{kind=link}
{kind=link}
{kind=link}
CNCプレスブレーキの調整について
CNCプレスブレーキで曲げが安定せず、お困りではありませんか?この記事では、完璧な同期と精度のために必要な重要な調整について説明します。電動油圧サーボシステムの微調整から...
金属の曲げ加工で高精度と高効率を実現する機械とは?電動油圧サーボプレスブレーキの秘密をご覧ください。この記事では、この先進的な機械の複雑なメカニズム、セットアップ手順、操作ガイドラインを掘り下げ、性能と安全性を最大限に引き出すために不可欠な知識を提供します。様々な産業用途で最適な動作を保証するために、この装置のメンテナンスとトラブルシューティングの方法を学びましょう。

電気油圧サーボ数値制御プレスブレーキは、シートメタルの曲げ加工における高い効率と精度で知られています。
下型のV溝の大きさは、シートの厚さに応じて調整する。通常、シートの厚さの8倍より大きい。
上型と下型を使い分けることで、さまざまなワークを曲げることができる。
希望する場合 曲げ力プレスブレーキ本体にある板金曲げ表を参照するか、曲げ計算式で計算してください。
スライダーを1回通過させると、シートに曲がりが生じる。 複雑な形状 はワークを何度も曲げることで達成できる。
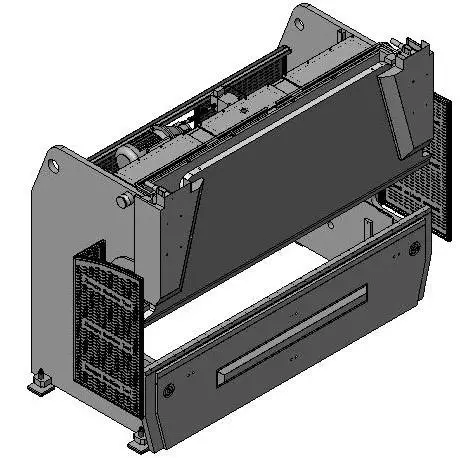
について 油圧プレスブレーキ は鋼板製で、必要な強度と剛性を備えている。
その油圧駆動は、シートの厚みが変化したり、下型の選択を誤ったりしても、機械が重大な過負荷事故に見舞われるのを防ぐ。
さらに、このプレスブレーキは、運転中の安定性、使いやすさ、信頼できる安全機能で知られています。
上型との接続部には補正装置があり、曲げ加工中のワークテーブルとスライダーのたわみを補正し、高い精度を保証します。
油圧電動制御を装備し、スライダーの移動量を調整できるため、試運転や調整に便利。
このプレス ブレーキマシン 高度な技術と信頼性の高い性能で、理想的なシェーピングツールとなっている。
生産効率が高いため、飛行機、自動車、造船、機械産業などで広く使用されている。
吊り上げ
重心が高いため、ベンディングブレーキは前が重く、後ろが軽い。そのため、マシンの安定性を確保し、転倒を防ぐための注意が必要です。
一貫性を保つため、シルクロープは狭い入射角で使用すべきである。

図1
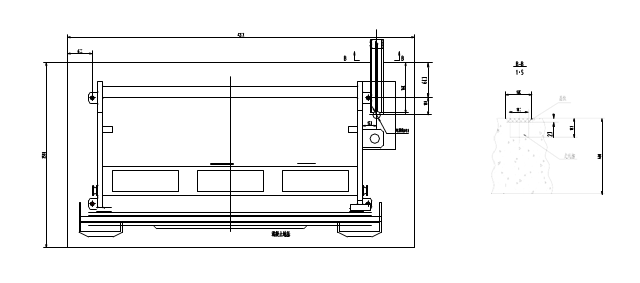
図2
クリア
を実行する前に 油圧プレス ブレーキは、以下の可動部の防錆油を取り除く必要があります。
注:洗浄にガソリンと石炭油を使用することを許可し、溶剤洗浄の使用を禁止する。
レベリング
注意:精密な調整を行う前に、本機を水平な場所に置いてください。作業を進める前に、電気部品を含む本機のすべての部品が正しく接続されていることを確認してください。
プロセスは以下の通り:
そして、このすべてのプロセスにおいて、ボトムスクリューはしっかりと接続されていなければならない。
注:30~50時間使用した後、レベルをチェックし、再度調整する必要がある。
電気の接続
メインスイッチ(電源相:R、S、T、PE)を接続した後、短時間のテストスタートを行い、油圧ポンプの向きを確認してください。方向が正しくない場合は、直ちに電源を切り、2相ラインを切り替えてください(油圧ポンプの方向矢印を参照)。
ケーブルの入り口は、電気ボックスの底にあります。
注:
(1) 電圧が一定であることを確認する。
(2) 機械の電気的接続は、訓練を受けた電気技師または取扱説明書に詳しい人が行うことを推奨します。
電気油圧式 サーボプレス ブレーキは、数値技術、サーボ、油圧システムを統合している。コントロールバルブの動きにより、上部クロスビームが周期的に上下し、その動きを機械の両側にあるラスターが計測する。
DNCは左右のオイルシリンダーにある2つのバルブの開閉を制御する。必要に応じて、サーボはオイルシリンダー内の流れを再配分し、上部クロスビームを垂直に移動させることができます。移動量の測定は、新しいパルスカウントによって決定される。図3
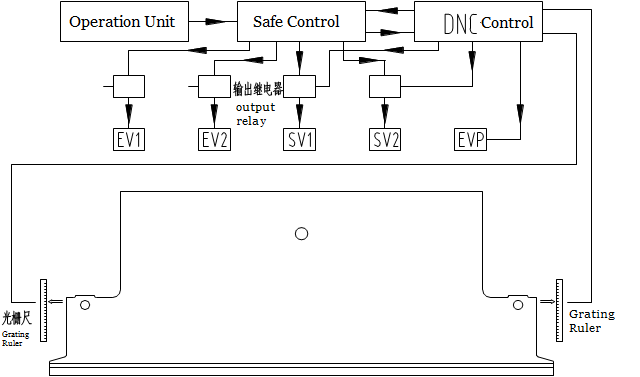
図3
DNCコントローラからの信号はサーボバルブに送られ、サーボバルブはその信号を油圧信号に変換し、バルブの動きを制御します。油圧システムの各シリンダーは、サーボバルブと充填バルブを含む独立した制御ループを持っています。
DNCは以下の軸を制御する:
注:スライダーブロックの位置は、絶対値方程式と角度サイズを使ってプログラムできる。
Z1、Z2、R1、R2軸は、手動調整またはコントローラ制御が可能です。
各軸の位置と性格
| アクシス | ゼロポジション | 実際の数値 |
|---|---|---|
| Y1左スライダーブロック(上または
(上か下か) |
作業台表面 | 作業台表面とスライダーブロックの金型との距離 |
| Y2右スライダーブロック(上または
(上か下か) |
作業台表面 | 作業台表面とスライダーブロックの金型との距離 |
| X、X1、X2 バックゲージ
前と後ろ |
の中心である。 下型 | アッパーセンター間の最大距離
ダイ・バックゲージ |
| R、R1、R2バックゲージ
上下 |
作業台表面(およびバックゲージ最下部) | ワークテーブルの表面からバックゲージの最も低い位置までの距離。 |
| Z1 バックゲージの左
左から右へ |
マシン本体左 | 本体左端からバックゲージ左端までの距離。 |
| Z2 バックゲージの右
右から左へ |
マシン本体左 | 本体左端からバックゲージ左端までの距離。 |
注:
(1) DNC マニュアルの指示に従って、軸をプログラムします。
(2) 表中の「左」「右」とは、本機に向かって正面を指す。
警告だ:
(1) オペレーターはバックゲージの位置に注意すること。バックゲージが金型内に入り込むと、金型が破損する恐れがあります。
(2) Z軸を手動で調整する場合は、機械後方からのみ行う。
(3) バックゲージを調整する際は、下型に当たらないように注意する。
バックゲージは、マシンの片側からもう片側へ伸びるビームから構成され、直線ガイドとボールベアリングのリードスクリューで支えられている。バックゲージのガイドは、機械本体の両側に配置され、十分な移動スペースが確保されています。X軸は、DNC制御によってバックゲージの動きを制御し、サーボモーターによって駆動される。
油圧作動油タンクは本体内部に溶接されている。吸入口はタンク内にあり、モーター、オイルポンプ、高圧バルブ、制御バルブ、電子システムはタンク外にある。フィルタリングコアとバルブペデスタルは上部に配置され、オイル排出スクリューはタンクの下部に配置される。
3相4グレードモーター
高圧ギヤポンプとメインモーターはフレキシブルカップリングシャフトで接続されている。
ろ過レベルは10μmで、最大圧力は400 barである。フィルターが目詰まりした場合、またはオイルを交換する必要がある場合は、フィルターを交換する必要があります。
サーボバルブはオイルシリンダーの上部に取り付けられています。その流量はDNC数値制御システムとサーボアンプによって調整され、スライダーブロックの全移動範囲にわたって速度を制御することができる。制御の位置と方法は以下の通り:
サーボバルブはオイルシリンダーの上部にある。スライダーが素早く動くと、オイルはオイルボックスから充填バルブを通ってシリンダーに流れ込む。このバルブは 曲げ加工.
圧力弁はサーボ弁にあり、調整可能なリターンが移動するときの背圧。
オーバートラベル保護はDNCによって制御される。始動時、DNCは油路のオーバートラベルの時間と圧力をチェックする。
注:
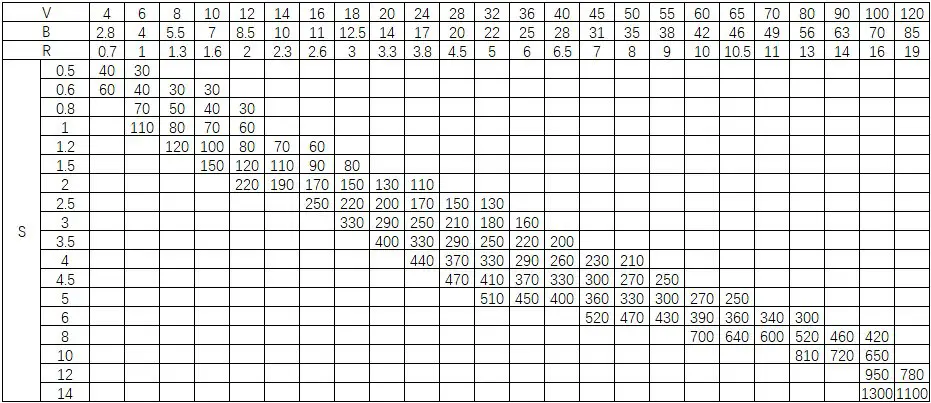
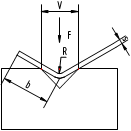
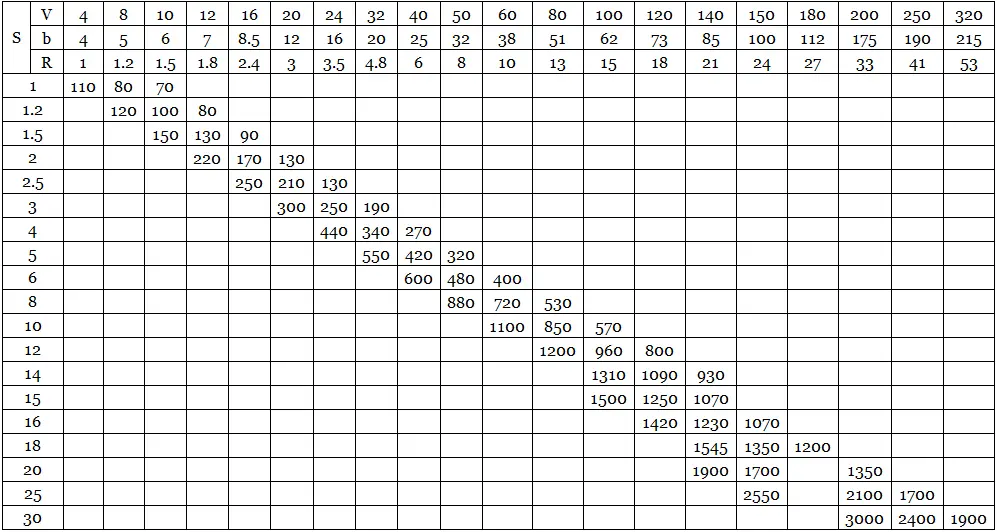
下型の選択(写真4参照)
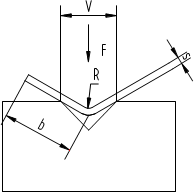
図4 下型のスケッチマップ
F:材料の引張強さを400N/mmとした場合の1m当たりの必要曲げ力(KN/m)。
材料の引張強さが800N/mmであれば、1mあたりに必要な曲げ力(KN/m)は2倍になる。S:板厚(mm)
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
最小曲げ幅を変更し 曲げ角度 下限の全体寸法を科学的に決定することができる。
| S | V | F | R | B |
|---|---|---|---|---|
| 0.5 | - | - | - | - |
| - | - | - | - | |
| -8 | -28 | -1 | -4 | |
| 1 | 8 | 110 | 1 | 4 |
| 8 | 80 | 1.2 | 5 | |
| 10 | 70 | 1.5 | 6 | |
| 1.2 | 8 | 120 | 1.2 | 5 |
| 10 | 100 | 1.5 | 6 | |
| 12 | 80 | 1.8 | 7 | |
| 1.5 | 10 | 150 | 1.5 | 6 |
| 12 | 130 | 1.8 | 7 | |
| 16 | 90 | 2.4 | 9.5 | |
| 2 | 12 | 220 | 1.8 | 7 |
| 18 | 170 | 2.4 | 9.5 | |
| 20 | 130 | 3 | 12 | |
| 2.5 | 18 | 250 | 2.5 | 9.5 |
| 20 | 210 | 3 | 12 | |
| 24 | 130 | 3.6 | 15 | |
| 3 | 20 | 300 | 3 | 12 |
| 24 | 250 | 3.6 | 15 | |
| 32 | 190 | 4.8 | 20 | |
| 4 | 24 | 440 | 3.6 | 15 |
| 32 | 340 | 4.8 | 20 | |
| 40 | 270 | 6 | 25 | |
| 5 | 32 | 550 | 4.8 | 20 |
| 40 | 420 | 6 | 25 | |
| 50 | 320 | 7.5 | 32 | |
| 6 | 40 | 600 | 6.5 | 25 |
| 50 | 480 | 8 | 32 | |
| 60 | 400 | 9.5 | 38 | |
| 8 | 50 | 880 | 8 | 32 |
| 60 | 720 | 10 | 38 | |
| 80 | 530 | 12.5 | 51 | |
| 10 | 60 | 1100 | 10 | 38 |
| 80 | 850 | 13 | 51 | |
| 100 | 570 | 16 | 62 | |
| 12 | 80 | 1200 | 13 | 51 |
| 100 | 960 | 16 | 62 | |
| 120 | 800 | 19 | 73 | |
| 14 | 100 | 1310 | 15 | 62 |
| 120 | 1090 | 18 | 73 | |
| 140 | 980 | 21 | 85 | |
| 15 | 100 | 1500 | 15 | 62 |
| 120 | 1250 | 18 | 73 | |
| 140 | 1070 | 21 | 85 | |
| 16 | 120 | 1420 | 18 | 68 |
| 140 | 1230 | 21 | 79 | |
| 160 | 1070 | 24 | 90 | |
| 18 | 140 | 1545 | 21 | 87 |
| 160 | 1350 | 24 | 100 | |
| 180 | 1200 | 27 | 112 | |
| 20 | 140 | 1900 | 25 | 85 |
| 180 | 1700 | 28 | 98 | |
| 200 | 1350 | 38 | 121 | |
| 25 | 180 | 2550 | 28 | 100 |
| 200 | 2100 | 38 | 121 | |
| 250 | 1700 | 41 | 131 | |
| 30 | 200 | 3000 | 38 | 125 |
| 250 | 2550 | 41 | 131 | |
| 300 | 2100 | 53 | 143 |
曲げ加工中、曲げ力は作業台表面に集中し、同時に工具にも作用する。したがって、工具が耐えられる荷重は、その能力を超えてはならない。
例えば、こうだ:
下型を選ぶ場合、V12、V16、V20の選択肢がある。V16を選択する場合は、板厚を考慮した方がよい。
比較的、半径はあまり重要ではなく、曲げ幅(b)が最小曲げ半径より大きい場合、同じ下金型で異なる板厚の板を加工することができる。
V16 S= 1.5mm、2mm、2.5mm
注:成形工具の場合、曲げ力は2~3倍でなければならない。
FP= (2...3)Fb
必要なプレスブレーキのトン数は、次のようにして計算することもできます。 プレスブレーキ曲げ力計算機.
上型の選定も曲げ力に基づき、耐荷重を超えないようにしなければならない。さらに、顧客は特殊な金型を選択することができるが、標準的な金型と比較して耐荷重が異なることに注意する必要がある。
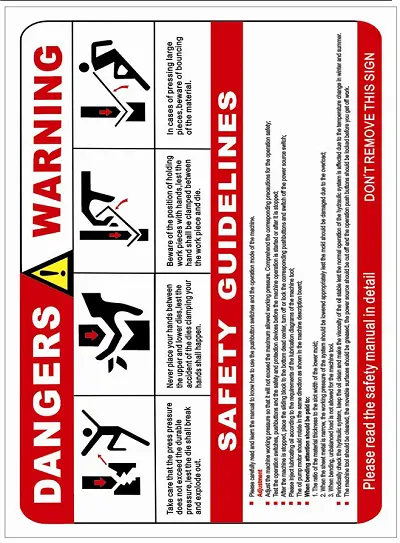
注意:図5と図6に示すように、作業者は機械の危険なエリアでは安全原則に従わなければなりません。
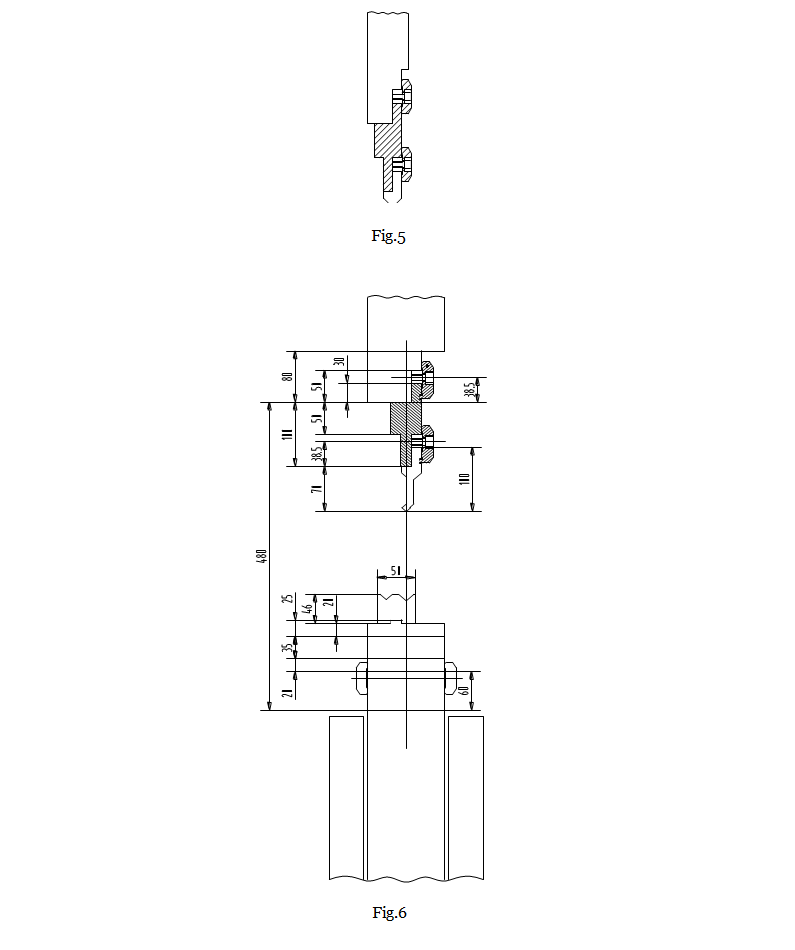
A.工具を通すことは禁止されています。
B.事故防止のため、上型と下型を取り付ける前に、起動ボタンを第2制御位置にし、NC駆動ボタンを「軸停止」にしてください。
以下の表は参考用です。ご不明な点がございましたら、加工資料をご参照ください。
| タイプ | 引張強さ Kg/mm2 | |
|---|---|---|
| アルミニウム | ソフトな剛性 | 10.5 |
| 中級 | 13.3 | |
| 高い | 19.6 | |
| 真鍮 | ソフト | 32.9 |
| メニールは耐腐食性に優れています。 | 中級 | 42 |
| 高い | 59.5 | |
| 銅 | ロール | 25.9 |
| クロムプレート・アルミニウム | ソフト | 24.5 |
| 熱処理 | 38.5 | |
| 鉄 | 錬鉄 | 35 |
| スチール | 0.25%c | 46.9 |
| 0.5%c | 66.5 | |
| 0.75%c | 80.5 | |
| 1.0%c | 91 | |
| 1.2%c | 105 | |
| 1# 体積スチール | 52.5 | |
| ステンレススチール18-8 | 66.5 | |
注:
始める前に、害がないことを確認してください。
工作機械は、すべての保護措置と安全装置が整備され、安全で運転に適した状態でなければならない。
危険な作業は避け、安全注意事項に従ってください。
障害が発生した場合は、直ちに機械を停止し、問題に対処してください。
故障の解決は、有資格の技術者または専門家の監督下で行う必要があります。
機械の外観に損傷や故障がないか定期的に点検し、必要に応じて停止させてください。
運転者は取扱説明書を熟読しなければならない。
| 失敗 | 理由 |
| プレスエンジンが素早く動かない | ガイドレール移動スパング、交換バルブ EV1/2 破損、コントロールバルブ SV1/2 破損 |
| プレスエンジンが圧力を出せない | 交換EV1/2が機能せず、充填バルブV5/6が開き、圧力調整が破損し、ポンプが摩耗した。 |
| プレスエンジンは停止位置で5~10秒間停止し、その後ゆっくりと動作する。 | バルブEV5/6が閉じ、オイルシリンダー内のオイル位置が低すぎる。 |
| プレスヘッドが少し戻ってから、ゆっくりとスタートする。 | 単一バルブV11/V12が開き、設定パラメータが間違っている |
| 曲がりが正しくない | コントロールバルブの故障、基本設定の誤り、トランスデューサーの調整不良、トランスデューサーの損傷。 |
| プレスヘッドが戻れない、プレスヘッドがゆっくり戻る | コントロールバルブSV1/2が破損、交換バルブEV1/2が応答がない、バルブが閉位置で詰まった充填、バルブEV9/8が閉位置、圧力調整バルブEVPが破損、パラメータ設定が間違っている、ガイドレールがスパン移動、ストローク圧力が低すぎる。 |
| プレスヘッドが高い位置で停止し、2-3ミリメートルまで戻って、ゆっくりと下に移動し、速度は2mm /分を超えることはありません。 | シングルウェイV7/8オープン、EV1/2リークまたはプラグ交換 |
注:潜在的な故障を解決し、点検およびメンテナンス手順に従うには、有資格者が必要です。保証期間中は、メンテナンス担当者にお知らせください。誤った操作による故障の場合、メンテナンス担当者は責任を負いません。
注:
停止方法は2通り:
-スライダーブロックを下死点の中央に移動させる。
-メインモータースイッチを閉じる
-動作選択スイッチを "0 "にする。
-メインスイッチを "0 "にする。
-2つの木片を作業台の上に置く。
-動作選択」キースイッチを「2」(調整用)にする。
-マニュアル "モードで動作
機械が停止した後、スライダーブロックを手動で下に動かし、木材がわずかに接するまで動かす。
-メインモーターの電源を切る
-動作選択スイッチを "0 "に変更する。
-メインスイッチを "0 "にする。
このボタンを作動させると、すべての軸が停止し、ポンプが停止しますが、制御システムは作動したままになります。マシンを再起動するには
-緊急ボタンを離す
-緑色の「メインモーターラン」ボタンを押します。工作機械を再起動する必要はありません。
停止した場合、スライダーブロックの片側が傾いていたり、水平位置より低かったりする場合は、手動で調整できるが、マシンの電源を切り、通常の状態で再始動しなければならない。
注:スライダーブロックが修正できない場合、または位置決め機能が何度も失敗する場合は、制御システムまたは油圧システムの故障を示している可能性があります。
メンテナンスとテストの責任者は、取扱説明書を熟読し、十分な経験を積んでいなければならない。
本機のメーカーに点検を依頼することを推奨する。
機械オペレータは、潜在的な漏れや部品の緩みがないか、毎日点検を行う必要がある。
故障を解決できない場合は、直ちにメーカーに連絡すること。
週間メンテナンス・チェックリスト
作動油の補充:
T = V /Q* 5
フィルターコアの交換スケジュール:
注:黄色の「フィルター交換」表示灯が点灯した場合、運転開始から8時間以内にコアを交換する必要があります。
必要であれば、機械上のすべての軸(バックゲージロケータなし)のゼロ位置を毎週チェックするか、DNCから補正を受けなければならない。
定期点検項目:
バルブ点検スケジュール:
バルブV7、V8、V9、V10は、以下の手順で6ヶ月ごとに点検しなければならない:
注:上記のチェックバルブは安全システムの一部です。損傷した可能性のあるバルブを交換する前に工作機械を始動させないでください。
圧力調整バルブの点検:
機械式圧力調整バルブのセーフティシールリングは、毎年点検する必要があります。
注:上記の調整ができない場合、保証期間中の品質問題に対する賠償請求は無効となります。
作動油の交換スケジュール:
作動油と潤滑油の推奨
| メーカー | 作動油 | グリース |
|---|---|---|
| ESSO | NUTO H46 | ビーコンEP2 |
| シェル | TELLUS 46 | アルバニアEP2 |
| ガルフ | ハーモニー46 AW | クラウンEP2 |
| 英国石油 | HLP 46 | LS2 |
| フェクサコ | ランド石油 46 | ムティファックスEP2 |
| モービルオイル | モービルDTE 25 | モービル・ラックス EP2 |
これが図面だ:

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







