定し、溶け込み深さと溶接速度を制御する。レーザー出力が増加すると、溶接速度と溶け込み深さの両方が増加する。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。