
溶接電圧と電流の選択:ヒント
完璧な溶接を達成するためには、技術だけでは不十分である。この2つのパラメーターは、溶接の生命線であり、溶接から溶接に至るまで、すべてを左右する。
溶接の方向と角度は、溶接部の形成にどのような 影響を与えるのか。これらの要因を理解することは、最適な溶接品質を達成するために極めて重要である。この記事では、溶接方向と角度の基本的な概念、溶接 形成に及ぼす影響、およびさまざまな溶接技術に対す る実際的な応用について説明する。最後には、これらのパラメータを変化させることで、溶接の深さ、幅、および全体的な品質にどのような影響を与えるかを把握し、溶接プロジェクトの制御と精度を向上させることができます。
1.1 基本コンセプト
ガスメタル用 アーク溶接作業者が右手で溶接ガンを持つ場合、溶接は通常、 右から左へと行われる。これは「左溶接法」と呼ばれ、溶接ガンのノズルが溶接方向に対して鈍角(90°以上)になるためである。
逆に、溶接ガンのノズルと溶接方向が鋭角(90°未満)で左から右へ溶接する場合は、「右溶接法」と呼ばれる。
作業者が左手で溶接ガンを持つと、溶接方向が逆になる。
図1は、左右の溶接方法を視覚的に表したものである。
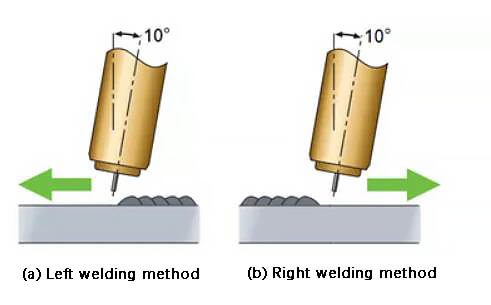
図1 左溶接法と右溶接法の模式図
溶接ガンの軸と溶接物の表面との間の角度を "作業 角 "と呼ぶ。溶接ガンの軸と溶接方向が位置する平面において、溶接ガンの軸と溶接方向に垂直な直線とがなす角度は、"ウォーキング・アングル "と呼ばれる。
図2(a)は、(b)と(c)の作業角度と歩行角度を示している。 隅肉溶接一方、図2(b)は突き合わせ溶接の作業角と歩行角を示している。
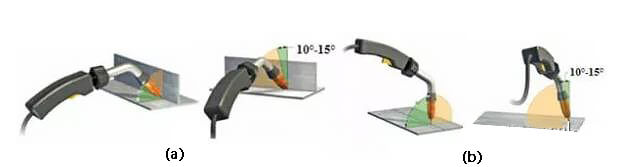
(a) 隅肉溶接(T継手)の作用角と進行角
(b) 突合せ溶接(バットジョイント)の作用角と進行角
図2 作業角度と歩行角度の模式図
通常、隅肉溶接の作業角度は45°で、突合せ 溶接の作業角度は90°である。
歩行角は、溶接の方向によってさらに「すくい角」と「キャスター角」に分類される。右向きに溶接する場合は "キャスター角"、左向きに溶接する場合は "すくい角 "と呼ばれる。
1.2 溶接形成への影響
溶接の方向と角度が変化すると、アークと溶接物の挙動も変化する。
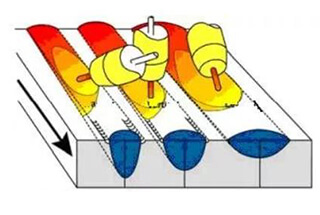
右溶接では、アークの大部分は溶接部に直接作用 し、左溶接では、アークの大部分は溶融池に作用す る。その結果、同様の溶接電流、アーク電圧、および 溶接速度溶接の幅と深さは異なる場合がある。
図3は、溶接の方向と角度が溶接部の形成にどのように影響するかを視覚的に表したものである。
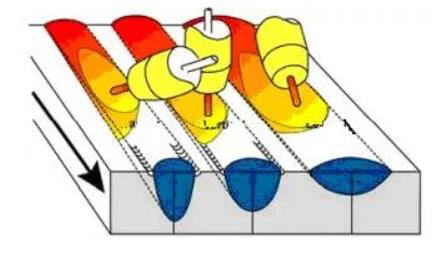
(a) 突合せ溶接の方向と移動角が溶接部形成に及ぼす影響を示す模式図。
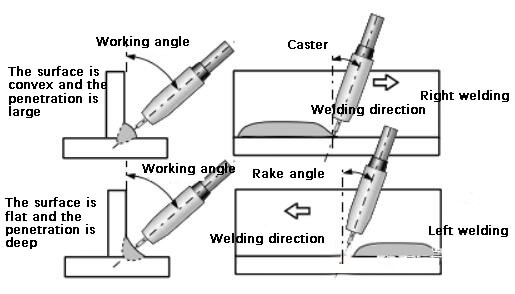
(b)隅肉溶接の溶接方向と進行角が溶接部形成に及ぼす影響の模式図
図3 溶接方向と角度の模式図および溶接部形成への影響
溶接の方向と歩行角度は、溶接の形成に影響す るだけでなく、溶接作業者から見た溶接池、スパッ ターの大きさ、ガス・シールドの効果にも影響す る。
左手で溶接する場合、溶接者は溶接アークの片側か ら溶接アークと溶接プールを45°から70°の角度で観察す ると、溶接ワイヤ先端の溶け具合や溶接プールの変化を見 やすくなる。
しかし、正しい方向で溶接する場合、溶接ガンの存在が溶接士の視線を遮り、溶接を行うのが難しくなる。
図4は、左溶接時の溶接機の最適視野角の概略図である(左溶接の場合)。 フラット溶接 ポジション)。
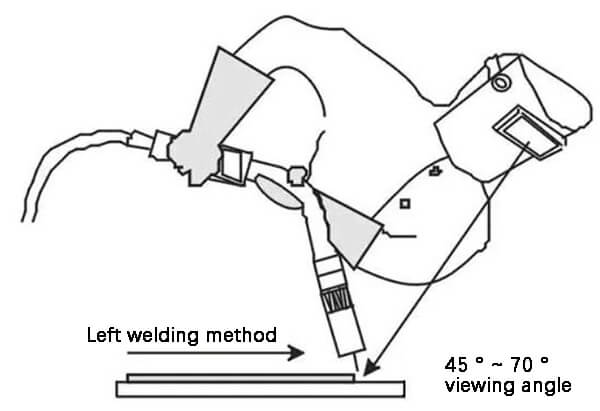
図4 左溶接(平板溶接位置)作業者の透視図
歩行角が大きいと、溶接部に空気が入りやすくなり、気孔が 発生しやすくなる。これを防ぐため、下向きの歩行角は通常10°から15°に設定される。
さらに、溶接の方向も溶接中に発生するスパッタの大きさに影響する。一般的に、左溶接ではスパッタが大きく、右 溶接ではスパッタが小さくなる。
溶接の方向と角度が、溶接の形成、スパッターの大きさ、ガス・シールドなどの要因に大きな影響を与えることから、実際の溶接生産では、技術的要件と状況要因に基づいて、さまざまな溶接方向が利用されている。
参考のため、様々な溶接方向の典型的な実用的用途を概説した表を掲載する。
表 - 溶接方向の実際の適用
| 申し込み | 正しい溶接方法 | 左溶接法 | |
|---|---|---|---|
| フラット溶接 | シート | 貫通部が大きいと焼けやすいので適さない。 | 焼き深さが浅く、溶接が平らなので適している。 |
| プレート | 良好な融合を確保できるので適している。 | 貫通力が浅いため、貫通力は保証できない。 | |
| 横溶接 | シングルパス溶接 | 幅が狭く深い溶接部は凸状の溶接部になりやすいので適さない。 | 幅広で平坦な溶接部が得やすいので適している。 |
| マルチパス溶接 | 裏面溶接および充填溶接に適している。 | カバー溶接に最適 | |
| 垂直上向き溶接 | 勝手に | 適さない | フィット |
| 垂直下向き溶接 | 勝手に | フィット | 適さない |
3.1 左溶接法は、浅い溶け込みと広い溶け込みが特徴である。 溶接ビードそのため、薄板の溶接に適している。一方、正しい溶接法は、溶け込みが深く、幅が狭いことで知られている。 溶接ビード中・厚板の溶接に最適。
3.2 歩行角が小さいと、溶融深さが深くなり、溶融池が 効果的に保護される。逆に、歩行角が大きいと溶込みが浅くなり、 溶融池の保護が不十分となる。最適な結果を得るには、溶接プールの良好な保護 を確保するために、10°から15°の歩行角度を推奨 する。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







